车间现场作业指导书SOP模板样本
- 格式:pdf
- 大小:615.70 KB
- 文档页数:7
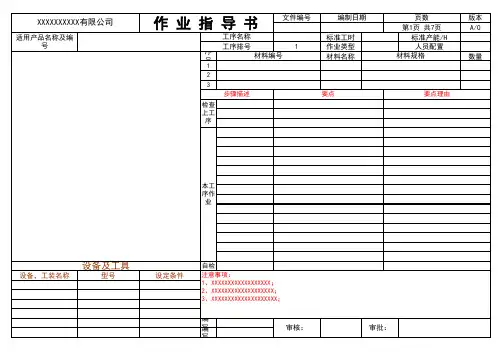
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电承办单位核准审核大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
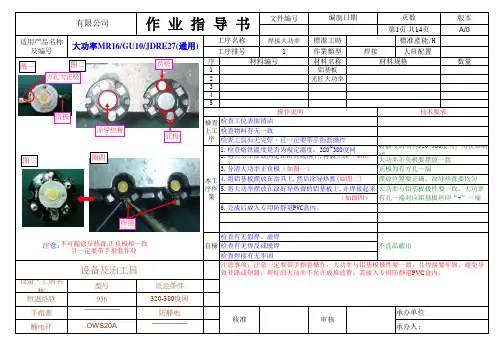
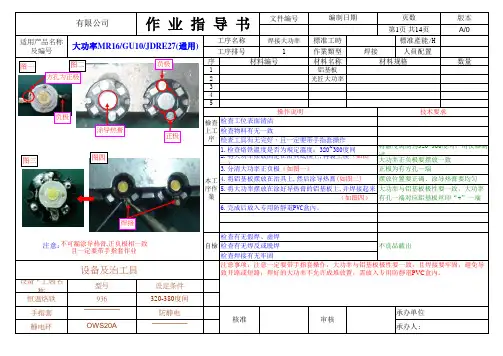
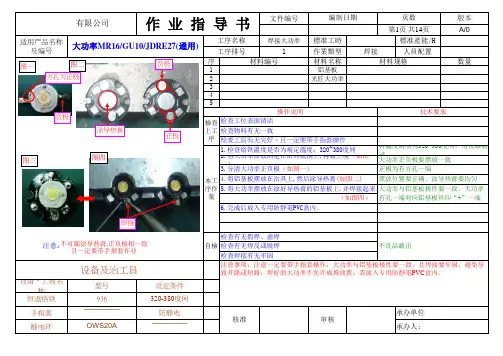
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致操作说明技术要求适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格 有限公司作 业 指 导 书编制日期页数第1页 共14页不良品截出本工序作業图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电编制日期页数第2页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号测试作 业 指 导 书材料编号材料规格操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
sop标准作业指导书模板标准作业指导书(SOP)模板。
一、概述。
标准作业指导书(SOP)是一种详细描述组织内部工作流程和操作规程的文件。
它旨在确保工作流程的一致性和标准化,提高工作效率,降低错误率,确保产品和服务的质量。
本模板旨在帮助您创建符合标准的SOP,以确保您的工作流程得到规范和管理。
二、适用范围。
本SOP适用于以下工作流程/操作:1. 工作流程/操作名称1。
2. 工作流程/操作名称2。
3. 工作流程/操作名称3。
(依此类推)。
三、责任部门。
本SOP的执行和管理由以下部门负责:1. 负责部门1。
2. 负责部门2。
3. 负责部门3。
(依此类推)。
四、操作流程。
1. 流程/操作1。
(详细描述流程/操作1的步骤、方法和注意事项)。
2. 流程/操作2。
(详细描述流程/操作2的步骤、方法和注意事项)。
3. 流程/操作3。
(详细描述流程/操作3的步骤、方法和注意事项)。
(依此类推)。
五、相关记录。
在执行本SOP的过程中,需要做好以下相关记录:1. 记录1。
2. 记录2。
3. 记录3。
(依此类推)。
六、质量控制。
在执行本SOP的过程中,需要做好以下质量控制措施:1. 质量控制措施1。
2. 质量控制措施2。
3. 质量控制措施3。
(依此类推)。
七、风险管理。
在执行本SOP的过程中,需要注意以下潜在风险,并采取相应措施进行管理和控制:1. 风险1。
2. 风险2。
3. 风险3。
(依此类推)。
八、修订记录。
记录本SOP的修订历史,包括修订日期、修订内容、修订人等信息。
九、附录。
在本部分列出本SOP执行过程中需要使用的相关附表、表格、图表等内容。
以上是SOP标准作业指导书模板的内容,希望能够对您的工作有所帮助。
在实际使用过程中,请根据具体情况进行适当调整和修改,以确保SOP的实际有效性和适用性。
标准作业指导书sop模板一、概述标准作业指导书sop模板是一套详细、规范的操作指南,旨在确保生产过程中的操作一致性和产品质量稳定性。
本模板适用于各种制造业和工艺流程,为操作人员提供清晰、明确的步骤和指导。
二、模板内容1. 封面:包括标题、公司名称、版本号、编写人等信息。
2. 目录:提供快速导航,方便查阅各个章节。
3. 作业流程图:简明扼要地描述整个生产过程,有助于理解操作顺序。
4. 操作步骤:详细说明每个步骤的细节,包括所需的工具、材料、设备以及操作方法。
5. 注意事项:列出可能影响操作质量的因素,如环境条件、人员技能等。
6. 常见问题及解决方案:针对常见故障和问题,提供相应的解决方法。
7. 质量控制点:说明关键质量控制点,以及如何监控和控制这些点。
8. 培训材料:提供相关培训材料和资源,以供操作人员学习和提高技能。
9. 修改记录:记录模板的修改历史,确保稳定性和可追溯性。
三、编写方法1. 明确目标:在编写之初,明确编写sop模板的目的和适用范围。
2. 收集资料:收集相关文献、资料和经验,为编写提供支持。
3. 角色分工:指定编写人员,确保每个人负责的部分清晰明确。
4. 编写过程:按照上述模板内容,逐一完成各个部分。
5. 审核与修改:完成初稿后,组织相关人员对sop模板进行审核,并根据反馈进行修改和完善。
6. 正式发布:经过审核和修改后,将sop模板正式发布并应用于生产现场。
四、注意事项1. 确保sop模板的准确性:在编写过程中,务必确保每个步骤和细节的准确性,避免因误导而导致的生产问题。
2. 注重可操作性:sop模板应简单明了,易于理解和操作,避免过于复杂或繁琐。
3. 保持一致性:sop模板的内容应遵循公司的标准和规范,以确保生产的一致性和稳定性。
4. 及时更新:随着生产工艺和设备的更新换代,sop模板也需要及时更新和修订,以保持其有效性和适用性。
5. 培训与实施:在sop模板发布后,应组织相关人员进行培训和指导,确保操作人员能够正确理解和执行sop模板中的内容。

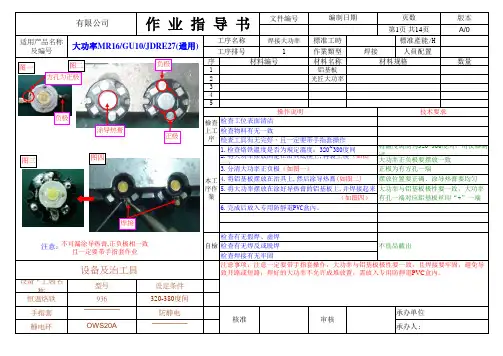
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP作业指导书样板sop样板有限公司适用产品名称及编号图一作业指导书工序名称负极 1 2 3 4 5文件编号焊接大功率编制日期標准工時作業類型材料名称铝基板光匠大功率页数第1页共14页標准產能/H 焊接人員配置材料规格版本 A/0大功率MR16/GU10/JDRE27(通用)图二工序排号 1 材料编号序号数量方孔为正极负极涂导热膏操作说明技术要求正极图三图四檢查检查工位表面清洁上工检查物料有无一致序检查工具有无完好、且一定要带手指套操作将温度调制为320_380度间,用仪器测试 1.检查烙铁溫度是否为規定溫度:320_380度间 2.将大功率摆放固定在治具底模上,再装上模(如图二)功率正负极要摆放一致大 3.分清大功率正负极(如图一) 正极为有方孔一端摆放位置要正确、涂导热膏要均匀本工 4.将铝基板摆放在治具上,然后涂导热膏(如图二) 序作 5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来大功率与铝基板极性要一致,大功率業 (如图四) 有孔一端对应鋁基板丝印“+”一端 6.完成后放入专用防靜電PVC盒內。
焊接不可漏涂导热膏,正负极相一致注意:且一定要带手指套作业检查有无假焊、虚焊自檢检查有无焊反或脱焊不良品截出检查焊接有无牢固注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC盒內。
设备及治工具设备,工装名称恒温烙铁手指套静电环型号 936  ̄ ̄ ̄ ̄ ̄OWS20A 设定条件 320-380度间防静电 ̄ ̄ ̄ ̄ ̄核准审核承办单位承办人:sop样板作业指导书适用产品名称及编号图一文件编号点亮测试编制日期標准工時作業類型材料名称测试页数第2页共14页標准產能/H 人員配置材料规格版本 A/0 1人数量大功率MR16/GU10/JDRE27(通用)工序名称0.30黑线为负工序排号 2 材料编号序号 1 不可超过3V 2 3 4 5 操作说明红线为正檢查检查工位表面清洁上工检查物料有无一致序检查仪器是否完好技术要求负极图二正极1.直流电源调整到3V(如图一) 正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V,接触要牢固本负极(如图二) 工3.完成后放入专用防靜電PVC盒內。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
sop作业指导书模板篇一:SOP执行制度作业指导书篇二:SCP管理流程作业指导书篇三:SOP模板作业指导书标题:全自动高压灭菌器操作规程修改记录1、目的规范全自动高压灭菌器操作程序,正确使用仪器,保证检测工作顺利进行及操作人员和设备安全。
2、适用范围适用于所有全自动立式高压灭菌器的使用操作。
3、职责3.1操作人员按照本规程操作仪器,对仪器进行日常维护,登记使用记录。
3. 2保管人员负责监督仪器操作是否符合规程,对仪器进行定期维护、保养。
3. 3科室负责人负责仪器综合管理,提供实验所需物质保障。
4、操作程序4. 1安全操作注意事项4.1.1该仪器为专人保管,共同使用。
4.1.2环境条件必须符合要求,室内要保持清洁,干燥,避免将仪器暴露在含有大量水份、盐份、或硫磺的空气中。
仪器应摆放在平坦、坚固的地面,距离墙面应至少5厘米,并且,应避免阳光直射。
4.1. 3使用前应确认排气罐中水位高于最低线,若水位超过最高线,则应倒去,并重新充水至最低线之上。
4.1.4在放入待消毒物品之前,要先在桶内加蒸t留水至水位指针被浸没为止。
4.2设备运行4. 2.1接通电源,根据灭菌物品的不同选择相应的灭菌程序,或自定义灭菌温度和灭菌时间。
4. 2. 2打开高压室门并加蒸t留水至加热器盖上装的水位指示针被浸没为止。
4. 2. 3将要消毒的物品放入高压室并关闭高压室门,确认灯发光,按下启动(START )按钮,仪(转载于:vwv cSSyq. co m书业网:sop作业指导书模板)器开始工作。
4. 2.4当高压室温度达到温度设定值时,灭菌定时器开始运行,当灭菌时间到达设定值时,灭菌过程完成,此时,加热器电源自动关闭,仪器发出较长嘟嘟声,灭菌装置进入冷却过程。
4.2.5当高压室内的压力下降到接近外部大气压时,电磁阀自动打开,待仪器发出一长一短的嘟嘟声时,表明高压室内部压力已等于大气压力。
4. 2.6当高压室内的温度下降到8CTC时,仪器发出十次较长嘟嘟声,并且,数字显示器灯显示结束(EISD)指示。