苏宁1200工程寻金炼金
- 格式:pptx
- 大小:120.07 KB
- 文档页数:4
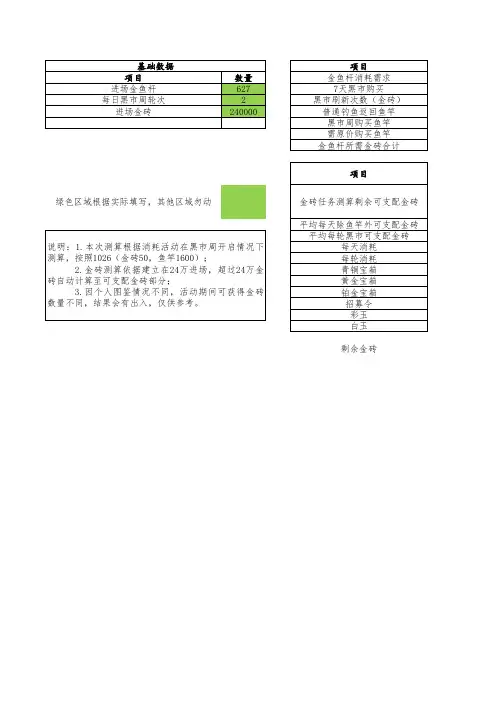
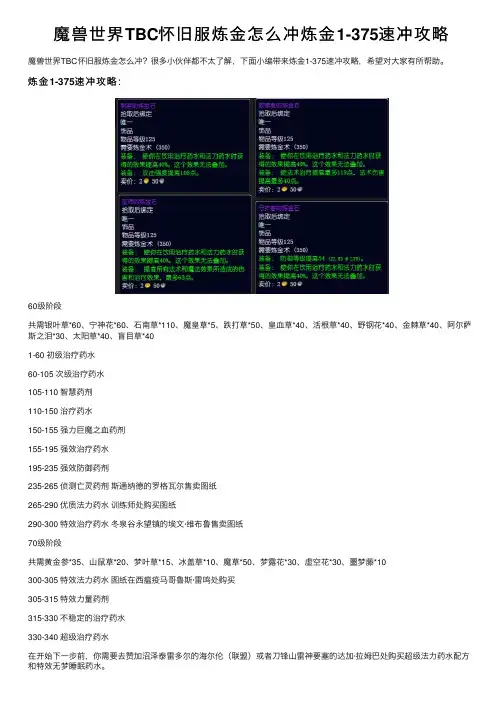
魔兽世界TBC怀旧服炼⾦怎么冲炼⾦1-375速冲攻略
魔兽世界TBC怀旧服炼⾦怎么冲?很多⼩伙伴都不太了解,下⾯⼩编带来炼⾦1-375速冲攻略,希望对⼤家有所帮助。
炼⾦1-375速冲攻略:
60级阶段
共需银叶草*60、宁神花*60、⽯南草*110、魔皇草*5、跌打草*50、皇⾎草*40、活根草*40、野钢花*40、⾦棘草*40、阿尔萨斯之泪*30、太阳草*40、盲⽬草*40
1-60 初级治疗药⽔
60-105 次级治疗药⽔
105-110 智慧药剂
110-150 治疗药⽔
150-155 强⼒巨魔之⾎药剂
155-195 强效治疗药⽔
195-235 强效防御药剂
235-265 侦测亡灵药剂斯通纳德的罗格⽡尔售卖图纸
265-290 优质法⼒药⽔训练师处购买图纸
290-300 特效治疗药⽔冬泉⾕永望镇的埃⽂·维布鲁售卖图纸
70级阶段
共需黄⾦参*35、⼭⿏草*20、梦叶草*15、冰盖草*10、魔草*50、梦露花*30、虚空花*30、噩梦藤*10
300-305 特效法⼒药⽔图纸在西瘟疫马哥鲁斯·雷鸣处购买
305-315 特效⼒量药剂
315-330 不稳定的治疗药⽔
330-340 超级治疗药⽔
在开始下⼀步前,你需要去赞加沼泽泰雷多尔的海尔伦(联盟)或者⼑锋⼭雷神要塞的达加·拉姆巴处购买超级法⼒药⽔配⽅和特效⽆梦睡眠药⽔。
340-362 超级法⼒药⽔把所有材料都冲掉,反正卖得掉。
362-375 特效⽆梦睡眠药⽔。
产能详细计算方法一、绿油工序产能计算公式:1、绿油磨板机(火山灰2台及精磨机1台):参数:D——每月工作时间:29天板之返工率:2%(是否为磨板返工,)T——每天有效工作时间:24-2小时(清洁保养时间,每班1-2小时)- 2小时(维修保养时间,每班1小时)= 20hrs机器故障率:2%V——行板速度: 2.0m/minB——板的宽度:16.0″×0.0254=0.4046m2 S——板面积:2.0 ftQ——产能X——板间间距:0.05mN——机器数量:3(有一台仅能生产闪金板)月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-2%)×(1-2%)×N =29×20×[2×60?(0.4046+0.05)] ×2×(1-2%)×(1-2%)×3=882232ft22、丝印机参数:D——每月工作时间: 29天板之返工率:3%(,,)T——每天有效工作时间:24hrs-2hrs (用膳时间)-2hr (清洁保养时间) –0.5hr(维修保养时间) -2.5hrs (调校和对网时间)=17hrsN——机器数量:18V——单机每小时印板面数:75(平均约60面,包括塞孔不算)2 S——板面积: 2.0 ftQ——产能产能计算方法:Q = D×T×[V?2]×S×(1-3%)×N= 29×17×[75?2]×2×(1-3%)×18=645583ft3、预焗:3.1、六仓隧道炉:参数:D——每月工作时间:29天2 S——板面积: 2.0 ftT——每天有效工作时间: 24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——出板速度: 208panels/hr(周期时间450S,每仓2架*13pnl)板之返工率:3%N——机器数量:2月产能计算方法:Q1 = D×T×V×S×(1-3%)×N= 29×21×208×2×(1-3%)×2=506688ft23.2、单门柜式炉:参数:D——每月工作时间:29天2S——板面积:2.0ftT——每天有效工作时间: 24-4小时(进出板和升温时间)-1小时(清洁保养时间)-1小时(维修保养时间)= 18.0hrsV1——出板速度:117panels/hr(单面20分钟,每次3架*13pnl,比例70%),V2——出板速度:78panels/hr(双面30分钟,每次3架*13pnl, 比例30%)板之返工率:3%N——机器数量:3Q——产能 2月产能计算方法:Q2 = [D×(T×*50%)*V1×S×(1-3%)×3/2]+ [D×(T×*50%)*V2×S×(1-3%)×3]= [29×18×*70%*117×2×(1-3%)×3/2]+ [29×18×*30%*78×2×(1-3%)×3] =195498ft23.3、总月产能:Q = Q1+Q2=506688+195498=702186ft24、曝光机:参数:D——每月有效工作时间: 29天N——机器数量T——每天有效工作时间:24-2小时(做首板)-2小时(维修保养时间)=20.0hrs(应该按每小时曝光的面积算)V——曝光速度:2.4panel/min(每次曝光间隔时间为50s,每次曝光2pnl)2 S——板面积:2.0 ft板返工率: 3%Q——产能月产能计算方法:Q = D×T×V×60(min/hr)×S×(1-3%)×N=29×20×2.4×60(min/hr)×2×(1-3%)×4=648115ft25显影机:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 3%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrs(没有那么长的时间)V——冲板速度:2.3m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:2X——板之间距离:0.05m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-3%)×N=29×21×[2.3×60?(0.4064+0.05)] ×2×(1-3%)×2=714467ft2二、字符工序产能计算公式:1、丝印机参数:D——月工作时间:29天板之返工率:3%T——每天有效工作时间: 24hrs-0.5hr (清洁保养时间) –0.5hr(维修保养时间) -3hrs (调校和对网时间)(时间太短,应该按换网频率)=20hrs N——机器数量 :16V——印板速度:60面/hr2S——板面积:2.0 ft 单面白字比例30%,双面白字比例70%Q——产能月产能计算方法:Q = [D×T×V×(60/2)×S×(1-3%)×N]*(1+30%) =[29×20×(60/2)×2×(1-3%)×16]*1.3=702124ft22 、后烤:2.1、八仓隧道炉参数:D——每月工作时间:29天2 S——板面积: 2.0 ftT——每天有效工作时间: 24-1小时(清洁保养时间)-1小时(维修保养时间)= 22.0hrsV——出板速度: 97.5panels/hr(周期时间1440S,每仓3架*13pnl) (按塞孔板算烤板)板之返工率:3%, 单面烤板比例20%,双面烤板比例80%N——机器数量:1月产能计算方法:Q1 = [D×T×V×S×(1-3%)×N]*(1-20%/2)= 29×22×97.5×2×(1-2%)×1*0.9=109730ft2 2.2、十仓隧道炉参数:D——每月工作时间:29天2 S——板面积: 2.0 ftT——每天有效工作时间: 24-1小时(清洁保养时间)-1小时(维修保养时间)= 22.0hrsV——出板速度: 156panels/hr(周期时间900S,每仓3架*13pnl)板之返工率:3%, 单面烤板比例20%,双面烤板比例80%N——机器数量:1月产能计算方法:Q2 = [D×T×V×S×(1-3%)×N]*(1-20%/2)= 29×22×156×2×(1-3%)×1*0.9=175568ft22.3、双门柜式炉:参数:D——每月工作时间:29天2S——板面积:2.0ftT——每天有效工作时间: 24-4小时(进出板和升温时间)-1小时(清洁保养时间)-1小时(维修保养时间)= 18.0hrsV1——出板速度:130panels/hr(每炉烤板时间30分钟,每次5架*13pnl) 板之返工率:3%,单面烤板比例20%,双面烤板比例80%N——机器数量:3月产能计算方法:Q3 = [D×T×V×S×(1-3%)×N]*(1-20%/2) = 29×18×130×2×(1-3%)×3*0.9=355450ft2 2.4、单门柜式炉:参数:D——每月工作时间:29天2S——板面积:2.0ftT——每天有效工作时间: 24-4小时(进出板和升温时间)-1小时(清洁保养时间)-1小时(维修保养时间)= 18.0hrsV1——出板速度:78panels/hr(每炉烤板时间30分钟,每次3架*13pnl)板之返工率:3%,单面烤板比例20%,双面烤板比例80%N——机器数量:4月产能计算方法:Q4 = [D×T×V×S×(1-3%)×N]*(1-20%/2) = 29×18×78×2×(1-3%)×4*0.9=284360ft22.5、月总产能:Q = Q1+Q2+ Q3+Q4=109730+175568+355450+284360=925108ft2 3、碳油丝印参数:D——月工作时间:29天板之返工率:3%T——每天有效工作时间: 24hrs-0.5hr (清洁保养时间) –0.5hr(维修保养时间) -3hrs (调校和对网时间)=20hrsN——机器数量 :5V——印板速度:60面/hr2S——板面积:2.0 ft 单面白字比例30%,双面白字比例70%Q——产能月产能计算方法:Q = [D×T×V×(60/2)×S×(1-3%)×N]*(1+30%) =[29×20×(60/2)×2×(1-3%)×16]*1.3=702124ft2三、表面处理工序产能计算公式1、喷锡1.1、前处理机:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 1%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:3.0m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:1X——板之间距离:0.05m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-1%)×N= 29×21×[3×60?(0.4064+0.05)] ×2×(1-1%)×1=475564ft21.2、喷锡机:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 1%T——每天有效工作时间:24-4小时(清洁保养时间)-1小时(维修保养时间)=19.0hrsV——喷板速度:3.5pnl/minN——机器数量:1月产能计算方法:Q = D×T×[V×60)] ×S×(1-1%)×N= 29×19×[3.5×60] ×2×(1-1%)×1=229106ft2 1.3、后处理机:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 1%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:3.0m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:1X——板之间距离:0.05m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-1%)×N= 29×21×[3×60?(0.4064+0.05)] ×2×(1-1%)×1=475564ft2 2、抗氧化:参数:D——每月有效工作时间:29天T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.6m/minW——有效宽度:24″×0.0254mN——机器数量:1X1——宽度利用率:85%Y1——长度度利用率:85% 板返工率: 1%2210.74—— m和kft之间换算常数月产能计算方法:Q = D×T×W×V×60×X1×Y1×(1-1%)×N×10.74=29×21×0.6096×2.6×60×85%×85%×(1-1%)×1×10.74=444901ft23、沉镍金:3.1、前处理线参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 3%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.0m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:1X——板之间距离:0.05m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-1%)×N=29×21×[2.0×60?(0.4064+0.05)] ×2×(1-3%)×1=310638ft23.2、沉镍金线参数:D——每月有效工作时间:29天2 S——板面积:2.0 ftT——每天有效工作时间:24-3小时(清洁保养时间)-1小时(维修保养时间)= 20.0hrsV——出板速度:120pnl/hr(周期时间10分钟,每次1架*20pnl)N——机器数量:1月产能计算方法:Q = D×T×V ×S×N= 29×21×120 ×2×1=146160ft23.3、洗板线参数:D——每月有效工作时间:29天2 S——板面积:2.0 ft板返工率: 3%T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.0m/minB——板之宽度:16.0″×0.0254=0.4064mN——机器数量:1X——板之间距离:0.20m月产能计算方法:Q = D×T×[V×60?(B+X)] ×S×(1-1%)×N=29×21×[2.0×60?(0.4064+0.20)] ×2×(1-3%)×1=233798ft24、沉银线:参数:D——每月有效工作时间:29天T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.0m/minW——有效宽度:24″×0.0254mN——机器数量:1X1——宽度利用率:85%Y1——长度度利用率:85% 板返工率: 1%2210.74—— m和kft之间换算常数月产能计算方法:Q = D×T×W×V×60×X1×Y1×(1-1%)×N×10.74=29×21×0.6096×2.0×60×85%×85%×(1-1%)×1×10.74=342232ft2四、成型工序产能计算公式:1.、锣板:参数:D——每月有效工作时间:29天2 S——板面积:2.0 ftT——每天有效工作时间:24-1小时(清洁保养时间)-2小时(做Fixture及测首板时间)= 21.0hrsT——平均每首板cycle time:0.45hr CP——平均每叠块数:3N——机器数量:1n——单机锣头数量:4月产能计算公式:Q = D×T×P×S×N×n?T= 29×21×3×2×11×4?0.45=357280 C2、啤板:D——每月有效工作时间:29天T——每天有效工作时间:24-1小时(清洁保养时间)-2小时(上下啤模及测首板时间)= 21.0hrs, T——每小时啤板次数:300p S——每啤一次面积:0.3ft2, 20%需啤板两次N——机器数量:10月产能计算公式:Q = D×T×T×S×[1-(20%?2)]×N= 29×21×300×0.4×0.9×10=493290ft2 p3、洗板机参数:D——每月有效工作时间:29天T——每天有效工作时间:24-2小时(清洁保养时间)-1小时(维修保养时间)= 21.0hrsV——速度:2.0m/minW——有效宽度:23″×0.0254mN——机器数量:1X1——宽度利用率:85%Y1——长度度利用率:85% 板返工率: 1%2210.74—— m和kft之间换算常数月产能计算方法:Q = D×T×W×V×60×X1×Y1×(1-1%)×N×10.74=29×21×0.5842×3.0×60×85%×85%×(1-1%)×1×10.74=491958ft2。
刷金工艺流程刷金工艺是一种古老而精湛的工艺,它可以使物品表面呈现出金属质感,增加其装饰性和价值。
刷金工艺在古代就已经存在,而今在现代工艺中依然有着重要的地位。
下面我们将详细介绍刷金工艺的流程和步骤。
1. 准备工作。
在进行刷金工艺之前,首先需要做好充分的准备工作。
这包括准备好需要进行刷金处理的物品、刷金工具和材料,以及工作场所的清洁和整理。
确保工作场所通风良好,并且没有易燃物品,以确保工作安全。
2. 表面处理。
在进行刷金工艺之前,需要对物品的表面进行处理,以确保刷金效果更加持久和美观。
这包括去除物品表面的油污和杂质,修复表面的瑕疵和损坏,使其表面光滑平整。
3. 底漆涂装。
在表面处理完成后,需要对物品进行底漆涂装。
底漆的选择要根据物品的材质和刷金效果的要求来确定,一般选择金色或者铜色的底漆,以增强刷金效果。
涂装完成后,需要等待底漆完全干燥。
4. 刷金处理。
刷金处理是刷金工艺的核心步骤。
在进行刷金处理之前,需要准备好金粉和刷金工具。
金粉的选择要根据刷金效果的要求来确定,一般有真金粉和人造金粉两种选择。
刷金工具一般为刷金刷,可以根据物品的大小和形状来选择合适的刷金刷。
在进行刷金处理时,需要将金粉均匀地涂抹在物品的表面,然后用刷金刷轻轻地刷拭,使金粉均匀地附着在物品表面。
刷金处理需要耐心和细致,确保金粉均匀地附着在物品表面,以达到理想的刷金效果。
5. 清洁和修饰。
刷金处理完成后,需要对物品进行清洁和修饰。
清洁可以使用软布轻轻擦拭物品表面,去除多余的金粉和杂质。
修饰可以根据刷金效果的要求来确定,可以进行抛光、喷漆等处理,使刷金效果更加持久和美观。
6. 包装和保养。
刷金工艺完成后,需要对物品进行包装和保养。
包装要求根据物品的材质和形状来确定,确保物品在运输和存储过程中不受损坏。
保养可以使用软布定期清洁物品表面,保持刷金效果的持久和美观。
刷金工艺流程虽然看似简单,但实际操作中需要经验和技巧。
只有经过长期的实践和总结,才能掌握刷金工艺的精髓,制作出高质量的刷金产品。
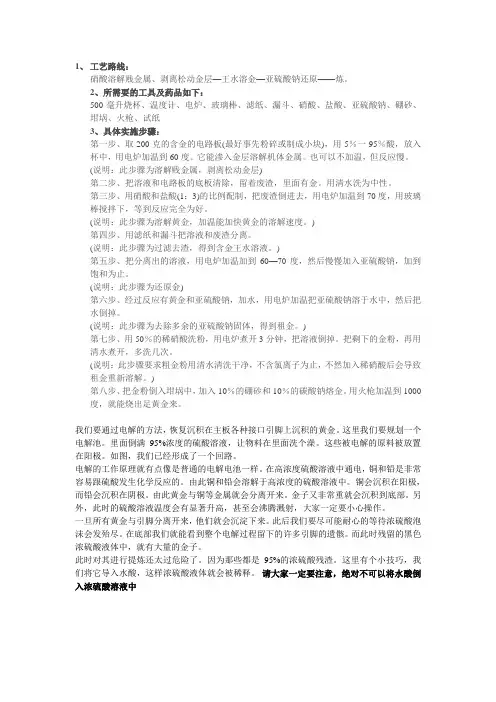
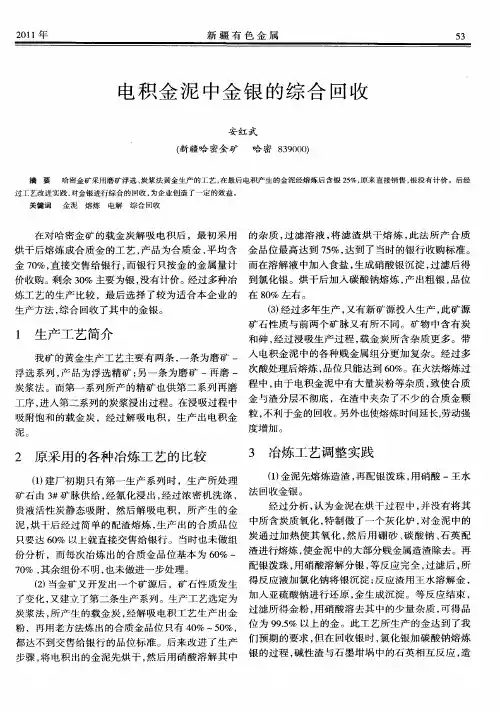
1、工艺路线:硝酸溶解贱金属、剥离松动金层—王水溶金—亚硫酸钠还原——炼。
2、所需要的工具及药品如下:500毫升烧杯、温度计、电炉、玻璃棒、滤纸、漏斗、硝酸、盐酸、亚硫酸钠、硼砂、坩埚、火枪、试纸3、具体实施步骤:第一步、取200克的含金的电路板(最好事先粉碎或制成小块),用5%一95%酸,放入杯中,用电炉加温到60度。
它能渗入金层溶解机体金属。
也可以不加温,但反应慢。
(说明:此步骤为溶解贱金属,剥离松动金层)第二步、把溶液和电路板的底板清除,留着废渣,里面有金。
用清水洗为中性。
第三步、用硝酸和盐酸(1:3)的比例配制,把废渣倒进去,用电炉加温到70度,用玻璃棒搅拌下,等到反应完全为好。
(说明:此步骤为溶解黄金,加温能加快黄金的溶解速度。
)第四步、用滤纸和漏斗把溶液和废渣分离。
(说明:此步骤为过滤去渣,得到含金王水溶液。
)第五步、把分离出的溶液,用电炉加温加到60—70度,然后慢慢加入亚硫酸钠,加到饱和为止。
(说明:此步骤为还原金)第六步、经过反应有黄金和亚硫酸钠,加水,用电炉加温把亚硫酸钠溶于水中,然后把水倒掉。
(说明:此步骤为去除多余的亚硫酸钠固体,得到租金。
)第七步、用50%的稀硝酸洗粉,用电炉煮开3分钟,把溶液倒掉。
把剩下的金粉,再用清水煮开,多洗几次。
(说明:此步骤要求粗金粉用清水清洗干净,不含氯离子为止,不然加入稀硝酸后会导致租金重新溶解。
)第八步、把金粉倒入坩埚中,加入10%的硼砂和10%的碳酸钠熔金。
用火枪加温到1000度,就能烧出足黄金来。
我们要通过电解的方法,恢复沉积在主板各种接口引脚上沉积的黄金。
这里我们要规划一个电解池。
里面倒满95%浓度的硫酸溶液,让物料在里面洗个澡。
这些被电解的原料被放置在阳极。
如图,我们已经形成了一个回路。
电解的工作原理就有点像是普通的电解电池一样。
在高浓度硫酸溶液中通电,铜和铅是非常容易跟硫酸发生化学反应的。
由此铜和铅会溶解于高浓度的硫酸溶液中。
铜会沉积在阳极,而铅会沉积在阴极。
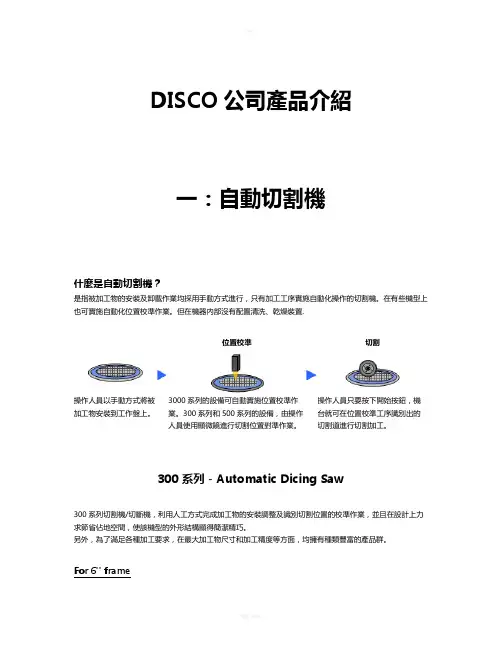
DISCO公司產品介紹一:自動切割機什麼是自動切割機?是指被加工物的安裝及卸載作業均採用手動方式進行,只有加工工序實施自動化操作的切割機。
在有些機型上也可實施自動化位置校準作業。
但在機器內部沒有配置清洗、乾燥裝置.位置校準切割操作人員以手動方式將被加工物安裝到工作盤上。
3000系列的設備可自動實施位置校準作業。
300系列和500系列的設備,由操作人員使用顯微鏡進行切割位置對準作業。
操作人員只要按下開始按鈕,機台就可在位置校準工序識別出的切割道進行切割加工。
300系列 - Automatic Dicing Saw300系列切割機/切斷機,利用人工方式完成加工物的安裝調整及識別切割位置的校準作業,並且在設計上力求節省佔地空間,使該機型的外形結構顯得簡潔精巧。
另外,為了滿足各種加工要求,在最大加工物尺寸和加工精度等方面,均擁有種類豐富的產品群。
For 6" frameDAD321DAD322DAC351/DAD361設備概要適用ø 6"加工物的自動切割機DAD321的改良機型,産能更高追求高精度的切斷機和自動切割機最大加工物尺寸160 x 160ø6"(邊長6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160適用框架2-6-1DAC351: - DAD361: 2-5, 2-6X軸可切割範圍(mm)192160192進刀速度有效範圍(mm/s)0.1 - 3000.1 - 5000.1 - 300Y軸可切割範圍(mm)162最小步進量(mm)0.00020.0001定位精度(mm)0.005以內/160(單一誤差)0.003以內/50.001以內/160(單一誤差)0.001以內/5光學尺最小分辨率(mm)-0.00005Z軸有效行程(mm)28.2(ø 2"切割刀片)32.2(ø 2"切割刀片)28.2(ø 2"切割刀片)最小移動量(mm)0.00010.000050.0001重復定位精度(mm)0.0010.0005可使用的最大切割刀片直徑(mm)ø76.2ø58(使用1.5 kW的主軸時)ø76.2θ軸最大旋轉角度(deg)380320DAC351: -DAD361: 380主軸額定功率(kW)1.5 at 30,000 min-1額定力矩(N・m)0.48轉速範圍(min-1)3,000 - 40,000設備尺寸(WxDxH)(mm)500 x 1,050 x 1,455500 x 900 x 1,600500 x 1,050 x 1,455設備重量(kg)約500約420(無變壓器)約470(有變壓器)約550*1另外需要專用夾具。
Tungsten-Rhenium Fine Diameter Thermocouple Wire High-Temperature Applications** Sold only as matched pairs. A double foot is 1' of positive and 1' of matched negative wire.Note: Metric dimensions are approximate.Ordering Example: W5W26-010, 10' of 0.25 mm (0.010") Dia., uninsulated refractory metal tungsten-rhenium thermocouple wire.U Calibrated Accuracy GuaranteedU Melting Point in Excess of 2315°C (4200°F)H i g h A c c u r a c y !M a t c h e dP a i r s !Tungsten-rhenium thermocouple alloy combinations were developed to meet the need for measuring ultra-high temperatures in the 2315°C (4200°F) range.OMEGA sells 3 widely used tungsten-rhenium thermocouple alloy combinations:Type G: Tungsten (+) vs. Tungsten 26% rhenium (–)Type C: Tungsten 5% rhenium (+) vs. Tungsten 26% rhenium (–)Type D: Tungsten 3% rhenium (+) vs. Tungsten 25% rhenium (–)To guarantee the limits of error, OMEGA ® sells tungsten-rhenium thermocouple wire only in matched pairs by the double foot. Because of the inherent brittleness of unalloyed tungsten, rhenium has been added to the positive leg of types C and D to improve handling characteristics. The average emf of types C and D is slightly less than that of the unalloyed type G.All 3 thermocouple combinations can be used to 4200°F (2315°C) in hydrogen or inert-gas atmospheres and in a vacuum. They deteriorate rapidly under oxidizing conditions and should not be used in air or atmospheres containing oxygen.For other wire sizes and large quantities, consult the Special Quotations department.Extension-Grade Wire * Not an ANSI symbol.Ceramic SheathThermocouplesRAT/BAT/SAT Series.Insulated Duplex Extension WireCeramic Protection Tubes–PTRA Series.Extreme (High) TemperatureMetal Sheathed Probes(2315°C [4200°F]) XMO Series.®All models shownsmaller than actual size.Bare Wire PlatinumThermocouples P10R,P13R, and P30R Series.Shown larger than actualsize.High Temperature Ceramic Accessories ORX Series.CeramicConnectorsNOX Series.Extreme (High) Temperature Sensors and AccessoriesPlatinum Thermocouples Type R, S, and B, Tungsten-Rhenium Type C and D。
寻金往事——贵州第一块工业黄金的诞生作者:张琛来源:《大众科学》2021年第09期什么是黄金?黄金是化学元素金(Au)的单质形式,呈金黄色、质软,具有良好的延展性,0.5克金可以拉成160米长的金丝。
黄金摩氏硬度为2.5,密度15-19g/cm3,沸点、熔点都很高(沸点:2808℃,熔点:1064℃),因此民间有“真金不怕火炼”的说法。
黄金的传热性、导电性极高,古今中外都是一种财富和地位的象征,因此有“金属之王”的称号。
那黄金这个名字是怎么来的呢?黄金的化学符号为Au,这个名称来自罗马神话中的黎明女神欧若拉(Aurora)的故事,意为闪耀的黎明,黄金就是欧若拉(Aurora)意译过来的中国名字。
在历史上黄金主要充当货币职能。
马克思曾在《资本论》中写道:“金银天然不是货币,但货币天然是金银”。
尽管近几十年来其货币职能有所减弱,但在许多国家的国际储备中黄金仍占有相当重要的地位。
黄金的第二职能是制作黄金饰品,作为珍贵、财富、地位的象征,中国历朝历代帝王们对黄金都倍为推崇,很多重要的装饰品都采用黄金打造,黄金也成了一种皇权的象征,而民间诸如“金碧辉煌”“书中自有黄金屋”等赞美之词无不表达黄金在人们心目中的重要位置。
此外,金还广泛用于电子、电气、医疗、化工设备、宇航、国防尖端工业等方面。
人类在1万年前的新石器时代就已经发现了黄金,而贵州金矿的开采始于隋唐时期,但近代地质勘查始于20世纪30年代。
新中国成立后,国家投入了大量的人力物力,做了大量的地质勘查工作,仍然没有取得明显突破,1977年底贵州全省探明的金资源储量不足1吨,被认为是全国金矿资源最贫乏的省份之一。
直至1978年,在党和国家的大力支持下,在成千上万地勘工作者的艰苦努力下,在全省人民的殷切期待下,“找金人”终于看到了胜利的曙光,一种新类型金矿(微细粒浸染型)在黔西南地区悄然登上金矿勘查的历史舞台,掀起了黔西南金矿勘查热潮。
随后,我省探明金矿资源储量迅速攀升,黔西南地区作为全国新的金矿资源基地逐渐崛起。
激战2珠宝匠升级1-400级快速冲级配⽅介绍激战2珠宝匠
升级技巧攻略
0-75级
⾸先你需要准备以下材料:
× 320
1级宝⽯ × 5(总计24~30)
0-25级
⾸先你需要合成:
x 160
接下来你需要制作以下物品:
铜质基座 × 32
铜质系带 × 12
铜质吊钩 × 12
25-50级
你需要探索以下配⽅:
6×+ 6×+6种不同的宝⽯(每种宝⽯和⼀个基座⼀个铜环为⼀个配⽅,以下类似)
6×+ 6×+ 6种不同的宝⽯
做完这些可能还没到50级,你需要继续制作上⾯的探索配⽅(可以随便使⽤任何宝⽯,但必须每种宝⽯留下⼀颗,50-75的时候需要⽤到)。
50-75级
⾸先你需要制作以下物品:
铜质掐丝 × 6铜质链条 × 6
接下来你需要探索以下配⽅:
6×+ 6种不同宝⽯
探索完上⾯的配⽅你会得到6颗不同的镶边珠宝。
利⽤镶边珠宝探索以下配⽅:
6×+ 6×+ 6种镶边珠宝
完成了这些,应该已经75级了。
75-150级
⾸先你需要准备以下材料:
银矿⽯ × 298。