精馏塔优化设计计算
- 格式:docx
- 大小:33.22 KB
- 文档页数:3
目录乙醇——水溶液连续精馏塔优化设计 (2)前言 (4)精馏塔优化设计计算 (5)一精馏流程的确定 (5)二塔的物料衡算 (5)三塔板数的确定 (7)四、塔的工艺条件及物性数据计算 (10)五、精馏塔的塔体工艺尺寸计算 (13)六、塔板主要工艺尺寸的计算 (14)七、塔版流体力学验算 (17)浮阀塔板工艺设计计算结果 (22)心得体会 (23)参考文献 (24)精馏塔优化设计任务书一、设计题目乙醇—水溶液连续精馏塔优化设计二、设计条件1.处理量:17500 (吨/年)2.料液浓度: 35 (wt%)3.产品浓度: 93 (wt%)4.易挥发组分回收率: 99%5.每年实际生产时间:7200小时/年6. 操作条件:①间接蒸汽加热;②塔顶压强:101.3kpa(绝对压强)③进料热状况:泡点进料;三、设计任务a) 流程的确定与说明;b) 塔板和塔径计算;c) 塔盘结构设计i. 浮阀塔盘工艺尺寸及布置简图;ii. 流体力学验算;iii. 塔板负荷性能图。
d) 其它i. 加热蒸汽消耗量;ii. 冷凝器的传热面积及冷却水的消耗量e) 有关附属设备的设计和选型,绘制精馏塔系统工艺流程图和精馏塔装配图,编写设计说明书。
乙醇——水溶液连续精馏塔优化设计(南华大学化学化工学院,湖南衡阳 421001)摘要:设计一座连续浮阀塔,通过对原料,产品的要求和物性参数的确定及对主要尺寸的计算,工艺设计和附属设备结果选型设计,完成对乙醇-水精馏工艺流程和主体设备设计。
关键词:精馏塔浮阀塔精馏塔的附属设备(Department of Chemistry,University of South China,Hengyang 421001)Abstract: The design of a continuous distillation valve column, in the material, product requirements and the main physical parameters and to determine the size, process design and selection of equipment and design results, completion of the ethanol-water distillation process and equipment design theme.Keywords: rectification column, valve tower, accessory equipment of the rectification column.前言精馏是分离液体混合物(含可液化的气体混合物)最常用的一种单元操作,在化工、炼油、石油化工等工业中得到广泛应用。
第三章 精馏塔工艺设计计算塔设备是化工、石油化工、生物化工、制药等生产过程中广泛采用的气液传质设备。
根据塔内气液接触构件的结构形式,可分为板式塔和填料塔两大类。
板式塔内设置一定数量的塔板,气体以鼓泡或喷射形势穿过板上的液层,进行传质与传热,在正常操作下,气象为分散相,液相为连续相,气相组成呈阶梯变化,属逐级接触逆流操作过程。
本次设计的萃取剂回收塔为精馏塔,综合考虑生产能力、分离效率、塔压降、操作弹性、结构造价等因素将该精馏塔设计为筛板塔。
3.1 设计依据[6]3.1.1板式塔的塔体工艺尺寸计算公式 (1) 塔的有效高度T TTH E N Z )1(-= (3-1) 式中 Z –––––板式塔的有效高度,m ; N T –––––塔内所需要的理论板层数; E T –––––总板效率; H T –––––塔板间距,m 。
(2) 塔径的计算uV D Sπ4=(3-2) 式中 D –––––塔径,m ;V S –––––气体体积流量,m 3/s u –––––空塔气速,m/su =(0.6~0.8)u max (3-3) VVL Cu ρρρ-=max (3-4) 式中 L ρ–––––液相密度,kg/m 3V ρ–––––气相密度,kg/m 3C –––––负荷因子,m/s2.02020⎪⎭⎫⎝⎛=L C C σ (3-5)式中 C –––––操作物系的负荷因子,m/sL σ–––––操作物系的液体表面张力,mN/m 3.1.2板式塔的塔板工艺尺寸计算公式 (1) 溢流装置设计W OW L h h h += (3-6) 式中 L h –––––板上清液层高度,m ; OW h –––––堰上液层高度,m 。
32100084.2⎪⎪⎭⎫⎝⎛=Wh OWl L E h (3-7)式中 h L –––––塔内液体流量,m ; E –––––液流收缩系数,取E=1。
hTf L H A 3600=θ≥3~5 (3-8)006.00-=W h h (3-9) '360000u l L h W h=(3-10)式中 u 0ˊ–––––液体通过底隙时的流速,m/s 。
南京工程学院课程设计说明书(论文)题目乙醇—水连续精馏塔的设计课程名称化工原理院(系、部、中心)康尼学院专业环境工程班级K环境091学生姓名朱盟翔学号240094410设计地点文理楼A404指导教师李乾军张东平设计起止时间:2011年12月5日至 2011 年12月16日符号说明英文字母A a——塔板开孔区面积,m2;A f——降液管截面积,m2;A0——筛孔面积;A T——塔截面积;c0——流量系数,无因此;C——计算u max时的负荷系数,m/s;C S——气相负荷因子,m/s;d0——筛孔直径,m;D——塔径,m;D L——液体扩散系数,m2/s;D V——气体扩散系数,m2/s;e V——液沫夹带线量,kg(液)/kg(气);E——液流收缩系数,无因次;E T——总板效率,无因次;F——气相动能因子,kg1/2/(s·m1/2);F0——筛孔气相动能因子,kg1/2/(s·m1/2);g——重力加速度,9.81m/s2;h1——进口堰与降液管间的距离,m;h C——与干板压降相当的液柱高度,m液柱;h d——与液体流过降液管相当的液柱高度,m;h f——塔板上鼓泡层液高度,m;h1——与板上液层阻力相当的高度,m液柱;h L——板上清夜层高度,m;h0——降液管底隙高度,m;h OW——堰上液层高度,m;h W——出口堰高度,m;h'W——进口堰高度,m;Hσ——与克服表面张力的压降相当的液柱高度,m液柱;H——板式塔高度,m;溶解系数,kmol/(m3·kPa);H B——塔底空间高度,m;H d——降液管内清夜层高度,m;H D——塔顶空间高度,m;H F——进料板处塔板间距,m;H P——人孔处塔板间距,m;H T——塔板间距,m;K——稳定系数,无因次;l W——堰长,m;L h——液体体积流量,m3/h;L S——液体体积流量,m3/h;n——筛孔数目;P——操作压力,Pa;△P——压力降,Pa;△P P——气体通过每层筛板的压降,Pa;r——鼓泡区半径,m,t——筛板的中心距,m;u——空塔气速,m/s;u0——气体通过筛孔的速度,m/s;u0,min——漏气点速度,m/s;u'0——液体通过降液管底隙的速度,m/s;V h——气体体积流量,m3/h;V s——气体体积流量,m3/h;W c——边缘无效区宽度,m;W d——弓形降液管宽度,m;W s——破沫区宽度,m;x——液相摩尔分数;X——液相摩尔比;y——气相摩尔分数;Y——气相摩尔比;Z——板式塔的有效高度,m。
一、塔精1.全的物料衡算由于水的沸点为100℃,正丁醇的沸点为117.7℃故水作为轻组分,正丁醇作为重组分,产品正丁醇从塔底出来。
%74.9874/05.018/95.018/95.0F =+=xM F =74⨯(1-0.9874)+0.9874⨯18=18.71kmol kg / F =20⨯1000/18.71=1069.03/kmol h总物料衡算 F=D+W=252 (1) 采用填料塔连续精馏由正丁醇-水平衡数据作图,画出正丁醇—水溶液y-x 图,求得mi n R 取min 5.1R R =过点(0.9994,0.9994)作平衡线的切线,则求出此线与y 轴的交点截距为0.5192,故求得最小回流比为0.9248,所以操作状态的回流比为1.387 数直角梯级即为理论塔板数:T N (包括再沸器)=9块其中精馏段1N =4块,提留段(包括再沸器)=5块,第五块为进料板。
实际塔板数求取:由平衡线得塔顶:9994.01==x y D ,在图中求得x 1=0.9946%892.574/985.018/015.018/015.0=+=W x由平衡线方程1(1)xy xαα=+-得顶α=8.99塔底:x x w m ==0.05892,y m =0.2234 同理得底α=4.56ααα==6.4塔顶温度100℃,塔底温度117.7℃ 定性温度为85.10827.117100=+℃查附录得s Pa ⋅=m 390.0μ1μ正丁醇=2.948求得()smPa m ⋅=⨯-+⨯=422.0948.29874.019874.0390.0μ⋅αmμ=6.4×0.422=2.70查得0E =55.1% 校正后为55.1%×1.1=60.61% 实际塔板:%1000⨯=PT N N E8110=-=+E N N T P ,取8块(包括再沸器)精馏段取4块 提馏段取4块 第5块进料板 3.塔高的计算有效高度:Z=øP ×Nt=0.67×(8-1)=4.67mZ=4×60.61%=2.42m(精馏段) Z=4.67-2.42=2.25m(提留段)实际填料高度:2.42×(1+0.2)=2.9m(精馏段) 2.25×(1+0.2)=2.7m(提留段) 设裙座为1m总塔高;H=2.9+2.7+1=6.6m4.泛点气速的计算影响泛点气速的因素很多,其中包括填料的特性、流体的物理性质以及液气比等。
精馏塔全塔效率计算公式精馏塔是化工生产中非常重要的设备,用于分离混合物中的不同组分。
而全塔效率则是衡量精馏塔性能的一个关键指标。
要了解精馏塔全塔效率的计算公式,咱们得先弄明白全塔效率到底是个啥。
简单来说,全塔效率就是实际塔板数与理论塔板数的比值。
全塔效率的计算公式通常可以表示为:$E_T = \frac{N_{实际}}{N_{理论}}$ 。
这里的 $E_T$ 就是全塔效率啦。
那怎么去确定实际塔板数和理论塔板数呢?实际塔板数呢,就是咱们在设计或者实际运行中实实在在数出来的塔板数量。
理论塔板数就有点复杂啦,得通过一些复杂的热力学计算和相平衡关系来确定。
我记得有一次在化工厂实习的时候,就碰到了关于精馏塔效率计算的问题。
当时我们小组负责优化一个精馏塔的工艺参数,以提高产品的纯度和产量。
为了计算全塔效率,我们可真是费了好大的劲儿。
我们先收集了各种数据,像温度、压力、流量等等,然后根据混合物的性质和分离要求,运用复杂的公式和图表进行理论塔板数的计算。
这个过程中,数据稍微有点偏差,计算结果就相差很大。
比如说,在测量温度的时候,因为温度计的精度问题,导致温度数据有了一点小误差,结果算出来的理论塔板数就不太准确。
后来我们反复检查、校准仪器,重新测量数据,才得到了比较可靠的结果。
在确定了实际塔板数和理论塔板数之后,代入全塔效率的计算公式,就能得出全塔效率啦。
通过计算全塔效率,我们可以评估精馏塔的性能,找出可能存在的问题,比如塔板结构不合理、操作条件不合适等等。
总之,精馏塔全塔效率的计算公式虽然看起来简单,但是要准确计算和应用,还需要我们对精馏过程有深入的理解,对数据的收集和处理要非常严谨。
只有这样,才能真正发挥全塔效率这个指标的作用,让精馏塔更好地为化工生产服务。
希望通过我的讲解,能让您对精馏塔全塔效率的计算公式有更清楚的认识。
要是在实际应用中遇到问题,别着急,多思考、多尝试,总会找到解决办法的!。

2011板式精馏塔设计任务书板式精馏塔的设计选型及相关计算设计计算满足生产要求的板式精馏塔,包括参数选定、塔主题设计、配套设计及相关设计图目录板式精馏塔设计任务 (3)一.设计题目 (3)二.操作条件 (3)三.塔板类型 (3)四.相关物性参数 (3)五.设计内容 (3)设计方案................................... 错误!未定义书签。
一.设计方案的思考 (6)二.工艺流程 (6)板式精馏塔的工艺计算书 (7)一.设计方案的确定及工艺流程的说明...............................二.全塔的物料衡算...............................................三.塔板数的确定.................................................四.塔的精馏段操作工艺条件及相关物性数据的计算...................五.精馏段的汽液负荷计算.........................................六.塔和塔板主要工艺结构尺寸的计算...............................七.塔板负荷性能图............................................... 筛板塔设计计算结果...................... 错误!未定义书签。
22 附属设备的的计算及选型. (25)设计感想 (26)苯-氯苯精馏塔的工艺设计一.设计题目苯-氯苯连续精馏塔的设计二. 设计任务及操作条件1. 进精馏塔的原料液含苯38%(质量%,下同),其余为氯苯;2. 产品含苯不低于97%,釜液苯含量不高于2%;3. 生产能力为96 吨/day(24h)原料液。
4. 操作条件(1)塔顶压强4kPa(表压);(2)进料热状态自选;(3)回流比自选;(4)塔底加热蒸汽压力:0.5MPa(5)单板压降≤ 0.7kPa。
化工精馏塔的设计和优化化工生产过程中,应用最多就是分离设备,其中又以精馏塔和吸收塔最为常见,无论是在炼油、煤化、高分子、精细化工精馏塔都是随处可见的。
你知道你每天都操作的精馏塔是如何设计出来的吗?如何优化操作参数?精馏塔设计1、设计步骤根据流程整体工艺路线,确定分离要求,进行工艺参数计算得到回流比、进料位置、塔顶温度、塔底温度、进料组成、测线采出位置(多组分)、塔板数(板式塔)或填料高度(填料塔)等。
之后再进行流体力学计算,计算出板间距、压降、塔高、塔径等参数由此选出塔板类型或填料类型等塔内部件。
之后进行强度计算及校核,选出塔体壁厚及材料,最后确定控制方案。
2、工艺计算工艺计算是根据进料组成与分离要求计算工艺参数,分为手算与软件计算两种,目前工业上多用软件进行模拟,我们在Aspen教程中会重点进行讲解。
这里我们举一个最简单二元物系板式精馏塔的手动计算流程方便大家理解计算原理。
物料衡算与物性估算对于二元物性而言物料衡算很简单,但是对于多元物系就必须先规定轻重关键组分。
根据热力学方程估算物性参数,多采用逸度法或活度系数法。
同时计算出物系汽液相平衡方程。
确定塔板数根据物料衡算结果计算R(min)=L/D,实际回流比一般为最小回流比的1.2-2倍。
然后分别计算出精馏段、提馏段操作线方程。
采用操作线方程与汽液相平衡方程交替主板计算确定理论塔板数,或采用图解法原理相同。
再将理论塔板数除以塔板效率,得到实际塔板数。
实际设计流程工业上应用的精馏塔多是物系复杂,带侧线采出,实际实际中多采用FUG法计算。
3、流体力学计算与塔内部件设计流体力学计算多采用软件计算,而塔内部件多为定型部件或专利部件。
这里介绍几种常见的塔板。
4、强度计算与绘制装配图在完成内部设计之后,我们将根据压力、温度、介质环境等对塔体进行选材并计算出壁厚,载荷等参数。
并提出加工要求绘制装备图。
5、确定控制方案绘制PID图根据工艺要求,进行配套的仪表、阀门选型,确定控制方案,并绘制出带夹点控制的工艺流程图PID。
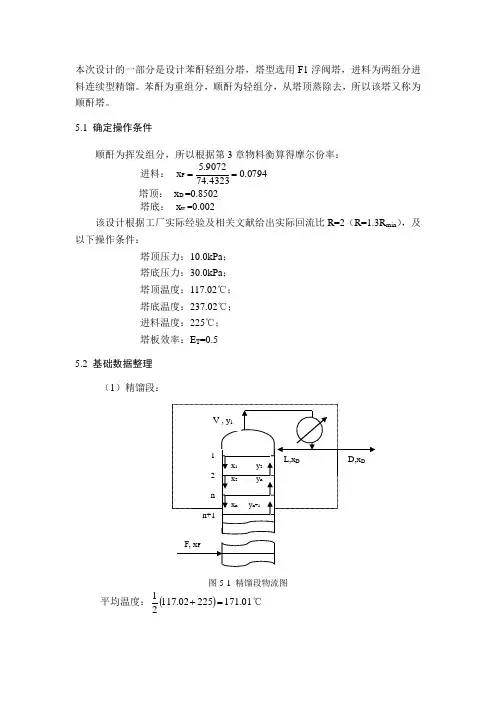
本次设计的一部分是设计苯酐轻组分塔,塔型选用F1浮阀塔,进料为两组分进料连续型精馏。
苯酐为重组分,顺酐为轻组分,从塔顶蒸除去,所以该塔又称为顺酐塔。
5.1 确定操作条件顺酐为挥发组分,所以根据第3章物料衡算得摩尔份率:进料: 794.0074.43239072.5x F ==塔顶: D x =0.8502塔底: w x =0.002该设计根据工厂实际经验及相关文献给出实际回流比R=2(R=1.3R min ),及以下操作条件: 塔顶压力:10.0kPa ;塔底压力:30.0kPa ; 塔顶温度:117.02℃; 塔底温度:237.02℃; 进料温度:225℃; 塔板效率:E T =0.5 5.2 基础数据整理 (1)精馏段:图5-1 精馏段物流图平均温度:()01.17122502.11721=+℃平均压力:()=⎥⎦⎤⎢⎣⎡⨯+⨯⨯-⨯333100.107519.75100.10100.30213103.015⨯pa 根据第3章物料衡算,列出精馏段物料流率表如下:标准状况下的体积: V 0=2512.779.42234.7880=⨯Nm 3/h操作状况下的体积: V 1=63610101.01003.1510101.027301.1712732512.779⨯+⨯⨯⨯+⨯=1103.2112 Nm 3/h气体负荷: V n =3064.036001103.2112= m 3/s气体密度: =n ρ0903.32112.11033409.2240= kg/m 3液体负荷: L n =9470.036003409.2240= m 3/s171.01℃时 苯酐的密度为1455kg/m 3(2)提馏段:图5-2 提馏段物料图平均温度:()01.23122502.23721=+℃ 入料压力:()Pa k 9.147519751030=-⨯-平均压力:()=+0.309.142122.5kPa 根据第3章物料衡算列出提馏段内回流如下图:表5-2 提馏段内回流标准状况下的体积:='0V 4054.4974.222056.22=⨯Nm 3/h 操作状态下的体积:='1V 63610101.0105.2210101.027301.2312734054.497⨯+⨯⨯⨯+⨯ =751.0162 Nm 3/h气体负荷:V m =2086.03600751.0162=m 3/s气体密度 m ρ=7022.110162.7518788.5420=kg/m 3查得进料状态顺酐与苯酐混合物在温度225℃下,含顺酐 5.41(wt)%,密度1546kg/m 3。
精馏塔严格计算模块 radfrac 公式(一)精馏塔严格计算模块 radfrac 公式1. 引言精馏塔是一种常用的化工设备,在化工工艺的应用中起着重要的作用。
为了准确计算和设计精馏塔,我们可以使用精馏塔严格计算模块 radfrac,该模块中包含了多个公式用于精确计算和模拟精馏塔的性能。
2. 相关公式以下是一些与精馏塔严格计算模块 radfrac 相关的公式:精馏塔传质计算公式•塔内液相总摩尔流率公式•塔内汽相总摩尔流率公式•传质系数计算公式精馏塔热力计算公式•塔顶液相温度计算公式•塔底汽相温度计算公式•塔内液相温度计算公式•塔内汽相温度计算公式•热效应计算公式精馏塔塔板计算公式•塔板上液相摩尔流率公式•塔板上汽相摩尔流率公式•塔板塔筐液相压强计算公式•塔板塔筐汽相压强计算公式3. 具体例子和解释精馏塔传质计算公式•塔内液相总摩尔流率公式:该公式用于计算精馏塔内液相的总摩尔流率。
例如,如果精馏塔内液相摩尔流率为10mol/s,可以使用下述公式计算:LiquidFlowrate = 10mol/s•传质系数计算公式:该公式用于计算精馏塔内的传质系数,以衡量液相和汽相之间的质量传递速度。
例如,传质系数为 mol/m^2s,可以使用下述公式计算:MassTransferCoefficient = mol/m^2s精馏塔热力计算公式•塔顶液相温度计算公式:该公式用于计算精馏塔顶部液相的温度。
例如,塔顶液相温度为80°C,可以使用下述公式计算:TopLiquidTemperature = 80°C•热效应计算公式:该公式用于计算精馏塔内的热效应,即液相和汽相之间的能量传递速率。
例如,热效应为500 kJ/mol,可以使用下述公式计算:HeatEffect = 500 kJ/mol精馏塔塔板计算公式•塔板上液相摩尔流率公式:该公式用于计算精馏塔塔板上液相的摩尔流率。
例如,塔板上液相摩尔流率为2 mol/s,可以使用下述公式计算:LiquidFlowrateOnTray = 2 mol/s •塔板塔筐汽相压强计算公式:该公式用于计算精馏塔塔板上塔筐内汽相的压强。
第2章精馏塔的设计计算2.1 进料状况设计中采用泡点进料,塔顶上升蒸汽采用全冷凝器冷凝,冷凝液在泡点下回流至塔内该物系属易分离物系,最小回流比较小,故操作回流比取最小回流比的1.7倍。
塔釜采用间接蒸汽加热具体如下:塔型的选择本设计中采用浮阀塔。
2.2 加料方式和加料热状况加料方式和加料热状况的选择:加料方式采用泵加料。
虽然进料方式有多种,但是饱和液体进料时进料温度不受季节、气温变化和前段工序波动的影响,塔的操作比较容易控制;此外,饱和液体进料时精馏段和提馏段的塔径相同,无论是设计计算还是实际加工制造这样的精馏塔都比较容易,为此,本次设计中采取泡点进料。
2.3 塔顶冷凝方式塔顶冷凝采用全冷凝器用水冷却。
甲醇和水不反应而且容易冷却,故使用全冷凝器,塔顶出来的气体温度不高冷凝回流液和产品温度不高无需进一步冷却,此分离也是为了得到甲醇故选用全冷凝器。
2.4 回流方式回流方式可分为重力回流和强制回流,对于小型塔冷凝器一般安装在塔顶。
其优点是回流冷凝器无需支撑结构,其缺点是回流控制较难。
需要较高的塔处理或因为不易检修和清理,这种情况下采用强制回流.故本设计采用强制回流。
2.5加热方式加热方式为直接加热和间接加热。
直接加热由塔底进入塔内。
由于重组分是水故省略加热装置。
但在一定的回流比条件下,塔底蒸汽对回流有稀释作用,使理论板数增加,费用增加,间接蒸汽加热器是塔釜液部分汽化维持原来浓度,以减少理论板数。
本设计采用间接蒸汽加热。
2.6工艺流程简介连续精馏装置主要包括精馏塔,蒸馏釜(或再沸器),冷凝器,冷却器,原料预热器及贮槽等.原料液经原料预热器加热至规定温度后,由塔中部加入塔内.蒸馏釜(或再沸器)的溶液受热后部分汽化,产生的蒸汽自塔底经过各层塔上升,与板上回流液接触进行传质,从而使上升蒸汽中易挥发组分的含量逐渐提高,至塔顶引出后进入冷凝器中冷凝成液体,冷凝的液体一部分作为塔顶产品,另一部分由塔顶引入塔内作为回流液,蒸馏釜中排出的液体为塔底的产品。
精馏塔的简洁计算公式精馏塔是一种用于分离液体混合物的设备,通过不同组分的沸点差异来实现分离。
在工程设计和操作中,需要对精馏塔进行计算和分析,以确保其正常运行和达到预期的分离效果。
在本文中,我们将介绍精馏塔的简洁计算公式,帮助读者更好地理解和应用这些公式。
1. 精馏塔的传质效率公式。
精馏塔的传质效率是评价其性能的重要指标之一。
传质效率通常用塔板数或高度来表示,其计算公式如下:N = HETP × (n-1)。
其中,N表示塔板数或塔高度,HETP表示每塔板传质高度,n表示理论板数。
2. 精馏塔的塔板压降公式。
塔板压降是精馏塔运行中需要考虑的重要参数之一。
塔板压降的计算公式如下:ΔP = ρ× g × H × (1-ε) + ΔPv。
其中,ΔP表示塔板压降,ρ表示液体密度,g表示重力加速度,H表示塔板高度,ε表示塔板孔隙率,ΔPv表示气体速度压降。
3. 精馏塔的塔顶温度计算公式。
精馏塔的塔顶温度是其操作中需要重点关注的参数之一。
塔顶温度的计算公式如下:T = T0 + ΔT。
其中,T表示塔顶温度,T0表示进料温度,ΔT表示塔顶降温。
4. 精馏塔的塔板液体高度计算公式。
塔板液体高度是精馏塔操作中需要实时监测和控制的参数之一。
塔板液体高度的计算公式如下:H = H0 + ΔH。
其中,H表示塔板液体高度,H0表示初始液位高度,ΔH表示液位变化量。
5. 精馏塔的塔板塔顶气体速度计算公式。
塔板塔顶气体速度是精馏塔操作中需要关注的参数之一。
塔板塔顶气体速度的计算公式如下:V = Q / A。
其中,V表示塔板塔顶气体速度,Q表示气体流量,A表示塔板横截面积。
总结。
精馏塔是一种重要的分离设备,其性能和操作参数需要通过计算和分析来进行评估和控制。
本文介绍了精馏塔的传质效率、塔板压降、塔顶温度、塔板液体高度和塔板塔顶气体速度的计算公式,希望能对读者有所帮助。
当然,精馏塔的计算和分析涉及到更多的参数和复杂的情况,需要结合具体的工程实际情况进行综合分析和计算。
第一章 精馏塔工艺设计计算本设计任务为分离乙醇-丙醇混合物。
对于二元混合物的分离,应采用连续精馏流程。
设计中采用气液混合进料,将原料通过预热器加热至指定温度后送入精馏塔内。
塔顶上升蒸气采用全凝器冷凝,冷凝液在泡点下一部分回流至塔内,其余部分作为产品冷却后送至储罐。
随着全球能源紧缺,国家节能降耗方案的提出。
故操作回流比取最小回流比的 1.5倍。
以减少塔釜的加热负荷。
塔釜采用间接蒸汽加热,塔底产品经冷却后送至储罐。
1.1原料液及塔顶,塔底产品的摩尔分率0.2980.9180.018F D W x x x === 1.2 物料衡算总物料衡算:W D F += 即100D W += ……………………………………………(1-1) 易挥发组分物料衡算:Fw D Fx Wx Dx =+即 0.9180.0180.298D W F ⨯+⨯=⨯ …………………………………(1-2)1112 =31.111 kmol/h =68.889kmol/h D W --解()()得,46.07kg kmol 60.10kg kmol A B M M ==乙醇的摩尔质量丙醇的摩尔质量x =0.298Fx =0.918Dx 0.018F =1.3 相对挥发度的计算0.298y 0.464F F ==由X , 0.46410.464==2.0400.29810.298F α--得0.918y 0.955W D ==由X , 0.95510.955==1.8960.91810.918D α--得0.018y 0.034W W ==由X , 0.03410.034==1.9200.01810.018W α--得精馏段的平均相对挥发度:1= 1.9682F Dααα+=提馏段的平均相对挥发度:2= 1.9802F Wααα+=1.4 最小回流比的确定气液相平衡方程为 1.9681(1)1(1.9681)n nn n nx x y x x αα==+-+-得 1.9680.968nn ny x y =-0.298F X ==q 由泡点进料:q=1,X 代入上式解得: 0.455q y =min 0.9180.4552.9500.4550.298D q q qx y R y x --===--取操作回流比为 min 1.52 2.950 4.425R R ==⨯=1.5 操作线方程的确定 精馏段操作线方程:111+++=+R x x R Ry Dn n得:10.8160.169n n y x +=+提馏段操作线方程:1111n n W R F D F D y x x R R ++-=-++0.9180.0183.2140.2980.018D W F W x x F D x x --===-- 1 1.4080.007n n y x +=-111121α0.976,0.9180.863,1(α-1)D x y x y x y x =====+由由相平衡方程得由精馏段操作线方程得同理求以下。
精馏塔设计与优化精馏塔的设计与优化1.精馏塔的设计精馏塔的设计牵涉到众多的参数:产品组成、产品的流量、操作压力、塔板数、进料位置、回流比、再沸器热负荷、冷凝器冷却负荷、塔径、塔高。
精馏塔设计中常见的情况是已知进料条件,即进料物流的流量F、组成z i、温度T F、压力P F。
通常也会指定塔顶产品的中轻关键组分浓度x D,LK和塔底产品的重关键组分浓度x B,HK[1]。
因此,设计的问题就在于确立精馏塔的操作压力,塔板数,进料位置,回流比,以得到期望纯度的产品。
当确定了操作压力、塔板数、进料位置、回流比以及期望的产品纯度,则相应的再沸器热负荷、冷凝器冷却负荷、塔顶及塔底流量、塔径、塔高也即为定值(具体的塔板类型及换热器结构不在讨论范围之内)。
计算机编程能够精确的求解MESH方程组,但是简捷计算法仍被用于设计任务的初期,并且在界定问题上作为计算机的辅助手段,具有智能指导性的简捷计算法可以减少计算机的耗时和费用[2]。
1.1.操作压力的确定对于绝大多数精馏塔的设计问题而言,选择独立操作塔(即与过程中其余部分无能量集成的塔)的操作压力是一项相对简单的,直截了当的任务,考虑的重点只是塔顶馏出物的冷凝温度,使其能够在炎热的夏季也能用自来水将蒸汽冷凝下来[3]。
1.2.塔板数与回流比的计算在多组分精馏中,由于产品浓度不能完全确定,二元精馏中十分有效的逐板计算法在多元精馏中遇到了困难,多元精馏的设计计算至今尚无通用有效的方法,只能应用核算型算法经多方案试算比较,得到合适的设计结果[4]。
图解法(即McCabe-Thiele法)能很好地图示出VLE、回流比、塔板数,但该方法仅限于二元体系。
随着组分数的增多,图解法也无法应用了。
在多组分精馏中,对于有恒定α的多组分系统,可以用Underwood法求得最小回流比的精确解,其方程式为:n j F,jj=1j n j D,j m j=1j αx =1-qα-θαx R +1=α-θ∑∑ (1)经验表明,最佳回流比的值往往处在1.03<="" m="" p="" r="" 和malone="" 方程的表达式[3]:="" 等于="" 给出了可以用来代替underwood="">BC AF AC AF BF AF CF a (x +x )x A/BC: Rm = + fx (a -a )fx (a -1)1f=1+x 100(x +x )/(a -1)+x /(a -1)AB/C Rm=(x +x )(1+x x )式中,: (2) 在多组分精馏中,对于有恒定α的多组分系统,Fenske 导出了全回流条件下的最小塔板数的表达式:,,,,,lg[()()]lg D lk B hk D hk B lk m lk hk x x x x N α= (3) 式中αlk,hk 是轻关键组分对重关键组分的相对挥发度,下标lk 指轻关键组分,hk 指重关键组分。
一.
精馏塔优化设计计算
【设计要求】
375.71吨/溶度35wt%,产品溶
度84(wt%),易挥发组分回收率0.98,1476小时。
进料热状况自选
回流比自选
单板压降≤0.7 kPa
塔底温度100104℃
本设计任务为分离二甲基亚砜-
升蒸汽采用全凝器冷凝,冷凝液在泡点下一部分回流至塔
物系属易分离物系,,2倍。
塔釜采用间接蒸汽加热,
1
二甲基亚砜摩尔质量MA=78.13kg/kmol
水的摩尔质量MB=18 kg/kmol
X F==0.7
X D==0.96
M F=0.3×78.13+0.7×18=36.04 kg/kmol
M D=0.96×78.13+0.04×18=75.72 kg/kmol
3.物料衡算
原料处理量F==7.06
水回收率衡算;=0.98 D=5.04
总物料衡算7.06=D+W
水物料衡算7.06×0.3=0.04D+WX W
联立解得D=5.04kmol/h W=2.02kmol/h X w=0.05
气液平衡数据
6KPa下二甲基亚砜-水溶液平衡与温度的关系
根据上表,利用内插法求进料,塔顶,塔底温度,由=得;塔顶;=T D=40.8°C+
塔釜;=T W=96.7°C
进料;=T F=48.1°C
原料液,溜出液与釜残液的含量与温度
相对挥发度的计算
根据上表,利用内插法急速那精馏段和提馏段对应的气液相摩尔分率,得;精馏段;t1==44.45°C
==X=0.75 y=0.98
提馏段;t2==72.4°C
==X=0.3 y=0.85
将X1 Y1 X2 Y2分别带入气液平衡方程,得a1=16.3 a2=13.2
a=(a1a2)0.5=14.67
最小回流比及操作回流比的确定
由泡点进料,可得X q=XF=0.7;
Y q==o.97
R min===-0.03
一般回流比取最小回流比的2倍
即R=2R min=0.1×2=0.2。