绿光激光器用于激光微焊接
- 格式:pdf
- 大小:74.12 KB
- 文档页数:4
激光绿光波长1. 简介激光是一种高度聚焦的、单色的、相干性极强的光束。
激光器中,波长是一个非常重要的参数,它决定了激光的特性和应用领域。
本文将重点讨论激光绿光的波长以及相关内容。
2. 激光绿光波长的定义激光绿光波长通常指在可见光谱范围内,绿色激光所具有的特定波长。
根据国际标准,可见光谱范围为380nm到780nm之间,其中绿色区域约为495nm到570nm之间。
因此,激光绿光波长通常指在这个范围内的特定波长。
3. 激光绿光波长的应用3.1 演示和展示激光绿色具有良好的可见性和较高的亮度,在演示和展示领域得到广泛应用。
例如,在演讲、教学和会议中,使用激光笔进行指引和标注可以更加清晰地传达信息。
此外,激光绿光还可以用于舞台灯光效果,营造出独特的氛围。
3.2 激光治疗激光绿光波长在医学领域有重要的应用。
例如,激光绿光可以用于眼科手术中的视网膜修复和白内障手术。
其高度聚焦和精确控制的特性使得医生能够进行精细操作,并最大程度地减少对周围组织的损伤。
3.3 激光测距激光测距是利用激光束测量目标物体与测距仪之间的距离。
在一些需要高精度测量的领域,如建筑、地理测绘和工程测量中,使用激光绿光进行测距可以获得更加准确的结果。
3.4 其他应用领域除了上述应用之外,激光绿光波长还有其他许多应用领域。
例如,在军事中,激光瞄准器使用激光绿光来辅助射击;在航天领域,激光测速仪使用激光绿光来测量飞行器的速度;在生物科学中,绿色荧光蛋白的研究也需要激光绿光波长。
4. 激光绿光波长的产生4.1 激光介质选择产生激光绿光波长需要选择合适的激光介质。
常见的激光介质有气体、固体和半导体等。
对于绿色激光,常用的激光介质包括Nd:YAG(钕:钇铝石榴石)晶体和二极管泵浦固态激光器。
4.2 泵浦方式产生激光绿光还需要选择合适的泵浦方式。
常见的泵浦方式包括闪光灯泵浦、二极管泵浦和连续波(CW)泵浦等。
其中,二极管泵浦是目前最常用的方式之一,它具有高效、紧凑和可靠性好等优点。
大家都知道在目前市场的激光应用中有很多种激光源,他们之间的应用范围都
不一样,所达到的目的都不一样,加工对象也不相同,今天小编就给大家来说
说他们之间的不同之处。
蓝光、绿光的常用波长532nm,他们的光斑很小,焦距更短,属于冷加工模式,在精密切割加工方面有着不可代替的作用,尤其在玻璃,陶瓷,珠宝,眼镜等
行业的加工领域,常常可以看到他们的身影。
紫外激光常用波长为355nm,这个波长的产品属于全能型的,它的光斑也很小,由于特殊的UM波长,在传统加工领域有这个全能的称号,激光打标,激光切割,激光焊接都可以看到他的身影,光纤激光做不了的,它可以做,CO2激光
不能加工的它也可以,在精密切割方面表现更是不俗,针对金属产品的微细超
薄切割方面可以做到无毛刺,整齐平滑,速度快捷,能耗低廉等优势。
光纤激光切割机常用波长1064nm,在传统激光打标机雕刻和切割领域他是常见,也是整个行业的开拓者之一,它成就多少行业之巅,解决多少行业难题恐
怕只有它自己知道了!目前行业已经开发出了2万瓦激光切割机,可以切割
50MM厚度的材料,已经完全代替了传统线切割技术,这个是激光领域的新成就,未来的路还在一步一步前行,永无止境。

瓦级532nm绿光激光器的研究The study of watt 532nm green laser摘要全固态绿光激光器具有效率高、激光输出光束质量好、运转可靠、体积小以及寿命长等特点,使其在可调谐激光器的抽运源、流场显示、海洋探测、光电对抗、污染检测,特别是受控热核聚变的驱动器、铀同位素分离的抽运源,以及大功率大能量的激光加工及激光医疗设备、激光微加工、激光的军事应用(激光雷达、激光制导等)等科学和工业领域中得到了广泛的运用。
关键词:泵浦、绿光激光器、倍频、声光调 Q、目录第一章概述……………………………………………………………………………1.1 绿光激光器的发展现状…………………………………………………1.2 半导体激光器泵浦声光调Q固体激光器的发展现状…………………..1.3 论文工作内容…………………………………………………………….. 第二章声光调Q绿光激光器的设计理论…………………………………………2.1 泵浦源……………………………………………………………………….2.1.1 泵浦源………………………………………………………………..2.1.2泵浦方式……………………………………………………………..2.2工作物质…………………………………………………………………….2.2.1掺钕钒酸钇(Nd:YVO4)……………………………………………..2.2.2热效应………………………………………………………………….2.3 声光调Q…………………………………………………………………….2.3.1 调Q的基本原理………………………………………………………2.3.2 声光调Q的基本原理………………………………………………..2.3.3 声光调Q的动态特性与输出特性…………………………………...2.4 倍频晶体…………………………………………………………………….2.4.1倍频晶体………………………………………………………………2.4.2 倍频效率………………………………………………………………2.4.3 最佳聚焦………………………………………………………………第三章绿光激光器的实验…………………………………………………………...第一章概述全固态绿光激光器是利用激光二极管(LD)泵浦激光晶体产生在1μm附近的振荡,得到1064nm的激光,再结合非线性晶体的倍频获得532nm的绿光。
绿光十字线状激光器说明:
绿光是采用大功率红外激光管泵浦激光晶体而产生, 采
用参数不同的准直透镜,再配以不同参数十字柱面镜, 产生不
同光束发散度的十字线, 出瞳功率从5mW到50mW,可根据用
户具体用途定制。
激光器均选用高品质的原装、进口激光二极管,高质量
晶体,配以高性能的APC、ACC驱动电路和光学镀膜玻璃透
镜组,具有高可靠性、高稳定性、抗干扰性强、一致性好、
使用寿命长等特点。
产品广泛应用于各种工业标识器、工业用激光模组、军用
器械及仪器装备、激光指向、激光医疗仪器、演示用激光光
源、激光定位器等。
技术参数:
波长:532nm 。
出瞳功率:1mW~50mW。
扇角:90°。
光学系统:光学镀膜玻璃透镜。
光束模式:TEM00、连续输出。
光斑描述:最小光斑直径Φ0.5mm。
工作电压:DC 3V、4.5V、5V、9V、12V(可选)
激光级别:Ⅱ、Ⅲa。
工作温度:15℃―30℃。
存储温度:-10℃―80℃。
预热时间:<10分钟。
稳定性:<±10%15℃―30℃。
选配附件:激光器专用电源、支架。
外形尺寸:Φ18mm×80mm、Φ20m×80mm。
(注明:外形尺寸不限于表中数据,用户可根据需要定制)
绿光十字线状C系列激光器(部分产品目录及技术参数)
型号波长出瞳功率扇角(º)线宽(mm)透镜说明
附注:可按客户要求定做特殊要求产品。
绿光激光器用于激光微焊接∙连接导电部件以实现电气接触是最老、最普遍的连接应用之一。
由于几乎每个工业中都要用到连接技术,因此,对成本、连接性能和体积的要求推动了相关技术的发展。
部件微型化的趋势仍在继续,连接器的排线厚度和导线直径降至0.004英寸,由于连接阻力高、连接可靠性以及使用寿命问题,压接、熔接和铜焊接技术等传统工艺变得不太可行了。
相比之下,可以提供卓越的连接完整性、使用寿命和导电性能的焊接方式成为要求的标准。
在连接两种材料的情况下,如果其中至少有一种材料的厚度小于0.02英寸,那么需要“微焊接”技术。
铜是一种典型的可选材料,可通过微焊接以连接导电部件,因为它具备有效传导电能和传输信号的卓越能力。
然而,铜作为一种导体的优良选择,具有极高的热传导性能,会快速地将热量从焊接接头处扩散,使其很难维持热平衡并进行可靠的焊接。
由于业界内的趋势是提高生产速度、降低部件尺寸以及焊接异种材料和异种导体横截面积,这使铜快速传导热量的特点成为微焊接中的难题。
如何控制这些小型和高导电性部件的热平衡,同时确保不会过热或者加热不足?解决这一问题的一种方式是使用532纳米(nm)或绿光波长。
传统微焊接技术的优缺点微焊接可通过几种方式完成:超声波焊接、电阻焊和激光焊接。
每种焊接都有其优缺点,每种焊接均能在某种不同程度上满足微焊接的要求。
超声波焊接:非常适合板材类焊接,但会使生产速度降低。
超声波焊接利用振动能量在连接界面上进行焊接。
由接触顶部部件的超声波发生器或焊头提供传递到界面的振动能量。
焊头以每秒成百上千次的频率振动,运动振幅位于0.0005至0.004英寸之间。
部件的下侧有“底砧”支持,底砧可以是静态的,也可以是振动的。
施加力量下的振动作用在焊接界面上造成不均匀表面的塑性变形,从而导致形成高度密切的接触和金属原子扩散。
由扩散形成连接,/连接处没有熔化。
部件产生一些变形或变薄,但是可以正常控制。
通过焊头的摩擦来维持焊头与部件之间的接触,通过焊头上的压花纹加强摩擦。

绿光激光工艺绿光激光工艺是一种利用绿光激光技术进行加工和制造的方法。
它在许多领域中得到了广泛应用,如电子、半导体、医疗器械和航空航天等。
绿光激光具有较短的波长、高能量密度和较小的光斑尺寸,使得它在高精度加工和微细加工方面具有独特的优势。
绿光激光工艺的核心是激光器。
绿光激光器是一种将电能转化为激光能的装置。
它通过电子跃迁的方式产生激光,然后通过光学系统将激光聚焦到工件表面进行加工。
绿光激光器的特点是能量密度高、加工速度快、精度高。
在电子行业中,绿光激光工艺被广泛应用于PCB板的焊接和切割。
PCB板是电子产品的核心组成部分,其加工质量直接影响着电子产品的性能和可靠性。
绿光激光工艺可以实现对PCB板的精细加工,提高了电子产品的制造效率和质量。
在半导体行业中,绿光激光工艺被用于晶圆的切割和蚀刻。
晶圆是半导体芯片的基材,其制造过程需要高精度的切割和蚀刻。
绿光激光工艺可以实现对晶圆的微细加工,提高了半导体芯片的制造质量和产能。
在医疗器械行业中,绿光激光工艺被用于激光手术刀的制造。
激光手术刀是一种利用激光技术进行手术的医疗器械,其具有创伤小、恢复快的优点。
绿光激光工艺可以实现对激光手术刀的精细加工,提高了手术的精确性和安全性。
在航空航天领域中,绿光激光工艺被用于航空发动机的加工和维修。
航空发动机是飞机的核心动力装置,其制造和维修需要高精度的加工和修复。
绿光激光工艺可以实现对航空发动机的高精度加工和修复,提高了航空发动机的性能和可靠性。
绿光激光工艺是一种应用广泛的加工和制造技术。
它具有高精度、高效率、高可靠性的特点,被广泛应用于电子、半导体、医疗器械和航空航天等领域。
随着科技的不断发展,绿光激光工艺将会在更多的领域中得到应用,为人类创造更多的价值。
日成泵浦绿光激光器技术指标
F日成泵浦绿光激光器是一种方便实用的标线工具。
可广泛用于作服装钉钮点光源定位、裁布机裁布辅助标线、缝纫机/裁剪机/钉钮机/自动手动断布机辅助标线定位、裁床裁剪对格与对条、电脑开袋机标线等等。
方便快捷、直观实用。
能打出一条明亮的绿线,工作人员零贰玖捌捌柒贰陆柒柒叁铺布等需准直的时候,起到精确定位准直的作用,大大提高工作效率。
技术参数均可按客户实际需要订制
泵浦绿光激光器采用原装进口808nm激光二极管,Nd:YVO4+KTP晶体。
激光器自带驱动电路,光学透镜,冷却系统本文由陕西日成贡献。
输出功率:50mW—300 mW
输出波长:532nm
输出功率:50~300 mW
工作电压:100~240V AC
工作电流:≤ 3500mA
光束发散度1~2mrad
光斑直径:Φ1.5mm
晶体:YV04+KTP
工作模式:TEM00
光学透镜:光学镀膜玻璃透镜
尺寸:33×33×80; 39×39×100;
49×49×30;Φ26×100
工作温度:15℃~30℃
预热时间:10分钟
稳定性:±5% @15℃~30℃
激光等级:Ⅲb。

绿色激光原理1 引言近来,便携式移动显示市场由于需求的急剧增长而吸引了大量的关注。
但是,缺少高亮度的绿光光源成为限制移动显示市场成长的关键问题。
尽管发光二极管(LED)已经被作为光源用于第一代移动显示设备中,但LED光源(特别是绿光LED)的效率和亮度无法满足高亮度微投影市场的需求。
为了达到更高的亮度、长寿命和更丰富的色彩,基于激光技术的显示设备被认为更具有优势。
在激光二极管市场,红色和蓝色的半导体二极管已经成熟并且在显示设备中得到广泛应用。
尽管最近绿色半导体激光器技术已经取得了一定的进展,但是已报道的研究结果还远远不能满足激光显示的要求。
绿色半导体激光器距离批量的商业化应用还有一段较长的距离。
因此,低成本紧凑型绿光光源成为目前激光显示产业发展的技术瓶颈。
为推动激光显示产业的发展,各国的研究人员正全力进行绿光激光器的研究。
除了从半导体激光器直接产生绿光外,当前最常用也最成熟的获得绿光的技术是使用非线性光学晶体将全固态激光器产生的1064 nm的红外光倍频为532 nm的绿光。
倍频绿光激光器通常分为单通倍频和腔内倍频两种类型,单通倍频由于需要的非线性光学晶体长,体积大,并且温度控制要求严格,不适合应用于消费类工业产品中。
当前开发激光显示用绿光激光器主要集中在腔内倍频的结构上。
在腔内倍频的绿光激光器中,通常包含用来产生1064 nm红外激光的激光晶体和用来产生绿光的非线性光学晶体。
对于激光晶体来说,掺钕钒酸钇(Nd:YVO4)由于其具有增益高,偏振输出,并且在808nm抽运波长上具有很高的吸收系数等优点,被认为是最佳增益介质。
对于非线性晶体来说,目前国内外商用的DPSS绿光激光器主要采用的是KTP或LBO这两种非线性晶体。
其中KTP晶体由于非线性系数较大、价格低廉而在市场上有广泛的应用。
但使用KTP晶体的DPSS绿光技术存在两种缺陷:一是灰迹效应导致高功率下使用寿命的不稳定性从而只能应用在低功率绿光激光器上,抗灰迹的KTP尽管已有商品化的产品,但价格高昂;二是其绿光输出的偏振态会随着温度的变化而变化,对于含有某些偏振敏感器件的显示系统,例如基于硅基液晶(Liquid Crystal on Silicon,LCOS)的投影仪,这种变化会引起严重的功率变化问题。
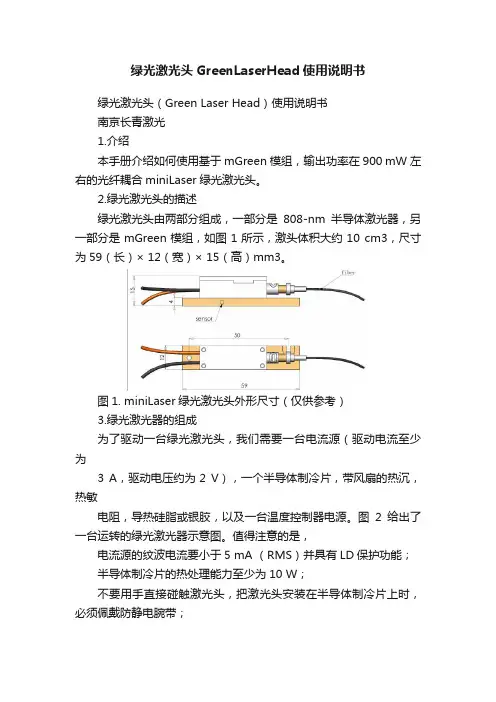
绿光激光头GreenLaserHead使用说明书绿光激光头(Green Laser Head)使用说明书南京长青激光1.介绍本手册介绍如何使用基于mGreen模组,输出功率在900 mW左右的光纤耦合miniLaser绿光激光头。
2.绿光激光头的描述绿光激光头由两部分组成,一部分是808-nm半导体激光器,另一部分是mGreen模组,如图1所示,激头体积大约10 cm3,尺寸为59(长)× 12(宽)× 15(高)mm3。
图1. miniLaser绿光激光头外形尺寸(仅供参考)3.绿光激光器的组成为了驱动一台绿光激光头,我们需要一台电流源(驱动电流至少为3 A,驱动电压约为2 V),一个半导体制冷片,带风扇的热沉,热敏电阻,导热硅脂或银胶,以及一台温度控制器电源。
图2给出了一台运转的绿光激光器示意图。
值得注意的是,电流源的纹波电流要小于5 mA (RMS)并具有LD保护功能;半导体制冷片的热处理能力至少为10 W;不要用手直接碰触激光头,把激光头安装在半导体制冷片上时,必须佩戴防静电腕带;绿光激光头的底部必须与半导体制冷片接触良好以保证充分散热;激光器可在连续和调制两种工作方式下运转。
对于调制模式,重复频率可达2 kHz。
图2 绿光激光器结构4.操作过程请参照图2和如下步骤在半导体制冷片上安装绿光激光头。
第一步:通过导热硅脂或银胶将半导体制冷片固定在热沉上。
在此之前,确保半导体制冷片工作良好;第二步:通过导热硅脂或银胶将铜片和温度传感器固定在半导体制冷片上;第三步:通过导热硅脂或银胶将绿光激光头固定在铜片上。
参照如下步骤驱动绿光激光器:第一步:将半导体制冷片的正负极,温度传感器的连接线同温度控制器电源连接好;第二步:将绿光激光头的正负极同电流源连接好;第三步:打开温度控制器,参照规格说明设定半导体制冷片的温度,例如22摄氏度,如果需要的话,打开风扇;第四步:打开电流源,缓慢增加绿光激光头的驱动电流到最大值,可参照规格说明,如3 A。
激光器結構:採用日本進口半導體激光二極管,內置電路板經過改良,具有高抗干擾性、高穩定性、抑制浪湧電流及緩啟動等特點,特別適於惡劣的工作環境,能有效保證產品的穩定性和使用壽命。
綠光激光器型號:FU532L80-BD22綠光波長:532NM(紅光波長630-670NM,藍紫光波長405NM)輸出功率:80MW外形尺寸:直徑22*110MM光斑:一字線照射距離:室內工作最長可達25米;半室外(非太陽直射)可達10米;全室外可達5米安裝高度:1-10米發散角度:120°進口玻璃柱面鏡(可定制)線寬:可根據客戶要求訂做工作電壓:3.5V-25V工作電流:500MA光學透鏡:優質玻璃鏡片工作壽命:精工級12000個小時以上(每日工作20小時,約可使用600天)工作环境温度:-10℃~50℃耐震度:厂商无具体测试结果及标准各波長激光對比:1.亮度上:綠光>紅光>藍紫光2.價格上:紅光<綠光<藍紫光3.聚熱性能(點火):綠光<紅光=藍紫光4.穩定性:綠光<紅光=藍紫光(綠光受氣候影響較大,較冷的環境下使用,需要預熱)激光標線器模組有點狀、一字線、十字線,功率大亮度就越大;在使用時,不是功率越大越好,依實際工作環境需要決定①大功率亮度高,可在強光下工作,但是精度差②小功率亮度小,在光線一般的情況下,線的精度高1.使用時激光束絕對不允許對著人和動物的眼睛照射2.紅光,藍紫光激光器10MW-150MW可以連續工作時間3-4天(外觀16*68mm 以上),200MW以上功率建議不要超過30分鐘,否則會因為過熱而影響LD的壽命。
綠光連續使用不可超過24小時。
绿光激光器原理及用途
绿光激光器是一种特殊的激光器,其输出波长为532纳米,属于可见光范围内的绿色。
绿光激光器原理与其他激光器相似,都是利用激光介质受到外界能量激发后发生放电,产生激光辐射。
绿光激光器主要应用于激光治疗、激光显微镜、激光测距等领域。
在医疗方面,绿光激光器可以用于治疗皮肤病、眼科疾病、口腔疾病等。
在工业领域,绿光激光器则可用于制造精密仪器、加工精细零件等。
总之,绿光激光器已成为现代科技领域不可或缺的重要设备之一。
- 1 -。
半导体泵浦绿光激光器引言激光是二十世纪最重大、最实用的发明之一。
1917年爱因斯坦提出受激辐射理论,1958年12月肖洛和汤斯发明激光原理,1960年7月梅曼制成世界第一台红宝石激光器。
激光具有方向性好、亮度高、单色性好、相干性好等特点,应用领域十分广泛。
半导体泵浦532nm 绿光激光器具有波长短、光子能量高、在水中传输距离远和人眼敏感等优点,效率高、寿命长、体积小、可靠性好。
近几年在光谱技术、激光医学、信息存储、彩色打印、水下通讯、激光技术等科学研究及国民经济许多领域中展示出极为重要的应用,成为各国研究的重点。
半导体泵浦532nm 绿光激光器适用于大学近代物理教学中非线性光学实验。
本实验以808nm 半导体泵浦Nd:YVO 4激光器为研究对象,让学生自己动手,调整激光器光路,产生1064nm 激光。
在腔中插入KTP 晶体产生532nm 倍频光,观测倍频现象,测量倍频效率 、相位匹配角等基本参数。
从而对激光原理及倍频等激光技术有一定了解。
实验目的1. 了解激光原理及倍频技术。
2. 观测倍频现象,测量倍频效率 、相位匹配角。
实验原理1. 激光原理光与物质的相互作用可以归结为光与原子的相互作用,有三种过程:吸收、自发辐射和受激辐射。
如果一个原子,开始处于基态,在没有外来光子的情况下,它将保持不变。
如果一个能量为21 h 的光子接近,则它吸收这个光子,处于激发态E 2。
在此过程中不是所有光子都能被原子吸收,只有当光子能量正好等于原子能级间隔E 1 -E 2时才能被吸收。
光与物质作用的吸收过程如图一所示。
激发态寿命很短,在不受外界影响时,原子会自发地返回到基态,并辐射光子。
自发辐射过程与外界作用无关,由于各个原子的辐射都是自发地、独立地进行,因而不同原子辐射光子的发射方向和初相位是不相同的。
光与物质作用的自发辐射过程如图二所示。
处于激发态的原子,在外来光子的影响下,会从高能态向低能态跃迁,并将两个能态间的能量差以辐射光子的形式发射出去。
绿光激光器
为了适应工业加工精度要求的提高,我公司自主研制了532nm 端面泵浦调Q激光器。
本产品采用全风冷形式,体积小,结构紧凑,功耗低。
输出激光为基模,光束质量好,峰值功率高。
优秀的谐振腔设计获得高功率稳定度,脉冲序列稳定。
能够满足工业精密加工要求。
产品特点
产品结构紧凑、整机功耗低,具有长时间工作稳定和光束质量好等特点。
激光器电源控制箱具有设计简洁以及人性化操作界面,安装调试及其方便,并可以提供不同功率和重复频率输出以满足不同用户的需求。
产品应用
半导体端泵绿激光器适合在多种材料上加工、薄膜去除和打标,如尼龙、ABS、PVC、PES、镀膜材料、喷涂材料、塑料橡胶、环氧树脂等标记文字、图案、批次号、生产日期、条形码、徽标。
分辨率高,图文精美。
目前,端泵激光打标机在诸多领域如工艺雕刻、电子器件、管线材料、薄膜蚀刻等都有十分优异的表现,达到其它种类激光打标无法做到的效果。
从光强分布图可以看出,光束质量很好,沿XY 方向分布对称。
(产品图片)。
绿光激光器用于激光微焊接
连接导电部件以实现电气接触是最老、最普遍的连接应用之一。
由于几乎每个工业中都要用到连接技术,因此,对成本、连接性能和体积的要求推动了相关技术的发展。
部件微型化的趋势仍在继续,连接器的排线厚度和导线直径降至
0.004英寸,由于连接阻力高、连接可靠性以及使用寿命问题,压接、熔接和铜焊接技术等传统工艺变得不太可行了。
相比之下,可以提供卓越的连接完整性、使用寿命和导电性能的焊接方式成为要求的标准。
在连接两种材料的情况下,如果其中至少有一种材料的厚度小于0.02英寸,那幺需要微焊接技术。
铜是一种典型的可选材料,可通过微焊接以连接导电部件,因为它具备有效传导电能和传输信号的卓越能力。
然而,铜作为一种导体的优良选择,具有极高的热传导性能,会快速地将热量从焊接接头处扩散,使其很难维持热平衡并进行可靠的焊接。
由于业界内的趋势是提高生产速度、降低部件尺寸以及焊接异种材料和异种导体横截面积,这使铜快速传导热量的特点成为微焊接中的难题。
如何控制这些小型和高导电性部件的热平衡,同时确保不会过热或者加热不足?解决这一问题的一种方式是使用532纳米(nm)或绿光波长。