基于焊缝形状的二维焊接温度场模拟热源模型_刘川
- 格式:pdf
- 大小:164.21 KB
- 文档页数:4
焊接热源的作用模式对于高能束焊接,由于产生较大的焊缝深宽比,说明焊接热源的热流沿焊件厚度方向施加了很大的影响,必须按某种恰当的体积分布热源来处理。
具体采用双椭球体分布热源。
由于激光沿焊接方向运动,激光热流是不对称分布的。
由于焊接速度的影响,激光前方的加热区域要比激光后方的少;加热区域不是关于激光中心线对称的单个的半椭球体,并且激光前后的半椭球体形状也不相同。
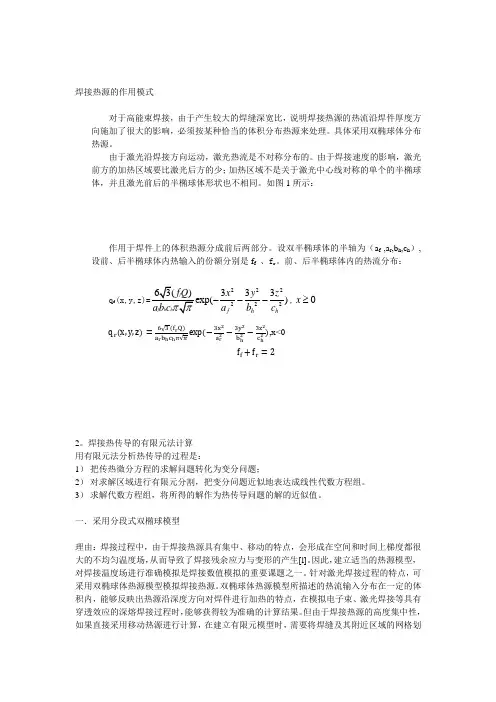
如图1所示:作用于焊件上的体积热源分成前后两部分。
设双半椭球体的半轴为(a f ,a r,b h,c h),设前、后半椭球体内热输入的份额分别是f f、f r。
前、后半椭球体内的热流分布:q f222222333)ff h hx y za b c---,0x≥q r(x,y,z)=√3 (f ra b cπ√π(−3x2a r2−3y2b h2−3z2c h2),x<0f f+f r=22。
焊接热传导的有限元法计算用有限元法分析热传导的过程是:1)把传热微分方程的求解问题转化为变分问题;2)对求解区域进行有限元分割,把变分问题近似地表达成线性代数方程组。
3)求解代数方程组,将所得的解作为热传导问题的解的近似值。
一.采用分段式双椭球模型理由:焊接过程中,由于焊接热源具有集中、移动的特点,会形成在空间和时间上梯度都很大的不均匀温度场,从而导致了焊接残余应力与变形的产生[l]。
因此,建立适当的热源模型,对焊接温度场进行准确模拟是焊接数值模拟的重要课题之一。
针对激光焊接过程的特点,可采用双椭球体热源模型模拟焊接热源。
双椭球体热源模型所描述的热流输入分布在一定的体积内,能够反映出热源沿深度方向对焊件进行加热的特点,在模拟电子束、激光焊接等具有穿透效应的深熔焊接过程时,能够获得较为准确的计算结果。
但由于焊接热源的高度集中性,如果直接采用移动热源进行计算,在建立有限元模型时,需要将焊缝及其附近区域的网格划分得很细,计算中也需要很多时间步进行迭代运算,这使得计算效率极为低下,从而对于一些实际复杂构件的焊接过程进行模拟实际上是不可行的。
焊接温度场仿真和热变形、应力仿真的基本理论和仿真流程1 前言焊接作为现代制造业必不可少的工艺,在材料加工领域一直占有重要地位。
焊接是一个涉及到电弧物理、传热、冶金和力学等各学科的复杂过程,其涉及到的传热过程、金属的融化和凝固、冷却时的相变、焊接应力和变形等是企业制造部门和设计人员关心的重点问题。
焊接过程中产生的焊接应力和变形,不仅影响焊接结构的制造过程,而且还影响焊接结构的使用性能。
这些缺陷的产生主要是焊接时不合理的热过程引起的。
由于高能量的集中的瞬时热输入,在焊接过程中和焊后将产生相当大的残余应力和变形,影响结构的加工精度和尺寸的稳定性。
因此对于焊接温度场合应力场的定量分析、预测有重要意义。
传统的焊接温度场和应力测试依赖于设计人员的经验或基于统计基础的半经验公式,但此类方法带有明显的局限性,对于新工艺无法做到前瞻性的预测,从而导致实验成本急剧增加,因此针对焊接采用数值模拟的方式体现出了巨大优势。
ANSYS作为世界知名的通用结构分析软件,提供了完整的分析功能,完备的材料本构关系,为焊接仿真提供了技术保障。
文中以ANSYS为平台,阐述了焊接温度场仿真和热变形、应力仿真的基本理论和仿真流程,为企业设计人员提供了一定的参考。
2 焊接数值模拟理论基础焊接问题中的温度场和应力变形等最终可以归结为求解微分方程组,对于该类方程求解的方式通常为两大类:解析法和数值法。
由于只有在做了大量简化假设,并且问题较为简单的情况下,才可能用解析法得到方程解,因此对于焊接问题的模拟通常采用数值方法。
在焊接分析中,常用的数值方法包括:差分法、有限元法、数值积分法、蒙特卡洛法。
差分法:差分法通过把微分方程转换为差分方程来进行求解。
对于规则的几何特性和均匀的材料特性问题,编程简单,收敛性好。
但该方法往往仅局限于规则的差分网格(正方形、矩形、三角形等),同时差分法只考虑节点的作用,而不考虑节点间单元的贡献,常常用来进行焊接热传导、氢扩散等问题的研究。
焊接过程中的温度场模拟及其优化焊接是一种热加工方法,通过热源将金属加热到熔化状态,使得两个金属材料在熔池的作用下相互融合,从而形成一个整体。
然而,焊接过程中的高温和温度梯度对材料的组织和性能产生了很大的影响。
因此,温度场模拟和优化是保证焊接接头质量的关键所在。
一、焊接温度场模拟的原理和方法温度场模拟是利用计算机数值分析方法,对焊接过程中材料受热冷却的过程进行模拟,以求得焊接接头的温度分布、热应力和变形等信息。
在焊接过程中,热源会产生高温,材料受热后产生热量逐渐扩散到材料周围,直至热量逐步消散。
因此,要进行温度场模拟首先需要建立完整的三维模型,并设定良好的热源参数、材料物性参数和边界条件等。
温度场模拟可以采用多种方法,如有限元法、有限差分法、边界元法等。
其中,有限元法是目前最常用的一种模拟方法。
有限元法的基本思想是将连续的物理空间划分为有限的单元,利用变分原理和微分方程求解每个单元的温度分布。
在实际模拟中,有限元法可以分为三个步骤:建立有限元模型、求解有限元方程、分析计算结果。
二、焊接温度场模拟的优化方法在焊接过程中,由于材料性质和接头几何形状等原因,产生的温度场分布不稳定,会导致接头形变和热应力,影响接头的质量。
因此,需要通过温度场模拟来优化焊接过程,减少焊接缺陷。
1、热源优化热源参数的优化是焊接温度场模拟的重要步骤。
通过调整热源功率、焊接速度、焊接角度等参数,可以对焊接过程进行控制。
热源功率是控制焊接温度场分布的关键因素。
在模拟过程中,可以通过调整热源功率控制焊接过程中的温度分布,达到控制热影响区大小和缩小焊缝宽度的效果。
2、材料参数优化焊接材料的物性参数是影响温度场分布的另一个关键因素。
不同材料的热传导系数、比热容等物性参数不同,会对温度场产生影响。
因此,在温度场模拟时需准确设置焊接材料的物性参数,以求得更真实、可靠的计算结果。
3、边界约束优化边界约束条件是影响焊接接头形变和变形的重要因素。
本文由老高咯贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
沈阳工业大学硕士学位论文焊接温度场和应力场的数值模拟姓名:王长利申请学位级别:硕士专业:材料加工工程指导教师:董晓强 20050310沈阳工业大学硕士学位论文摘要焊接是一个涉及电弧物理、传热、冶金和力学的复杂过程。
焊接现象包括焊接时的电磁、传热过程、金属的熔化和凝固、冷却时的相变、焊接应力和变形等。
一旦能够实现对各种焊接现象的计算机模拟,我们就可以通过计算机系统来确定焊接各种结构和材料的最佳设计、最佳工艺方法和焊接参数。
本文在总结前人的工作基础上系统地论述了焊接过程的有限元分析理论,并结合数值计算的方法,对焊接过程产生的温度场、应力场进行了实时动态模拟研究,提出了基于ANSYS软件为平台的焊接温度场和应力场的模拟分析方法,并针对平板堆焊问题进行了实例计算,而且计算结果与传统结果和理论值相吻合。
本文研究的主要内容包括:在计算过程中材料性能随温度变化而变化,属于材料非线性问题;选用高斯函数分布的热源模型,利用函数功能实现热源的移动。
建立了焊接瞬态温度分布数学模型,解决了焊接热源移动的数学模拟问题;通过改变单元属性的方法,解决材料的熔化、凝固问题;对焊缝金属的熔化和凝固进行了有效模拟,解决了进行热应力计算收敛困难或不收敛的问题;对焊接过程产生的应力进行了实时动态模拟,利用本文模拟分析方法,可以对焊接过程的热应力及残余应力进行预测。
本文建立了可行的三维焊接温度场、应力场的动态模拟分析方法,为优化焊接结构工艺和焊接规范参数,提供了理论依据和指导。
关键词:焊接,数值模拟,有限元,温度场,应力场沈阳工业大学硕士学位论文SimulationofweldingtemperaturefieldandstressfieldAbstractWeldingisacomplicatedphysicochemica/processwlfiehinvolvesinelectromagnetism,Mattransferring,metalmeltingandfreezing,phase?changeweldingSOstressanddeformationandon,Inordertogethighquafityweldingstmcttlre,thesefactorshavetobecontrolled.Ifcanweldingprocessbesimulatedwithcomputer,thebestdesign,pmceduremethodandoptimumweldingparametercanbeobtained.BasedOilsummingupother’Sexperience,employingnumericalcalculationmethod,thispaperresearchersystemicallydiscussesthefiniteelementanal删systemoftheweldingprocessbyrealizingthe3Ddynamicsimulationofweldingtemperaturefieldandstressfield,thenusestheresearchresulttosimulatetheweldingprocessofboardsurfacingbyFEMsoftANSYS.Atthetheoryresult.sametime.thecalculationresultaccordswithtraditionalanalysisresultandThemaincontentsofthepaperareasfollowing:thecalculationinweldingprocessisamaterialnonlinearprocedurethatthematerialpropertieschangethefunctionofGaussaswiththetemperature;chooseheatsourcemodel.usethefunctioncommandtoapplyloadofmovingheatS012Ie-2.AmathematicmodeloftransientthermalprocessinweldingisestablishedtosimulatethemovingoftheheatsoBrce.Theeffectsofmeshsize,weldingspeed,weldingcurrentandeffectiveradiuselectricarcontemperaturefielda比discussed.Theproblemofthefusionandsolidificationofmaterialhasbeensolvedbythemethodofchangingtheelementmaterial.Theproblemoftheconvergencedifficultyortheun—convergenceduringthecalculatingofthethermalslTessissolved;throughreal-timedynamicsimulationofthestressproducedinweldingprocess,thethermalstressandresidualSll℃SSinweldingcanbepredictedbyusingthesimulativeanalysismethodinthispaper.Inthispaper,afeasibleslIessdyn黜fiesimulationmethodon3Dweldingtemperaturefield,onfieldhadbeenestablished,whichprovidestheoryfoundationandinstructionoptimizingtheweldingtechnologyandparameters.KEYWORD:Welding,NumericalSimulation,Finiteelement,Temperaturefield,Stressfield.2.独创性说明本人郑重声明:所呈交的论文是我个人在导师指导下进行的研究工作及取得的研究成果。
温度场和流场的模拟天津职业技术师范⼤学Tianjin University of Technology and Education毕业论⽂专业:材料成型及控制⼯程班级学号:材料0912 - 09学⽣姓名:蔡⾔锋指导教师:⾼莹讲师⼆〇⼀四年六⽉天津职业技术师范⼤学本科⽣毕业设计TIG焊电弧温度场和流场的模拟Analog TIG welding arc temperature field and flow field专业班级:材料成型及控制⼯程--材料0912学⽣姓名:蔡⾔锋指导教师:⾼莹讲师学院:机械⼯程学院2014 年6 ⽉摘要钨极氩弧焊(TIG焊)是近代⼯业⽣产中应⽤⽐较⼴泛的⼀种焊接⽅法,这种焊接⽅法具有热影响区⼩、焊缝美观、易于控制等众多优点。
所以对TIG焊焊接技术进⾏数值模拟,能够更好的了解和控制整个焊接的过程,所模拟TIG焊电弧的温度场和流场具有重要的意义。
数值模拟技术应⽤⼴泛,本⽂就是采⽤有限元分析软件FLUENT,创建了符合实际的TIG焊⾃然燃烧电弧的有限元模型。
根据流体⼒学质量守恒、动量守恒和能量守恒⽅程,选取合理的边界条件,得到了TIG焊电弧的温度场流场分布的变化规律图。
通过FLUENT的后处理结果能够对TIG焊电弧内部的⼀些温度场、流场等情况进⾏形象的表述。
基于⾃然燃烧的TIG焊接电弧的数值分析,有助于进⼀步理解焊接过程的物理实质,合理地选择焊接⼯艺和⼯艺参数,并为冶⾦分析提供进⼀步的理论依据。
为今后的理论研究和⼯业⽣产奠定基础。
关键词:TIG 焊;FLUENT 软件;数值模拟;电弧AbstractGTAW (TIG welding ) is a modern industrial production, used widely as a welding method, this method has a small weld heat-affected zone , weld appearance, easy to control , and many other advantages. So for TIG welding techniques to simulate , to better understand and control the entire welding process , the simulated temperature and flow field TIG welding arc is of great significance .Numerical simulation of a wide range of technical applications, this paper is the use of finite element analysis software FLUENT, TIG welding creates realistic finite element model of the natural burning arc . According to hydrodynamic mass, momentum and energy conservation equations , selecting appropriate boundary conditions and the variations of temperature field in Figure TIG welding arc flow field distribution . Able for some temperature and flow fields, etc. TIG welding arc carried the image of the interior of expression through post-processing of results of FLUENT .Numerical TIG welding arc burning natural -based analysis helps to further understand the physical substance of the welding process , a reasonable choice of welding processes and process parameters, and provides a theoretical basis for further metallurgical analysis. Lay the foundation for future theoretical research and industrial production.Key Words:TIG welding; FLUENT software; numerical simulation; arc⽬录第1 章绪论 (1)1.2 国外对TIG焊接电弧的研究 (1)1.3 国内对焊接电弧的研究状况 (4)1.4 本⽂研究的内容和意义 (5)第2 章理论基础 (6)2.1 焊接电弧 (6)2.1.1⽓体原⼦的激发与电离 (6)2.1.2电⼦发射 (7)2.1.3弧柱区的导电特性 (7)2.1.4电弧的⼒学特性 (8)2.2 流体动⼒学基础 (8)2.2.1 质量守恒定律 (8)(2-1) (9)2.2.2 动量守恒定律 (9)2.2.3 能量守恒定律 (9)2.3 FLUENT 软件简介 (9)2.3.1 FLUENT 算法 (10)2.3.2 FLUENT 计算流程 (11)2.4本章⼩结 (11)第3 章焊接的数值模拟及分析结果 (12)3.1 焊接电弧的数学模型 (12)3.1.1 基本假设 (12)3.1.2 控制⽅程 ............................... 错误!未定义书签。
赵 欣等:焊接过程温度场数值模拟中热源模型的选择429焊接过程温度场数值模拟中热源模型的选择赵 欣 张彦华(北京航空航天大学机械工程学院,北京 100083)摘 要:建立合理的热源模型是焊接过程数值模拟结果准确可靠的前提。
本文总结了各种常用的热源模型,讨论焊接过程温度场数值模拟中热源模型的选择方法。
关键词:温度场;数值模拟;热源模型1 序 言焊接过程通常是材料在具有高能量密度的热源作用下,连接区域局部熔化或呈塑性状态,进而冷却形成焊缝和焊接接头的过程。
焊接的过程伴随着材料加热和冷却的热过程,研究焊接的热过程对于研究焊接冶金、焊缝凝固结晶、母材热影响区的组织和性能、焊接应力与变形以及焊接缺陷的产生等都有着重要的意义。
利用计算机技术对焊接过程的温度场进行数值模拟是研究焊接热过程的重要方法,通过数值计算可以得到焊接过程中母材上任意点任意时刻的瞬时精确解,而建立合理的热源模型是数值模拟计算结果准确可靠的前提。
本文在多年焊接数值模拟及实验经验的基础上讨论焊接过程温度场数值模拟中热源模型的选择方法。
确定数值模拟中的热源模型,即确定合理的焊接热流分布函数,使模拟的温度场符合实际焊接的情况。
热源模型的建立准则是熔池边界准则,即与实际焊接相比输入相同热量的情况下,如果使用所选热源模型所模拟得到的熔池区域边界(Fusion Zone Boundary ,FZB )与实际焊缝熔合线相符,那么就认为此热源模型是合理的[1]。
对于现有热源模型的选择使用及发展均以此准则作为出发点,同时,这一准则也为判断所选模型是否合理提供了依据。
事实上,我们总是依据不同焊缝的热源特点和表现出的不同形貌特征来选择和组合热源模型,以使得模拟得到的熔池边界区域与实际焊缝融合线相符。
这样得到的焊接温度场数值模拟的结果是能够满足焊接力学分析的要求的。
2 表面热源模型 表面热源模型的特点是外界热量只是通过焊接构件表面输入,进而通过热传导把热量传输到焊接构件的每个部分。
基于COMSOL 模拟的T 形接头对焊与双面焊的比较摘要:本文利用有限元法对高斯热源的移动焊接进行数值模拟,通过分析焊接过程中的数据图像,研究了对焊与双面焊(同向)两种焊接方法对T 形接头焊接结果的影响。
主要考虑了温度变化,应力变形,总位移等方面的区别。
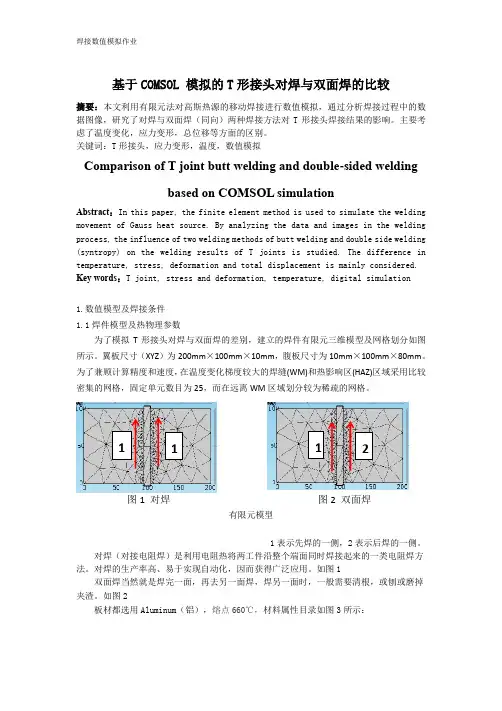
关键词:T 形接头,应力变形,温度,数值模拟Comparison of T joint butt welding and double-sided weldingbased on COMSOL simulationAbstract :In this paper, the finite element method is used to simulate the welding movement of Gauss heat source. By analyzing the data and images in the welding process, the influence of two welding methods of butt welding and double side welding (syntropy) on the welding results of T joints is studied. The difference in temperature, stress, deformation and total displacement is mainly considered. Key words :T joint, stress and deformation, temperature, digital simulation1.数值模型及焊接条件 1.1焊件模型及热物理参数为了模拟T 形接头对焊与双面焊的差别,建立的焊件有限元三维模型及网格划分如图所示。
翼板尺寸(XYZ )为200mm ×100mm ×10mm ,腹板尺寸为10mm ×100mm ×80mm 。
Electric Welding Machine·1·第51卷 第4期2021年4月Electric Welding MachineVol.51 No.4Apr. 2021本文参考文献引用格式:张强勇,赵先锐,刘桂香,等. 304不锈钢激光焊接工艺及数值模拟[J]. 电焊机,2021,51(4):1-7.304不锈钢激光焊接工艺及数值模拟0 前言 304奥氏体不锈钢因具有优良的耐腐蚀、耐高温以及加工性能,焊接性能良好,广泛应用于汽车、压力容器、机械仪表、厨卫设备等行业。
其焊接方法包括焊条电弧焊、埋弧自动焊、熔化极惰性气体保护焊、非熔化极惰性气体保护焊等[1]。
然而,不锈钢的热传导率相对较低、线膨胀系数较大,导致其在焊接过程中容易产生较大的焊接变形,特别是对于薄板,在实际操作中必须控制好热输入,一旦过大就容易烧穿钢板,因此,最好选用能量密度集中的焊接方法焊接薄板不锈钢[2]。
激光焊接具有高能收稿日期:2020-12-29基金项目:国家自然科学基金地区基金(52064024);2019年全国职业教育科研规划课题(2019QZJ093)作者简介:张强勇(1977—),男,学士,高级工程师,主要从事焊接实训教学及焊接工艺的研究。
E-mail:***************。
量密度、深穿透、高精度、适应性强等优点,特别合适薄板焊接[3-4]。
目前,国内外学者都开展了大量关于304不锈钢激光焊接的研究[5-7]。
王浩军[2]通过三因素三水平的正交试验,进行了304不锈钢薄板搭接接头组织性能研究,发现在负离焦量、低焊接功率、高焊接速度的条件下得到的焊接接头的显微硬度更高。
杨立军[6]研究304不锈钢薄板激光焊工艺时发现,激光功率与焊接速度对焊缝熔透的影响具有差异性,热输入不完全取决于P /v 比,激光功率的影响更大。
张义福[8]研究了不同的保护气体流量对304不锈钢焊接接头组织性张强勇1,赵先锐1,刘桂香1,陈 勇1,朱征宇1,倪站站2(1.江苏海事职业技术学院 张强勇技能大师工作室 江苏 南京 211170;2.浙江双森金属科技股份有限公司,浙江 台州 317500重点关注第 51 卷Electric Welding Machine·2·能的影响,结果发现气流量11 L/min 时焊缝表面平整光滑,无焊瘤、气孔等缺陷。
Electric Welding MachineVol.54 No.2Feb. 2024第 54 卷 第 2 期2024 年2 月SMA490BW 耐候钢焊接与焊后热处理残余应力的数值模拟户迎灿1, 王秋影1, 邱培现1, 许骏1, 廖子文21.中车青岛四方机车车辆股份有限公司,山东 青岛 2663112.西南交通大学 材料科学与工程学院, 四川 成都 610031摘 要:SMA490BW 耐候钢焊接过程中会产生较大的残余应力,常使用去应力退火的热处理方式消除残余应力。
建立了SMA490BW 耐候钢的焊接过程和焊后热处理过程中的有限元模型,对焊接以及焊后热处理的残余应力场进行了有限元模拟和验证。
通过引入材料的CREEP 本构模型,利用Norton-Bailey 指数方程模拟计算了焊后热处理时材料的蠕变行为,得到热处理对的焊接残余应力的影响。
研究结果表明:使用CREEP 本构模型,引入材料的蠕变行为可以较好地模拟焊接工件的焊后热处理过程中的应力应变变化,计算得到的残余应力值与实测值有较好的一致性。
这为工业上优化SMA490BW 耐候钢的焊接工艺、降低残余应力提供了理论支持。
关键词:SMA490BW 耐候钢; 热处理; 残余应力; 数值模拟中图分类号:TG441.8 文献标识码:A 文章编号:1001-2303(2024)02-0077-06Numerical Simulation Analysis of Residual Stress in SMA490BW Weldingand Post-Weld Heat TreatmentHU Yingcan 1, WANG Qiuying 1, QIU Peixian 1, XU Jun 1, LIAO Ziwen 21.CRRC Qingdao Sifang Locomotive and Rolling Stock Co., Ltd., Qingdao 266311, China2.Institute of welding, School of materials science and engineering, Southwest Jiaotong University, Chengdu 610031, ChinaAbstract: SMA490BW weathering steel is usually joined by welding. Residual stress will be generated during the welding process, which has a great impact on engineering application. In industry, annealing heat treatment is often used to reduce re ‐sidual stress. This paper establishes a finite element model of the welding process and post-weld heat treatment process of SMA490BW, the finite element simulation of the residual stress field of welding and post-weld heat treatment were carried out, and it was proven correct through test. By introducing the CREEP constitutive model of the material, the Norton-Bailey exponential equation is used to simulate the creep behavior of the material during post-weld heat treatment, and the effect of heat treatment on the welding residual stress is obtained. The research results show that: using the CREEP constitutive model, introducing the creep behavior of material can better simulate the stress and strain changes during the post-weld heat treatment of the welded workpiece, and the simulated residual stress values are in good agreement with the measured values.Keywords: SMA490BW weathering steel; heat treatment; residual stress; numerical simulation引用格式:户迎灿,王秋影,邱培现,等.SMA490BW 耐候钢焊接与焊后热处理残余应力的数值模拟[J ].电焊机,2024,54(2):77-82.Citation:HU Yingcan, WANG Qiuying, QIU Peixian, et al.Numerical Simulation Analysis of Residual Stress in SMA490BW Welding and Post -Weld Heat Treatment[J].Electric Welding Machine, 2024, 54(2): 77-82.0 引言SMA490BW 耐候钢具有良好的韧塑性和较高的强度,并且在大气条件下有良好的耐腐蚀性能,被大量应用于我国高速轨道列车的转向架结构中[1]。
焊接热源模型焊接热源的物理模型,涉及两个问题。
一是热源的热能有多少作用在工件之上;二是已经作用于工件上的热量,是如何在工件上分布的。
因此,建立焊接热源的物理模型,是进行焊接热过程和熔池行为分析或数值模拟的前提和条件。
本章针对上述两个问题展开讨论。
2.1焊接热效率和焊接熔化效率电弧焊接时通过电弧将电能转换为热能,利用这种热能来加热和熔化焊丝(或焊条)与工件。
熔化极焊接时,焊接过程中焊丝 (或焊条)熔化,熔滴把加热和熔化焊丝 (或焊条)的部分热量带给熔池。
而对于钨极氩弧焊,电极不熔化.母材只利用一部分电弧的热量。
弧焊时,电弧功率可由下式表示(2-1) 式中,是电弧电压(V),I 是焊接电流(A),是电弧功率(W), 即电弧在单位时间内所析出的能量。
由于能量不是全部用在加热焊件,故真正有效用于加热焊件的功率为(2-2) 式中,为电弧功率有效利用系数或称为焊接热效率,它与焊接方法、焊接工艺参数和焊接材料的种类(焊条、焊丝、保护气等)有关。
各种弧焊方法在常用焊接工艺参数下的热效率见表2-1。
表2-1 各种弧焊方法的热效率弧 焊 方 法药皮焊条手工焊埋弧自动焊C02气体保护焊熔化板氩弧焊(MIG)钨极氩弧焊(TIG)0.65-0.85 0.80-0.90 0.75-0.90 0.70-0.80 0.65-0.70在其他条件不变的情况下,值随着弧长的增加、电弧电压的提高而下降,随着电弧电流的增大或电弧潜入熔池而增加。
应当指出,这里所说的热效率,只是考虑焊件所能吸收到的热能。
实际上这部分热能一方面用于熔化金属而形成焊缝,另一方面则流失于焊件而造成热影响区。
值并没有反映出这两部分热量的比例。
根据定义,电弧加热工件的热效率是电弧在单位时间内输入到工件内部的热量与电弧总功率的比值,即(2-3)(2-4)(2-5)式中,—单位时间内熔化焊缝金属(处于液态时,为熔点)所需的热量(包括熔化潜热);—单位时间内使焊缝金属处于过热状态()的热量和向焊缝四周传导热量的总和。