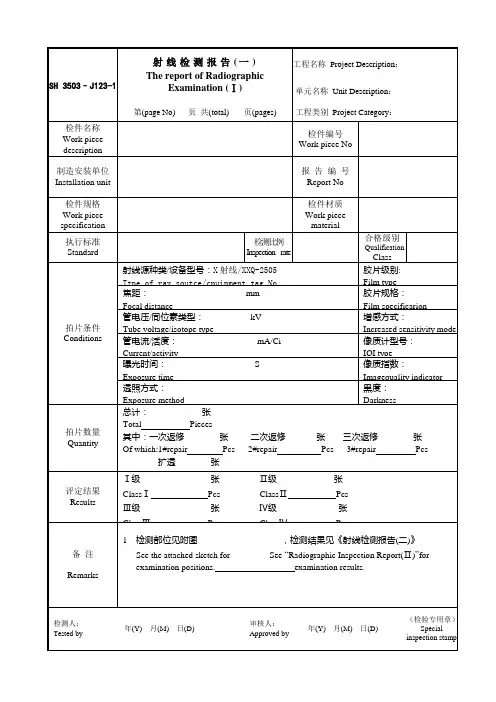
射线检测报告
- 格式:docx
- 大小:56.36 KB
- 文档页数:9
放射性检测报告范文一、检测目的本次放射性检测的目的是为了评估被检测物中的放射性元素含量,并对检测样本的辐射水平以及潜在的辐射风险进行评估。
二、检测对象本次放射性检测涉及的对象为环境中的土壤和水样、食品样品以及人体体液样本。
三、检测方法1.土壤和水样的检测方法对于土壤和水样的检测,我们采用了核辐射测量仪进行测量。
通过该仪器可以测量样品中的α射线和β射线辐射水平,同时还可以分析样品中的放射性核素含量。
2.食品样品的检测方法对于食品样品的检测,我们采用了放射性核素的测量方法,如放射性σ射线测量仪等。
该仪器可以测量样品中的放射性核素的辐射水平,用于评估食品容易受到的辐射。
3.人体体液样本的检测方法对于人体体液样本的检测,我们采用了核素测量方法,如α射线和β射线测量仪等。
通过这些仪器可以测量人体体液样本中的放射性核素含量,用于评估个体的辐射水平和潜在的辐射风险。
四、检测结果与分析1.土壤和水样的检测结果经过检测,土壤和水样中的放射性元素含量均在国家标准范围内,未发现明显的超标情况。
因此,从土壤和水样的辐射水平来看,环境辐射风险较低。
2.食品样品的检测结果各类食品样品中的放射性核素含量均在安全范围内,未发现明显的超标情况。
因此,从食品样品的辐射水平来看,食品辐射风险较低。
3.人体体液样本的检测结果经过检测,人体体液样本中的放射性核素含量均在正常范围内,未发现明显的超标情况。
因此,从人体体液样本的辐射水平来看,个体辐射风险较低。
综上所述,通过本次放射性检测,我们发现被检测物中的放射性元素含量均在安全范围内,并未发现明显的超标情况。
因此,整体来看,被检测物的辐射水平较低,辐射风险较小。
五、建议与措施尽管本次放射性检测结果辐射水平较低,而且未发现明显的超标情况,但我们仍建议采取以下一些预防措施来降低潜在的辐射风险:1.避免长时间接触高辐射源,尤其是如放射性元素开采地区等容易受到辐射污染的地方。
2.加强食品安全检测,确保食品中的放射性核素含量在安全范围内,避免食入过量的放射性元素。
Radiographic Examination InstructionforCircularWeld 环焊缝射线检测工艺卡Form No./表码: Rev. No./版本号:A Report No./报告号: Page 1of 11 Application应用Carbon Steel. Butt/Circumferential weld with = 122” Ø tank, tank thickness up to 13mm碳钢对接环焊缝直径122’’壁厚13mm2 Equipment Type:设备XXGZT-3005HQ panoramic x-ray tube or equivalent XXGZT-3005HQ轴向X射线机3 Radiation Source:辐射源5mA, 150-300kv, 1.0 x 2.5mm focal point 5mA, 150-300kv, 1.0 x 2.5mm焦点大小4 Technique:技术Single Wall Exposure Single Wall View (Panoramic)单壁单影周向曝光5 GeometricRelationship:几何关系Radiation source positioned within of center of weld circle. Radiation beam at 90° to weld and film.源在中间,射线束以90°方向投入焊缝和胶片。
6 Film Type:胶片类型In general, Agfa C7 Sheet film,Agfa C4 sheet film shall be used if the required sensitivity not achieved. 通常用agfa C7胶片,灵敏度达不到的话,可以用C4.7 Film Coverage:胶片覆盖A minimum of 10mm of parent metal on either side of the weld will be included in the radiographs. Theoverlap offilm cassettes is approximately 25mm.至少10mm母材需被覆盖, 胶片重叠25mm。
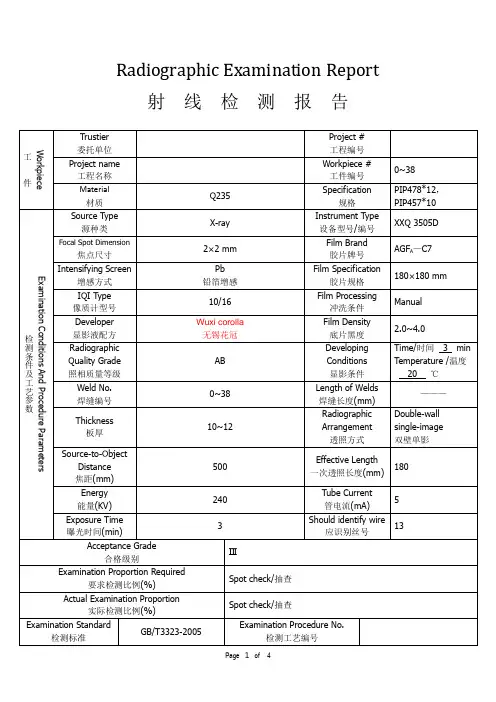
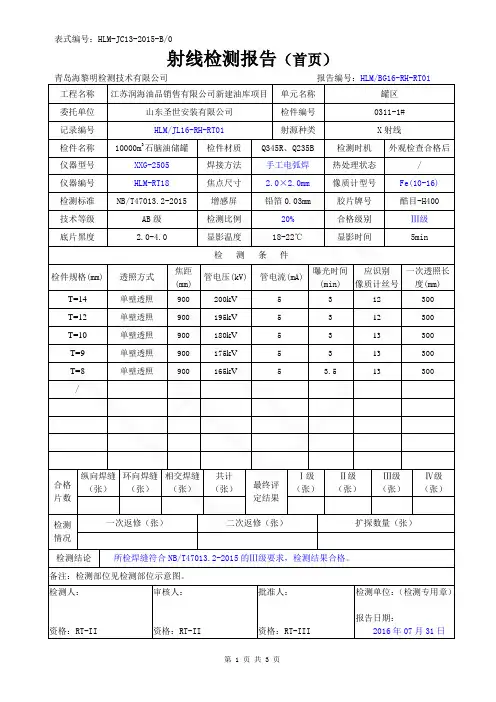
Radiographic Examination Report射 线 检 测 报 告Workpiece 工 件Trustier 委托单位Project # 工程编号Project name 工程名称 Workpiece # 工件编号 0~38 Material材质 Q235 Specification规格 PIP478*12,PIP457*10 Examination Conditions And Procedure Parameters检测条件及工艺参数Source T ype 源种类X-ray Instrument Type 设备型号/编号 XXQ 3505D Focal Spot Dimension焦点尺寸 2×2 mm Film Brand 胶片牌号 AGF A —C7 Intensifying Screen增感方式Pb 铅箔增感 Film Specification胶片规格 180×180 mm IQI Type 像质计型号 10/16 Film Processing 冲洗条件 Manual Developer 显影液配方 Wuxi corolla 无锡花冠Film Density 底片黑度 2.0~4.0Radiographic Quality Grade 照相质量等级 ABDeveloping Conditions 显影条件 Time/时间 3 min Temperature /温度 20 ℃Weld No. 焊缝编号 0~38Length of Welds 焊缝长度(mm) ——— Thickness 板厚 10~12Radiographic Arrangement 透照方式Double-wall single-image 双壁单影Source-to-ObjectDistance 焦距(mm)500Effective Length一次透照长度(mm) 180Energy 能量(KV) 240 Tube Current 管电流(mA)5Exposure Time 曝光时间(min)3 Should identify wire应识别丝号13Acceptance Grade合格级别ⅢExamination Proportion Required要求检测比例(%) Spot check/抽查 Actual Examination Proportion实际检测比例(%)Spot check/抽查Examination Standard检测标准GB/T3323-2005Examination Procedure No.检测工艺编号AcceptanceFilms合格片数Category AA类焊缝(张)Category BB类焊缝(张)Intersectthe weld相交焊缝(张)Total共计(张)FinalEvaluationResults最终评定结果GradeⅠ级(张)GradeⅡ级(张)GradeⅢ级(张)GradeⅣ级(张)13 17 9 39 27 12 \ \ Defects and Repairs Instruction缺陷及返修情况说明Examination Results检测结果1.This batch of workpieces are total 0 repairs. Max.Repair Times is 0 .该批工件返修共计0 次,最高返修次数0 次。
射线检测报告中常见问题的讨论摘要:射线检测报告中经常会出现一些不规范或是错误的填写用语。
本文针对一些比较容易出现的问题进行分析,提出了报告填写的规范用语,使无损检测报告的书写更加科学化和规范化,更具有可追溯性。
关键词:报告规范化可追溯性1、前言射线检测是承压类特种设备无损检测常用方法之一,在特种设备行业检测中占据着非常重要的地位。
检测报告是检测过程的见证,检测结果反映的是特种设备质量的情况。
检测报告是无损检测人员实施检测及评定所检部件中缺陷情况的一个书面体现。
报告的填写应力求简明扼要,从报告中能够清楚地了解底片评定的过程,使报告具有可追溯性。
报告的格式应遵循标准中对其内容及格式的要求,填写报告时应按照标准规定的规范用语填写,使人从报告中能了解检测人员检测和对底片的评定过程,从而反映出检测人员的水平。
有些无损检测人员在填写报告时没有严格遵循标准中的规范用语,而是沿袭以往旧的填写用语或自创术语来填写报告,造成许多报告填写项目不全、逻辑不严密和无可追溯等问题。
根据这些问题归纳如下几点原因:(1)无损检测人员的技术水平有限,对现行标准和法规理解不深、不透。
(2) 无损检测人员的责任心不够强,没有认识到出具检测报告应承担法律责任这一事实。
(3)监督管理部门对检验检测报告的质量要求不够高,不够细且不够严。
2、射线检测报告填写常见问题探讨NB/T47013.1-2015标准7.4.1 规定无损检测报告至少应包括以下内容:1.报告编号;2.检测技术要求:执行标准和合格级别;3.检测对象:承压设备类别,检测对象的名称、编号、规格尺寸、材质和热处理状态、检测部位和检测比例、检测时的表面状态、检测时机等;4.检测设备和器材:名称和规格型号;5.检测工艺参数;6.检测部位示意图;7.检测结果和检测结论;8.编织者(级别)和审核者(级别)9.编制日期。
NB/T47013.2-2015标准8.2 射线检测报告除符合NB/T47013.1的规定外,还至少应包括下列内容:1.委托单位或制造单位;2.被检工件:名称、检测部位、焊缝坡口形式、焊接方法;3.检测设备器材:射线源(种类、型号,焦点尺寸);胶片(牌号及其分类等级);增感屏(类型、数量和厚度)、像质计(种类和型号);4.检测工艺参数:检测技术等级,透照技术(单或双胶片),透照方式、透照参数F、f、b、管电压、管电流、曝光时间(或源强度、曝光时间),按时处理方式和条件;5.底片评定:底片黑度、底片像质计灵敏度、缺陷位置和性质;6.检测结果及质量分级;7.布片图8.编制、审核人员及其技术资格;9.检测单位。
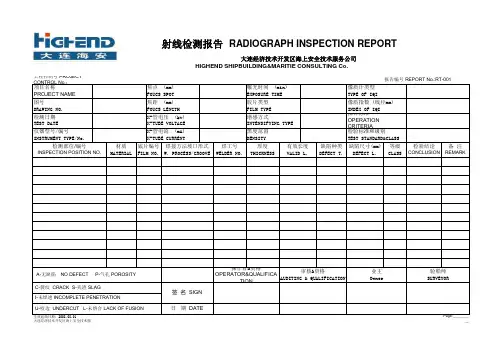
生效起始日期:2008.08.01 大连经济技术开发区海上安全技术服务公司 版本号:C/4Page:__________日 期 DATE曝光时间 (min)EXPOSURE TIME 胶片类型FILM TYPE 增感方式INTENSIFYING TYPE 黑度范围DENSITY签 名 SIGN 审核&资格AUDITING & QUALIFICATIONU-咬边 UNDERCUT L-未熔合 LACK OF FUSION操作者&资格OPERATOR&QUALIFICA TION底片编号FILM NO. A-无缺陷 NO DEFECT P-气孔 POROSITY C-裂纹 CRACK S-夹渣 SLAGI-未焊透 INCOMPLETE PENETRATION业主Owner 验船师SURVEYORX-管电压 (kv)X-TUBE VOLTAGE射线检测报告 RADIOGRAPH INSPECTION REPORT 大连经济技术开发区海上安全技术服务公司HIGHEND SHIPBUILDING&MARITIE CONSULTING Co.报告编号 REPORT No.:RT-001工程控制号 PROJECT CONTROL No.:焊接方法坡口形式W. PROCESS/GROOVE 焦点 (mm)FOUCS SPOT 焦距 (mm)FOUCS LENGTH 像质计类型TYPE OF IQI像质指数 (线径mm)INDEX OF IQI 检测部位/编号INSPECTION POSITION NO.有效长度VALID L.项目名称PROJECT NAME 图号DRAWING NO.检测日期TEST DATE X-管电流 (mA)X-TUBE CURRENT厚度THICKNESS 材质MATERIAL仪器型号/编号INSTRUMENT TYPE/No.焊工号WELDER NO.操作标准OPERATION CRITERIA 缺陷尺寸(mm)DEFECT L.缺陷种类DEFECT T.等级CLASS备 注REMARK检验结论CONCLUSION检验标准和级别TEST STANDARD&CLASS。
射线检测报告怎么看(一)引言:射线检测报告是一种常见的医学检测手段,它能够通过射线影像来观察身体内部的情况,从而帮助医生进行疾病诊断和治疗方案的确定。
然而,对于普通人来说,射线检测报告中的专业术语和图像解读可能较难理解。
本文将从五个大点出发,为您解析射线检测报告的阅读方法。
正文:一、报告基本信息的解读1. 报告基本信息的查看方式和意义2. 报告中含有哪些基本信息3. 如何理解报告中的患者信息4. 报告编写者的角色与职责5. 如何确认报告的准确性二、图像解读与分析1. 报告中常见的射线图像有哪些2. 如何正确理解射线图像中的密度与色彩3. 如何分析射线中的异常表现4. 在图像中判断异常的定位和范围5. 图像上常见的计量单位及其含义三、报告中常见的疾病及异常现象1. 常见疾病在射线图像中的表现2. 如何从图像中发现病变的迹象3. 报告中常见的异常现象有哪些4. 异常现象与疾病之间的关系5. 如何根据异常现象预测疾病的进行程度与可能性四、报告中常见的诊断结论与建议1. 如何阅读报告中的诊断结论2. 报告中常见的诊断结果有哪些3. 如何理解报告中的诊断意见4. 报告中的建议对患者的治疗和康复有何影响5. 报告中的进一步检查和治疗建议如何进行选择五、报告的使用与病例分析1. 如何正确保存、管理和使用射线检测报告2. 如何与医生进行交流和沟通3. 如何根据报告的内容做出合理的判断和决策4. 报告中的潜在误诊和漏诊问题以及应对策略5. 通过具体病例分析,进一步掌握射线检测报告的读取技巧总结:通过对射线检测报告的阅读方法进行解析,我们可以更好地对报告中的信息进行理解和判断。
同时,正确的阅读和分析射线检测报告也有助于患者更好地了解自身病情和选择适当的治疗方案。
希望本文所述的几个大点能够帮助读者更好地理解和应用射线检测报告。
报告编号:
校验/检测项目:工程名称:
校验/检测对象:委托单位:
签发人:
签发日期:
防伪查询
N3NDT无损检测有限公司
射 线 检 测 报 告
说明事项
1、检验(检测)报告无“检验专用章或检测专用章”无效。
2、复制报告未重新盖检验(检测)报告专用章无效。
3、报告涂改无效。
4、未经公司书面批准,不得复印报告。
5、对报告若有疑议,请于收到报告之日起十五日内向我公司提出,逾期不予受理。
6、委托检验(检测)结果仅对来样所检项目负责。
7、本检测报告由N3NDT无损检测管理系统自动生成。
单位地址:
邮编:
电话:
N3NDT无损检测管理信息系统专用表格
射线检测报告报告编号:
N3NDT无损检测管理信息系统表格
N3NDT无损检测管理信息系统专用表格
射线检测报告附页
报告编号:第几页,共几页
N3NDT 无损检测管理信息系统表格
检测报告编号:
第几页,共几页
N3NDT无损检测管理信息系统表格
N3NDT无损检测管理信息系统专用表格
检验检测示意图。
射线检测及评片实训报告
射线在穿透物质过程中会与物质发生相互作用,因吸收和散射而使其强度减弱。
强度衰减程度取决于物质的衰减系数和射线在物质中穿越的厚度。
如果被透照物体的局部存在缺陷,且构成缺陷的物质的衰减系数又不同于试件,该局部区域的透过射线强度就会与周围产生差异。
把胶片放在适当位臵使其在透过射线的作用下感光,经暗室处理后得到底片。
底片上各点的黑化程度取决于射线照射量(射线强度乘以照射时间),由于缺陷部位和完好部位的透射射线强度不同,底片上相应部位就会出现黑度差异。
底片上相邻区域的黑度差异定义为“对比度”。
射线照相法所能检出的缺陷高度尺寸与透照厚度有关,可以达到透照厚度的1%,甚至更小所能检出的长度和宽度尺寸分别为毫米级和亚毫米级,甚至更小。
射线照相法用底片作为记录介质,可以得到缺陷的直观图像。
射线照相法检测薄工件没有任何困难,但检测厚度上限受射线穿透能力的限制,而穿透能力取决于射线光子能量。
射线照相法适用于几乎收有材料,在钢、钛、铜、铝等金属材料上使用均能得到良好的效果。
对试件的现状、表面粗糙度没有严格要求,材料晶粒度对其不产生影响。
射线照相法检测成本较高,检测速度不快。
射线对人体有伤害,需要采取防护措施。