水玻璃精密铸造低温蜡工艺流程图
- 格式:pdf
- 大小:63.41 KB
- 文档页数:2
精密铸造各工序操作规程及注意事项压蜡工序工艺操作规程及注意事项一.工艺要求:室温:24±2℃,蜡缸温度:54±2℃射蜡嘴温度: 54±2℃压射压力:3.5-4.0mpa保压时间:视蜡模大小,壁厚而定(一般为6-8秒)冷却水温度:≤20℃二.操作程序:1.检查压蜡机油压,保温温度,操作按钮是否正常,按照技术规定调整压蜡机压射压力,射蜡嘴温度,保压时间,冷却时间等。
2.从保温箱中取出蜡缸,装在压蜡机上,挤出上部混有空气的蜡料。
3.将模具放在压蜡机工作台面上,调整射蜡嘴使之与模具注蜡口高度一致,检查模具所有芯子,活块位置是否正确,模具开合是否顺利。
4.打开模具,喷薄薄一层分型剂,合型,对准射蜡嘴。
5.双手按动工作按钮,压制蜡模。
6.抽出芯子,打开模具,小心取出蜡模,放在工作台一侧,合上模具开始压下一件,同时对该件粗略检查无缺陷后按要求放入冷却水中或放入存放盘中冷却,冷却时间为4小时,注意有以下缺陷的蜡模应报废:(1)因模料中卷入空气,蜡模局部有鼓起的;(2)蜡模任何部位有缺陷的;(3)蜡模有变形不能简单修复的;(4)尺寸不符合规定的。
7.清除模具上残留的模料,注意只能用竹刀,不可用金属刀片清除残留模料,防止模具型腔及分型面受损,用压缩空气气嘴吹净模具分型面。
芯子上的蜡屑等,视模具结构及使用情况每2-10件喷一次分型剂。
8.及时将蜡模从冷却水中轻轻取出,用压缩空气吹净蜡屑及水珠,并进行自检,将合。
放入存放盘中。
9.每班下班或模具使用完毕后,应用软布或棉棒清理模具,如发现模具有损伤或不正常,应立即报告领班,由领班处理。
并清扫压蜡机,工具及现场,做到清洁、整齐。
三.注意事项:1.压制蜡模时,首先必须进行检查,确认合格后,方可进行操作,压蜡模过程中不能轻易变动压制参数。
2.模具型腔不要喷过多的分型剂,并要均匀,必要时可用压缩空气气嘴辅助将分型剂吹均匀。
3.使用新模具时,务必弄清模具组装,拆卸顺序,蜡模取出方法。

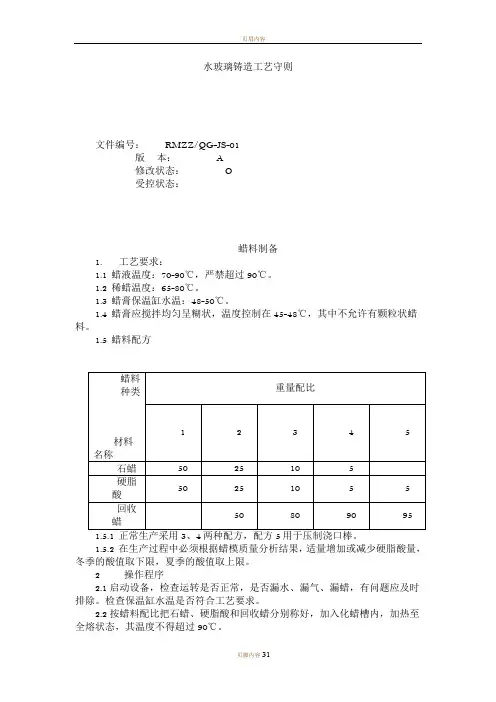
水玻璃铸造工艺守则1蜡料制备1. 工艺要求:1.1 蜡液温度:70-90℃,严禁超过90℃。
1.2 稀蜡温度:65-80℃。
1.3 蜡膏保温缸水温:48-50℃。
1.4 蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。
1.5.1 正常生产采用3、4两种配方,配方5用于压制浇口棒。
1.5.2 在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬季的酸值取下限,夏季的酸值取上限。
2 操作程序2.1 启动设备,检查运转是否正常,是否漏水、漏气、漏蜡,有问题应及时排除。
检查保温缸水温是否符合工艺要求。
2.2 按蜡料配比把石蜡、硬脂酸和回收蜡分别称好,加入化蜡槽内,加热至全熔状态,其温度不得超过90℃。
2.3 把蜡液送到蜡膏搅拌机盛蜡槽内。
2.4 将搅蜡缸内加入三分之二的蜡片,启动搅拌机进行搅蜡直至呈糊状蜡料为止。
3 注意事项3.1 稀蜡需用100目筛过滤,去掉杂质后方能使用。
3.2 不允许有影响质量的空气和水分混入蜡膏中。
3.3 化蜡槽和盛蜡槽每月清理两次。
3.4 蜡膏保温缸、搅蜡缸属于压力容器,应定期检查有关紧固件及密封机构的使用情况,发现问题应及时处理,正常工作压力严禁超过0.50MPa。
4 检查项目每班必须测量蜡液温度和保温水温度3-4次,控制在工艺要求范围内并做好原始记录。
蜡模制造1 工艺要求1.1 室温:16-28℃(最高不超过30℃)。
1.2 蜡膏压注温度:45~48℃,压力:0.3~0.5 MPa,保压时间:3~10秒。
1.3 压蜡冷却水温,14~24℃,冷却时间:20~100秒。
1.4蜡模冷却水温,14~24℃,冷却时间:10~60min。
1.5蜡模清洗液温度,20~28℃,清洗液中加入0.01% JFC。
1.6 脱模剂:ZF201.1.7蜡模表面光洁度,形状完整,轮廓清洗,尺寸合格,不允许有缩陷,凸包裂纹等缺陷。
2 操作程序2.1 手工制模2.1.1检查压型的分型面、型腔、脱模机构、定位销、紧固件应完整清洁。

技术管理文件水玻璃铸造工艺守则文件编号:RMZZ/QG-JS-01版本:A修改状态:O受控状态:编制:日期:2004-3-1蜡料制备1.工艺要求:1.1 蜡液温度:70-90℃,严禁超过90℃。
1.2 稀蜡温度:65-80℃。
1.3 蜡膏保温缸水温:48-50℃。
1.4 蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。
1.5 蜡料配方1.5.1 正常生产采用3、4两种配方,配方5用于压制浇口棒。
1.5.2 在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬季的酸值取下限,夏季的酸值取上限。
2操作程序2.1 启动设备,检查运转是否正常,是否漏水、漏气、漏蜡,有问题应及时排除。
检查保温缸水温是否符合工艺要求。
2.2 按蜡料配比把石蜡、硬脂酸和回收蜡分别称好,加入化蜡槽内,加热至全熔状态,其温度不得超过90℃。
2.3 把蜡液送到蜡膏搅拌机盛蜡槽内。
2.4 将搅蜡缸内加入三分之二的蜡片,启动搅拌机进行搅蜡直至呈糊状蜡料为止。
3注意事项3.1 稀蜡需用100目筛过滤,去掉杂质后方能使用。
3.2 不允许有影响质量的空气和水分混入蜡膏中。
3.3 化蜡槽和盛蜡槽每月清理两次。
3.4 蜡膏保温缸、搅蜡缸属于压力容器,应定期检查有关紧固件及密封机构的使用情况,发现问题应及时处理,正常工作压力严禁超过0.50MPa。
4检查项目每班必须测量蜡液温度和保温水温度3-4次,控制在工艺要求范围内并做好原始记录。
蜡模制造1 工艺要求1.1 室温:16-28℃(最高不超过30℃)。
1.2 蜡膏压注温度:45~48℃,压力:0.3~0.5 MPa,保压时间:3~10秒。
1.3 压蜡冷却水温,14~24℃,冷却时间:20~100秒。
1.4蜡模冷却水温,14~24℃,冷却时间:10~60min。
1.5蜡模清洗液温度,20~28℃,清洗液中加入0.01% JFC。
1.6 脱模剂:ZF201.1.7蜡模表面光洁度,形状完整,轮廓清洗,尺寸合格,不允许有缩陷,凸包裂纹等缺陷。
精密铸造工艺流程录目录1、精密铸造工艺流程2、射蜡3、修蜡4、射模头5、组树6、沾浆制壳7、脱蜡8、蜡回收9、壳模烧结10、熔炼浇铸11、筑炉12、筑衬修补13、高周波炉安全守则14、高周波炉日常维护15、熔铸意外情况处理16、震壳17、吊钩喷砂18、切割19、磨浇口20、碱煮21、高压喷砂22、环带抛丸23、氩焊整形24、退火25、整形26、包货出货精密铸造工艺流程射蜡——修蜡——品检——组树——沾浆制壳——脱蜡——蜡回收——壳模烧结——熔炼浇铸——震壳——吊钩喷砂——切割——品检——磨浇口——退火——碱煮——环带抛丸——高压喷砂——酸洗钝化——氩焊整修——品检入库——包货出货射蜡一.作业程序:1.启动射蜡机电电源,打开蜡桶、料管、蜡头电热,设定温度52~60℃,可按需要在范围内做少量调整。
2.打开循环水泵,启动冰水机电源。
3.启动油泵,设定工作压力10~30kg/㎡,保证蜡磨形状清晰饱满。
4.压下油压手柄,拉出蜡缸座,从蜡保温槽中提出已经保温好的蜡缸,放入蜡缸座中,平稳推进到位,使油缸压缸与活塞吻合良好,抬起油压手柄。
5.调整射蜡几台高度,使射咀高度与模具射咀高度平。
6.调整压板高度及位置,一般高于模具3~5公分,位于模具正中。
7.检查模具有无损坏、字块、抽芯、定位销等是否损坏、变形、松动。
8.根据产品大小厚薄设定射蜡时间,一般5~20秒,保证蜡模形状清晰饱满。
9.设定冷却时间及退模时间,一般0.5~1秒不等。
10.将记数器归零位。
11.将模具打开,用气枪清除模具中蜡屑、水迹,然后刷或喷少量离型剂,合模并检查分模面结合严密、插销全部插好后待蜡模内蜡完全融化一切正常后,手从侧面将模具推压板下,将射咀对准,双手压下开关射蜡。
12.待射蜡动作完成,压板抬起后,将模具拉出,用起模刀撬动打开,用气枪辅助,小心取出蜡陪胚,用小刀将射蜡道切断,将蜡胚置于冷却水中,注意不得变形、碰撞、损坏外观,待硬化后捞入盘内,摆放整齐,每盘应放一张填写好的射蜡单。
蜡铸造的基本工艺流程蜡铸造是一种古老而神奇的金属加工工艺,它能将我们的创意和想象转化为精美的金属制品。
下面我就以专家的身份,给大家详细讲讲蜡铸造的基本工艺流程。
一、制作蜡模1.1 设计与构思得有个清晰的设计蓝图,想好要做啥样的东西,这就像盖房子得先有图纸一样。
心里有数,才能动手。
1.2 雕刻蜡模根据设计,用蜡块精心雕刻出想要的形状。
这可是个细活,需要耐心和手艺,就跟绣花似的,一点儿都不能马虎。
二、制作铸型2.1 准备模具有了蜡模,就得准备铸型的模具。
这模具就好比是个容器,得能装得下蜡模,还得能承受住后续的铸造过程。
2.2 灌浆与固化把特殊的材料灌进模具里,等它固化变硬,这一步得把握好时间和材料的比例,不然容易出岔子。
2.3 脱模与修整固化好了,把模具打开,取出里面的型体,再稍微修整修整,让它更完美。
三、熔炼与浇注3.1 熔炼金属把选好的金属材料放到熔炉里,加热到足够高的温度,让它化成液态。
这时候火候很关键,“差之毫厘,谬以千里”,温度不够或者过高都不行。
3.2 浇注金属液将熔化好的金属液小心翼翼地倒进铸型里,速度和角度都有讲究,得保证金属液能均匀地充满整个型腔。
四、清理与后处理等金属冷却凝固后,把铸型敲掉,取出铸件。
然后对铸件进行清理、打磨、抛光等一系列处理,让它变得光滑闪亮,这就好比是给灰姑娘穿上了漂亮的水晶鞋。
蜡铸造可不是一件简单的事儿,每一个步骤都需要精心操作,容不得半点马虎。
但当你看到最终那精美的成品时,所有的辛苦都值了!这就是蜡铸造的魅力所在,能让梦想照进现实,把平凡变成非凡。
水玻璃铸造工艺守则文件编号:RMZZ/QG-JS-01版本:A修改状态:O受控状态:蜡料制备1. 工艺要求:1.1 蜡液温度:70-90℃,严禁超过90℃。
1.2 稀蜡温度:65-80℃。
1.3 蜡膏保温缸水温:48-50℃。
1.4 蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。
1.5 蜡料配方1.5.2 在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬季的酸值取下限,夏季的酸值取上限。
2 操作程序2.1 启动设备,检查运转是否正常,是否漏水、漏气、漏蜡,有问题应及时排除。
检查保温缸水温是否符合工艺要求。
2.2 按蜡料配比把石蜡、硬脂酸和回收蜡分别称好,加入化蜡槽内,加热至全熔状态,其温度不得超过90℃。
2.3 把蜡液送到制膏机内。
2.4启动制膏机进行打蜡制膏直至呈糊状蜡料为止。
3 注意事项3.1 稀蜡需用100目筛过滤,去掉杂质后方能使用。
3.2 不允许有影响质量的空气和水分混入蜡膏中。
3.3 化蜡槽和盛蜡槽每月清理两次。
3.4 蜡膏保温缸、搅蜡缸属于压力容器,应定期检查有关紧固件及密封机构的使用情况,发现问题应及时处理,正常工作压力严禁超过0.50MPa。
4 检查项目每班必须测量蜡液温度和保温水温度3-4次,控制在工艺要求范围内并做好原始记录。
蜡模制造1 工艺要求1.1 室温:16-28℃(最高不超过30℃)。
1.2 蜡膏压注温度:45~48℃,压力:0.3~0.5 MPa,保压时间:3~10秒。
1.3 压蜡冷却水温,14~24℃,冷却时间:20~100秒。
1.4蜡模冷却水温,14~24℃,冷却时间:10~60min。
1.5蜡模清洗液温度,20~28℃,清洗液中加入0.01% JFC。
1.6 脱模剂:ZF201.1.7蜡模表面光洁度,形状完整,轮廓清洗,尺寸合格,不允许有缩陷,凸包裂纹等缺陷。
2 操作程序2.1 手工制模2.1.1检查压型的分型面、型腔、脱模机构、定位销、紧固件应完整清洁。
铸造工艺流程图铸造(founding)铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造毛胚因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代机械制造工业的基础工艺之一。
铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理。
铸造金属是指铸造生产中用于浇注铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。
金属熔炼不仅仅是单纯的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、化学成分和纯净度方面都符合预期要求。
为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。
有时,为了达到更高要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。
熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
不同的铸造方法有不同的铸型准备内容。
低温蜡射蜡工艺规范1、蜡料的配制石蜡和硬脂酸按1∶1(质量分数)进行配制,蜡料不允许混入水及其它脏物。
2、蜡膏的配制取保温缸中的蜡水与蜡屑按1∶2(质量分数)在蜡糊搅拌机上进行充分的搅拌;蜡糊搅拌机的温度设定在60~65℃之间,要求配制的蜡膏具有一定的流动性,手感均匀、细腻、无碎块。
3、蜡样收缩率的控制压注ф100蜡样的收缩率控制在0.9~0.11%之间,要求每工作日检测一次。
4、蜡料温度的控制蜡料溶化缸温度设定在90±5℃,不允许超过95℃;保温缸温度控制在80±5℃;射蜡保温缸温度控制在48~50℃,射蜡嘴温度控制在54~60℃范围内。
5、制作蜡件的蜡料可用经过回收处理的旧蜡料,但配制蜡膏时要添加15~30%的新蜡。
6、射蜡工艺参数射蜡压力0.2~0.4Mpa,保压时间1~3分钟,根据蜡件的尺寸大小及壁厚、结构状况进行选定。
7、对于具有盲孔的蜡件,为便于抽芯,允许在平厚处扎穿1~2个直径3~5mm的空洞,然后用红蜡修补上。
8、应经常清洁模具上各接合面,以保证蜡件的尺寸精度。
9、蜡件冷却水温度控制在20~25℃之间。
10、分模剂采用变压器油或锭子油,不允许用机油。
蜡件的检验及修补1、蜡件必须逐个进行清理,修除批缝、毛刺及污物。
2、蜡件允许用红蜡进行修补,但必须保证表面的光洁度。
3、蜡件必须100%检验,不允许存在冷隔、浇不足、缩陷、裂纹、鼓包、变形、表面粗糙等。
4、蜡件的几何尺寸在每班生产过程中进行抽检,但对重要尺寸要求的蜡件需100%检验。
脱脂1、清洗液的配比洗洁精或洗衣粉按水重的0.3~0.5%加入清洁水中并搅拌均匀。
2、组树后模组放入清洗槽中脱脂,并用清水漂洗干净,然后挂在车上。
组树1、按工艺要求选择合适的模头及组树方法进行组树。
2、组焊蜡件时要求排列整齐、间距匀称,间隔应不小于一指头。
3、组焊时要防止虚焊,蜡瘤要刮干净。
水玻璃型壳制壳工艺规范1、面层及二层按硅溶胶壳模作业指导书进行操作。
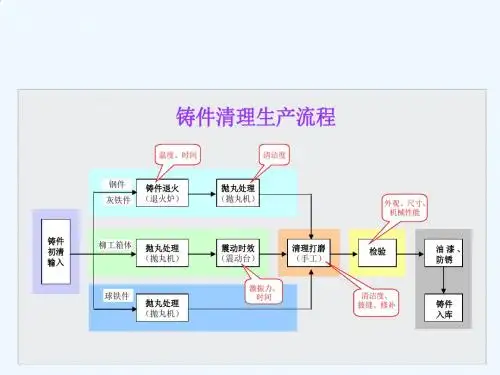
铸造工艺流程图铸造工艺是一种将熔化金属注入模具中,然后冷却凝固成型的制造方法。
它是制造金属零部件的重要工艺之一,广泛应用于汽车、航空航天、机械制造等领域。
铸造工艺流程图是对铸造工艺整个流程进行图形化展示,以便于工作者和管理者了解和掌握整个生产过程。
本文将详细介绍铸造工艺流程图的制作和应用。
首先,铸造工艺流程图的制作需要对整个生产过程进行系统分析和梳理。
例如,对于铸造工艺来说,需要包括原料准备、熔炼、浇注、冷却、脱模、清理等环节。
在分析的过程中,需要考虑到每个环节的工艺参数、设备要求、质量控制点等关键信息,以便在流程图中清晰地表达出来。
其次,制作铸造工艺流程图需要选择合适的图形符号和标识。
一般来说,可以使用流程图、示意图、工艺图等形式,结合箭头、方框、圆圈、文字说明等元素来展现整个生产过程。
在选择图形符号和标识时,需要考虑到其表达能力和易读性,以便于工作者和管理者能够迅速理解和掌握生产流程。
然后,铸造工艺流程图的制作需要注重清晰和简洁。
在绘制流程图的过程中,需要遵循从左到右、从上到下的阅读顺序,确保整个流程图的逻辑清晰、条理分明。
同时,需要尽量简化图形和文字的表达,避免过多的细节和冗长的说明,以便于快速把握整个流程。
最后,铸造工艺流程图的应用需要与生产实际相结合。
制作好的流程图需要在生产现场进行推广和应用,以便于工作者和管理者能够根据流程图进行生产操作和管理决策。
同时,需要不断对流程图进行更新和完善,以适应生产工艺的变化和优化。
综上所述,铸造工艺流程图的制作和应用是铸造工艺管理的重要环节。
通过系统分析和梳理生产过程,选择合适的图形符号和标识,注重清晰和简洁的表达,结合生产实际进行应用,可以有效提高铸造工艺的生产效率和质量水平。
希望本文对铸造工艺流程图的制作和应用能够给您带来一些启发和帮助。
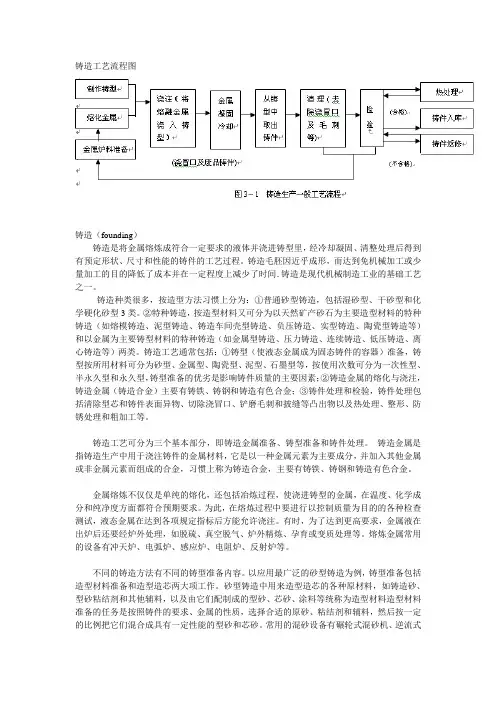
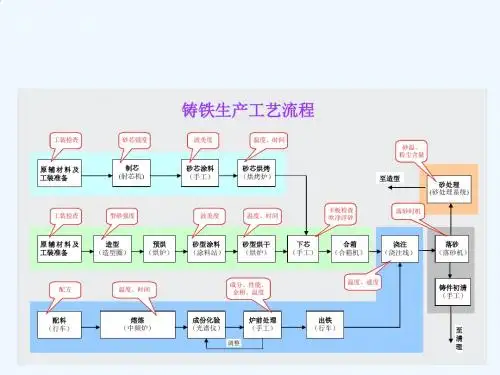
⽔玻璃精密铸造低温蜡⼯艺流程图⽔玻璃精密铸造低温蜡⼯艺流程图
⼀、模具图纸或样件模具
⼆、蜡型⽯蜡+硬脂酸保温组树模组清洗
熔化蜡⽔蜡膏搅拌
补充新蜡
蜡处理
三、制壳封浆⼲燥、硬化涂制⾯层
信息反馈③晾⼲、硬化四、浇注孕育、球化
浇注沾⽔急冷冷却凝固振动脱壳熔炼埋砂
光谱分析钢料抛丸清理回炉料
五、清理废品废品
2013年10⽉23⽇
编制:王佳平
磨削內浇⼝
终检⼊库
喷涂油漆
信息反馈⑥信息反馈⑤
信息反馈⑦⼊库复检磷化处理七、⼊库发货信息反馈⑧发货⼊库包装
机械加⼯六、后序加⼯。
技术管理文件水玻璃铸造工艺守则文件编号:RMZZ/QG-JS-01版本:A修改状态:O受控状态:编制:肖辉日期:2011-1-1蜡料及蜡膏制备1.工艺要求:1.1 蜡液温度:70-90℃,严禁超过90℃。
1.2 稀蜡温度:65-80℃。
1.3 蜡料搅拌机温度:48-50℃。
1.4 蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。
1.5 蜡料配方1.5.1 正常生产采用3、4两种配方,配方5用于压制浇口棒。
1.5.2 在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬季的酸值取下限,夏季的酸值取上限。
1.5.3回收蜡料应按照«蜡处理工序操作规程»执行,处理后的蜡料应加重量为原蜡料重量3--5%的硬脂酸,以补充消耗。
2操作程序2.1 启动MJZ70-300化蜡桶设备,检查运转是否正常,是否漏蜡、漏油,有问题应及时排除。
检查保温缸油温是否符合工艺要求。
2.2 按蜡料配比把石蜡、硬脂酸和回收蜡分别称好,加入化蜡桶内,加热至全熔状态,其温度不得超过90℃。
2.2启动M255蜡片机将处理合格的蜡锭切削成雪花状蜡屑待用。
2.3 把蜡液送到蜡料搅拌机内。
2.4 将搅蜡缸内加入约三分之二的蜡片,启动MJL-100搅拌机进行搅蜡直至呈均匀细腻糊状蜡料为止,蜡膏中不许有颗粒状蜡料,稀稠根据不同的蜡件分别调制。
3注意事项3.1 稀蜡需用100目筛过滤,去掉杂质后方能使用。
3.2 不允许有影响质量的空气和水分及其他杂质混入蜡膏中。
3.3 化蜡桶每周清理一次,清除掉底部的杂质。
3.4蜡料搅拌机内要每班后清理干净。
蜡模制作1 工艺要求1.1 室温:16-28℃(最高不超过30℃)。
1.2 蜡膏压注温度:45~48℃,压力:0.3~0.5 MPa,保压时间:3~10秒。
1.3 压蜡冷却水温,14--24℃1.4蜡模冷却水温,14--24℃,冷却时间:5--60min。
1.5蜡模要求:表面光洁度要高,形状完整,轮廓清洗,尺寸合格,不允许有缩陷,凸包裂纹等缺陷。
技术管理文件水玻璃铸造工艺守则文件编号:RMZZ/QG-JS-01版本:A修改状态:O受控状态:编制:日期:2004-3-1蜡料制备1. 工艺要求:1.1蜡液温度:70-90℃,严禁超过90℃。
1.2稀蜡温度:65-80℃。
1.3蜡膏保温缸水温:48-50℃。
1.4蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。
1.5蜡料配方1.5.1正常生产采用3、4两种配方,配方5用于压制浇口棒。
1.5.2在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬季的酸值取下限,夏季的酸值取上限。
2 操作程序2.1 启动设备,检查运转是否正常,是否漏水、漏气、漏蜡,有问题应及时排除。
检查保温缸水温是否符合工艺要求。
2.2 按蜡料配比把石蜡、硬脂酸和回收蜡分别称好,加入化蜡槽内,加热至全熔状态,其温度不得超过90℃。
2.3 把蜡液送到蜡膏搅拌机盛蜡槽内。
2.4 将搅蜡缸内加入三分之二的蜡片,启动搅拌机进行搅蜡直至呈糊状蜡料为止。
3 注意事项3.1 稀蜡需用100目筛过滤,去掉杂质后方能使用。
3.2 不允许有影响质量的空气和水分混入蜡膏中。
3.3 化蜡槽和盛蜡槽每月清理两次。
3.4 蜡膏保温缸、搅蜡缸属于压力容器,应定期检查有关紧固件及密封机构的使用情况,发现问题应及时处理,正常工作压力严禁超过0.50MPa。
4 检查项目每班必须测量蜡液温度和保温水温度3-4次,控制在工艺要求范围内并做好原始记录。
蜡模制造1 工艺要求1.1室温:16-28℃(最高不超过30℃)。
1.2蜡膏压注温度:45~48℃,压力:0.3~0.5MPa,保压时间:3~10秒。
1.3压蜡冷却水温,14~24℃,冷却时间:20~100秒。
1.4蜡模冷却水温,14~24℃,冷却时间:10~60min。
1.5蜡模清洗液温度,20~28℃,清洗液中加入0.01%JFC。
1.6脱模剂:ZF201.1.7蜡模表面光洁度,形状完整,轮廓清洗,尺寸合格,不允许有缩陷,凸包裂纹等缺陷。
水玻璃精密铸造低温蜡工艺流程图
一、模具图纸或样件模具
二、蜡型石蜡+硬脂酸保温组树模组清洗
熔化蜡水蜡膏搅拌
补充新蜡
蜡处理
三、制壳封浆干燥、硬化涂制面层
信息反馈③晾干、硬化四、浇注孕育、球化
浇注沾水急冷冷却凝固振动脱壳熔炼埋砂
光谱分析钢料抛丸清理回炉料
五、清理废品废品
2013年10月23日
编制:王佳平
磨削內浇口
终检入库
喷涂油漆
信息反馈⑥ 信息反馈⑤
信息反馈⑦ 入库复检 磷化处理 七、入库发货
信息反馈⑧ 发货 入库 包装
机械加工 六、后序加工。