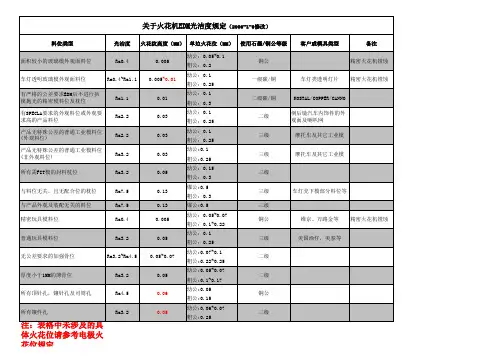
夏米尔机火花纹的表面粗糙度
- 格式:doc
- 大小:23.50 KB
- 文档页数:2
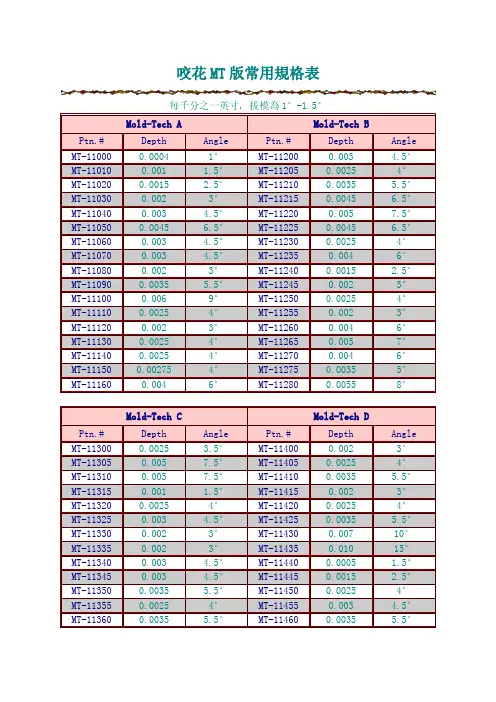
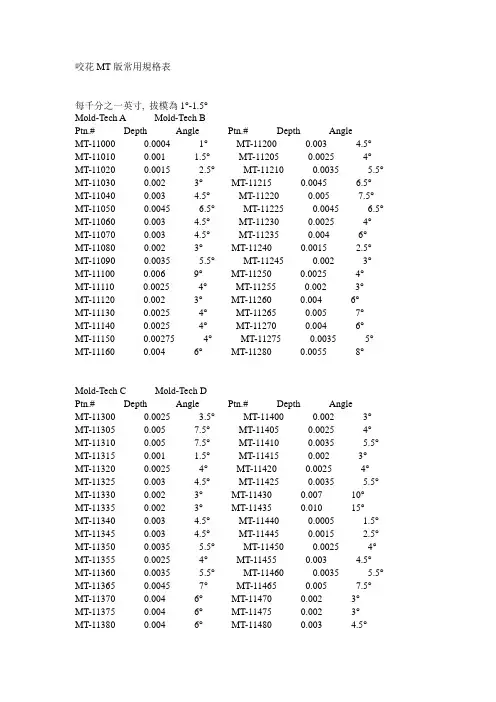
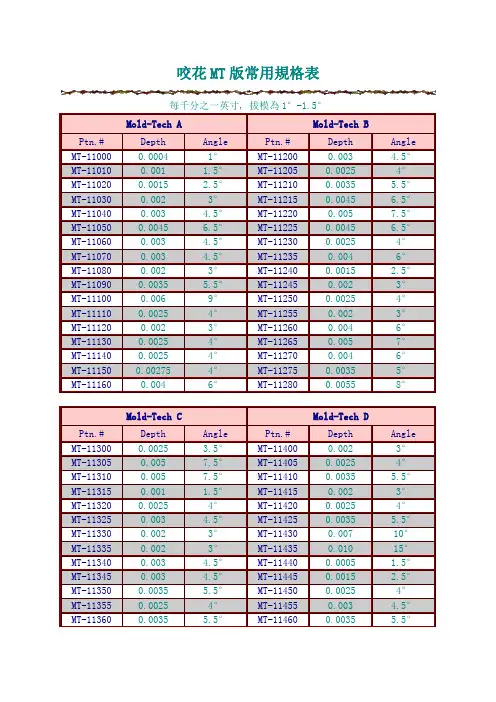
咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°Mold-Tech A Mold-Tech BPtn.# Depth Angle Ptn.# Depth AngleMT-11000 0.0004 1°MT-11200 0.003 4.5°MT-11010 0.001 1.5°MT-11205 0.0025 4°MT-11020 0.0015 2.5°MT-11210 0.0035 5.5°MT-11030 0.002 3°MT-11215 0.0045 6.5°MT-11040 0.003 4.5°MT-11220 0.005 7.5°MT-11050 0.0045 6.5°MT-11225 0.0045 6.5°MT-11060 0.003 4.5°MT-11230 0.0025 4°MT-11070 0.003 4.5°MT-11235 0.004 6°MT-11080 0.002 3°MT-11240 0.0015 2.5°MT-11090 0.0035 5.5°MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4°MT-11110 0.0025 4°MT-11255 0.002 3°MT-11120 0.002 3°MT-11260 0.004 6°MT-11130 0.0025 4°MT-11265 0.005 7°MT-11140 0.0025 4°MT-11270 0.004 6°MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8°Mold-Tech C Mold-Tech DPtn.# Depth Angle Ptn.# Depth AngleMT-11300 0.0025 3.5°MT-11400 0.002 3°MT-11305 0.005 7.5°MT-11405 0.0025 4°MT-11310 0.005 7.5°MT-11410 0.0035 5.5°MT-11315 0.001 1.5°MT-11415 0.002 3°MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5°MT-11425 0.0035 5.5°MT-11330 0.002 3°MT-11430 0.007 10°MT-11335 0.002 3°MT-11435 0.010 15°MT-11340 0.003 4.5°MT-11440 0.0005 1.5°MT-11345 0.003 4.5°MT-11445 0.0015 2.5°MT-11350 0.0035 5.5°MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5°MT-11360 0.0035 5.5°MT-11460 0.0035 5.5°MT-11365 0.0045 7°MT-11465 0.005 7.5°MT-11370 0.004 6°MT-11470 0.002 3°MT-11375 0.004 6°MT-11475 0.002 3°MT-11380 0.004 6°MT-11480 0.003 4.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10Ptn.# Depth Ptn.# Depth Ptn.# Depth Ptn.# DepthMT229 0.003 MT325 0.003 MT588 0.0085 MT 980 0.004MT392 0.004 MT964 0.003 MT888 0.013 MT9 01 0.003MT585 0.0035 MT1038 0.002 MT1028 0.0035MT945 0.0065MT889 0.004 MT1043 0.002 MT1067 0.013 M T970 0.002MT1013 0.003 MT1170 0.0025 MT1149 0.013MT972 0.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT973 0.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095MT974 0.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035MT978 0.003MT1068 0.0055 MT1241 0.002 MT1227 0.0035MT985 0.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095MT1055-1 0.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013MT1055-2 0.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003MT1055-3 0.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035MT1055-4 0.0075MT1122 0.0015 MT2019 0.0025 MT1234 0.0035 MT1055-5 0.001MT1125 0.006 MT2020 0.002 MT1235 0.0035MT1055 0.0015MT1126 0.0065 MT2028 0.0025 MT1236 0.0035 MT1055-6 0.0017MT1127 0.0025 23053 0.002 MT1238 0.0045 M T1055-7 0.0225MT1526 0.0135 23064 0.0015 23031 0.0085昵宏咬花規格表咬花番號拔模斜度平均值μ打光程度加工種類HN-DS11 1° 5 ~ 7 800 噴砂咬花HN-DS12 1.5°10 ~ 13 600 ~ 800HN-DS13 2°12 ~ 15 600 ~ 800HN-DS14 2°13 ~ 19 600 ~ 800HN-DS01 3°25 ~ 30 320HN-DS02 4°35 ~ 40 320HN-DS03 4°36 ~ 42 320 化學咬花HN-DS04 4.5°38 ~ 43 320HN-DS05 1.5°9 ~ 13 800HN-DS06 2°14 ~ 19 800HN-DS07 2.5°19 ~ 24 600HN-DS08 3°25 ~ 30 400梨地NO. 1 2°8~9 #400梨地NO. 2 2.5°15~16 #400梨地NO. 3 3°15~17 #400梨地NO. 4 3.5°16~18 #400梨地NO. 5 4°20~23 #400梨地NO. 6 4.5°25~30 #400梨地NO. 7 6°40~42 #320梨地NO. 8 6°57~60 #320梨地NO. 9 6°60~66 #320S ---半光澤G ---半光澤NO. 1 1° 1.7 鏡面NO. 2 1° 1 鏡面NO. 3 1° 1.4 鏡面NO. 4 1° 1.8 1000NO. 5 1° 2.9 1000NO. 6 1.5° 4 1000NO. 7 1.5° 6.5 #800NO. 8 2°7 #800NO. 9 2.5°7.7 #800NO. 10 3°10~11 #600NO. 11 3~4°12~15 #600S ---半光澤G ---半光澤HN20 2.5°12~14 #400 HN21 3°15~17 #400 HN22 3~4°23~25 #400 HN23 4~5°33~37 #320 HN24 4°19~21 #320 HN25 4°23~25 #320 HN26 4°26~30 #320 HN27 5°37~40 #320 HN28 5~6°41~43 #320 HN29 5~6°45~50 #320 HN30 6°58~63 #320 HN31 6°65~73 #320S ---半光澤G ---半光澤HN1000 1°4~5 #800 HN1001 1°5~6 #800 HN1002 1.5°8~ #800 HN1003 1°3~4 #800 HN1004 1°4~5 #800 HN1005 1°5~6 #800 HN1006 2°10~11 #600 HN1007 2.5°12~13 #600 HN1008 3°17~19 #600 HN1009 1.5°6~7 #600 HN1010 2°7~8 #600 HN1011 3°13~14 #600 HN1012 3.5°25~27 #400 HN1013 4°33~37 #400 HN1014 5°43~50 #400 HN1015 3°19~21 #400 HN1016 4°32~~33 #320 HN1017 5°36~~38 #320 S ---半光澤G ---半光澤HN2000 1.5°8~9 #600 HN2001 2°13~15 #600 HN2002 2.5°22~34 #400 HN2003 3.5°40~44 #400 HN2004 4°44~47 #400 HN2005 5.5°61~65 #400 HN2006 5.5°60~63 #400 HN2007 5°61~64 #400 HN2008 5°63~66 #400 HN2009 3°33~35 #400HN2011 2°20~21 #400 HN2012 3°28~32 #400 HN2013 3.5°30~35 #400 HN2014 2.5°19~22 #400 HN2015 2.5°25~29 #400 HN2016 3°33~38 #400 HN2017 4°38~41 #400 HN2018 4°50~58 #400 HN2019 5°70~75 #400 HN2020 2°16~23 #400 HN2021 2.5°23~26 #400 HN2022 3°25~27 #400 HN2023 4°30~34 #400 HN2024 4.5°42~50 #400 HN2025 5°52~56 #400 HN2026 5°62~70 #400 S ---半光澤G ---半光澤HN3000 1.5°4~5 #800 HN3001 1.5°5~6 #800 HN3002 1.5°7~9 #800 HN3003 2.5°8~11 #800 HN3004 3°10~15 #600 HN3005 3°16~18 #600 HN3006 3.5°17~20 #600 HN3007 1.5°7~9 #600 HN3008 2°9~11 #600 HN3009 2.5°12~14 #600 HN3010 2.5°15~18 #600 HN3011 3°18~22 #600 HN3012 3.5°24~28 #600 HN3013 3.5°27~31 #600 S ---半光澤G ---半光澤每千分之一英寸, 拔模為1°-1.5°夏米尔机火花纹的表面粗糙度:VDI0 Ra0.1VDI4 Ra0.16VDI8 Ra0.25VDI10 Ra0.32VDI12 Ra0.40VDI14 Ra0.50VDI18 Ra0.80VDI20 Ra1.0VDI22 Ra1.26VDI24 Ra1.62VDI26 Ra2.0VDI28 Ra2.5VDI30 Ra3.2。

夏米尔35P23UP火花机指令操作手册1. 简介夏米尔35P23UP火花机是一款高性能、高精度的电火花加工设备,适用于模具、零件等金属加工领域。
为了帮助您更好地使用本设备,我们提供了本操作手册,详细介绍了操作步骤、指令及注意事项。
2. 操作步骤2.1 开机准备1. 确保设备电源线已正确连接。
2. 打开电源开关,设备自检。
3. 等待设备初始化完成。
2.2 参数设置1. 通过控制面板上的键盘输入所需参数,包括:- 放电功率(W)- 放电频率(Hz)- 脉冲宽度(μs)- 脉冲间隙(μs)- 加工速度(mm/min)2. 确认参数设置无误。
2.3 工件装夹1. 将工件放置在工作台上,确保工件与工作台表面平行。
2. 装夹工件,可以使用夹具或吸附式装夹。
3. 调整工作台,使工件位于加工位置。
2.4 开始加工1. 通过控制面板上的按键选择“开始”指令。
2. 设备开始加工,监控加工过程。
3. 如需停止加工,请选择“停止”指令。
2.5 关机操作1. 选择“关机”指令。
2. 等待设备安全停止。
3. 关闭电源开关。
3. 指令说明3.1 常用指令- 开机:POWER ON- 关机:POWER OFF- 开始加工:START- 停止加工:STOP- 复位:RESET3.2 参数设置指令- 放电功率(W):DISCHARGE POWER- 放电频率(Hz):DISCHARGE FREQUENCY - 脉冲宽度(μs):PULSE WIDTH- 脉冲间隙(μs):PULSE INTERVAL- 加工速度(mm/min):SPEED4. 注意事项1. 操作设备时,请务必遵守安全操作规程。
2. 确保设备电源线、控制线等连接正确无误。
3. 不要触碰正在加工的工件,以免发生意外。
4. 定期检查设备,确保设备正常运行。
5. 故障排除如果设备在运行过程中出现故障,请参照以下步骤进行排除:1. 检查设备电源线、控制线等连接是否正常。
2. 检查设备参数设置是否正确。

详解夏米尔35P23UP火花机使用手册夏米尔35P23UP火花机使用手册详解夏米尔35P23UP火花机是一款高性能、高精度的电火花加工设备,广泛应用于模具制造、零件加工等领域。
为了确保用户能够正确、安全地操作本设备,特制定本使用手册。
以下是本手册的主要内容:一、概述1.1 产品特点- 高加工精度:采用高精度线性导轨,确保加工精度达到微米级。
- 高加工效率:高速伺服电机,实现高效、快速的加工。
- 稳定性好:采用高刚性结构设计,确保设备在长时间运行过程中保持稳定。
- 操作简便:人性化设计,便于操作及维护。
1.2 技术参数二、操作步骤2.1 开机准备1. 确保设备清洁,无油污、灰尘等。
2. 检查各部件是否固定牢固,无松动现象。
3. 检查冷却液是否充足,不足时需及时补充。
4. 确认电源已切断,避免发生意外。
2.2 操作界面1. 开机后,进入设备操作界面。
2. 根据加工需求,设置加工参数(如加工电流、电压、速度等)。
3. 点击“开始加工”按钮,启动加工过程。
4. 加工过程中,可通过操作界面实时监控设备运行状态。
2.3 加工过程1. 按照设定的加工参数进行电火花加工。
2. 加工过程中,需密切关注设备运行情况,如有异常,立即停机检查。
3. 加工完成后,关闭设备电源。
2.4 关机及维护1. 关闭设备电源,确保设备处于安全状态。
2. 清理工作台及设备周围的废料、灰尘等。
3. 对设备进行日常维护,如检查导轨、丝杠等部件的润滑情况。
三、故障排除3.1 常见故障及原因3.2 故障排除方法1. 检查工作台、导轨等部件是否存在磨损,如有磨损,需及时更换或维修。
2. 检查加工参数设置是否正确,如有问题,重新设置。
3. 检查伺服电机、丝杠等部件是否正常工作,如有故障,及时维修或更换。
4. 检查电源、电极等部件是否存在故障,如有问题,及时维修或更换。
5. 检查设备各部件是否松动,如有松动,重新紧固。
6. 检查轴承等部件是否故障,如有故障,及时维修或更换。
成形加工的应用和工艺手册141 001 380/E/06.2004 ver.A1、电火花成形加工工艺2、铜/钢3、石墨/钢4、铜钨合金/钢工艺 5、铜钨合金/硬质合金6、铜/铜1、电火花成形加工工艺1.1引言…………………1.3 1.2工作液………………1.4 1.3表面粗糙度…………1.5 1.4应用的不同类型……1.8 1.5工艺表名称…………1.10 1.6工艺曲线的应用……1.111.1 引言本手册介绍的方法可用来确定主参数,其特点是在指定的应用标题下,快速实现对加工作业的最好优化。
本手册是根据夏米尔公司的工艺经验编写的。
应用可分为下列几类:- 标准加工- 轮廓加工- 窄深槽加工- 小深度加工- 抛光加工的一些通用知识(第1章),然后研究了电极/工件材料对的专门问题(第2-6章)。
这些材料对将在后面详述。
一般来说,对于每一种材料对,均由工艺曲线显示各参数设定值(规准)的联系。
对于手动加工模式,电极尺寸缩小量及加工间隙则对每种规准以曲线或表格形式列出。
编程专家系统纳入了为材料对铜/钢和石墨/钢研制的几种加工策略。
1.2 工作液工作液要按照在机床上最常见的应用类型来选择。
其最主要的特性是粘度(用厘斯,cst表示)及闪点(单位用℃)高粘度的油不适用于精加工,因为这时所用的规准使用隙太小,以致在电极和工件之间的工作液循环不良。
粗加工时采用中等粘度的油可使加工效率较高。
闪点过低的工作液,比较容易挥发和释放大量气体,对加工不利。
建议:·一般加工:工作液粘度4-10cst·精加工:工作液粘度2- 3cst主要产品表:牌号粘度闪点毒性等级试用与否注:X-已由夏米尔公司试用过1.3 表面粗糙度1.3.1 电火花加工表面的结构和特性在电火花加工中,材料的去除主要是靠热作用进行的,放电中的温度据称高达8000°—12000℃。
这些高温放电显然会影响被加工表面的组织结构,这种影响或多或少与材料有关(有一些材料看不出有任何改变)。
VDI3400德国皮纹标准具体12-45中的哪个,需要指定最常用27、30、33这三个号。
如果产品不大,可以用火花是可以做到。
但产品大了,直接打火花,不容易做出均匀的纹。
打完火花,抛光后再腐蚀纹。
Ra值对应表According to a (German) Document the VDI surfaces correspond to the following Ra / Rz Values and require the following drafting angles:VDI; Ra; Rz; DA-PA; DA-PC; DA-ABS12; 0,40; 1,5; 0; 1,0; 0,515; 0,56; 2,4; 0,5; 1,0; 0,518; 0,80; 3,3; 0,5; 1,0; 0,521; 1,12; 4,7; 0,5; 1,0; 0,524; 1,60; 6,5; 0,5; 1,5; 1,027; 2,24; 10,5; 1,0; 2,0; 1,530; 3,15; 12,5; 1,5; 2,0; 2,033; 4,50; 17,5; 2,0; 3,0; 2,536; 6,30; 24,0; 2,5; 4,0; 3,039; 9,00; 34,0; 3,0; 5,0; 4,042; 12,50; 48,0; 4,0; 6,0; 5,045; 18,00; 69,0; 5,0; 7,0DA-PA = Drafting Angle for PolyamideDA-PC = Drafting Angle for PolycarbonateDA-ABS = Drafting Angle for Acrilnitrile-Butadiene-Styrol glass reinforced materials require more drafting表面粗糙度表面粗糙度可用称为表面轮廓仪的仪器测量。