啤酒酿造车间的蒸汽系统应用
- 格式:doc
- 大小:100.50 KB
- 文档页数:4

蒸汽机用于酿酒的原理是蒸汽机是一种将热能转化为机械能的装置,它在酿酒过程中起到了重要的作用。
下面我将详细介绍蒸汽机在酿酒中的原理。
蒸汽机的工作原理是基于热能转换的原理。
它利用燃烧燃料产生的热能,将水加热为蒸汽,并利用蒸汽的压力产生机械运动。
这个过程可以分为蒸发、蒸汽压力释放、机械能转化三个阶段。
首先,蒸汽机需要一种可燃的燃料。
在酿酒中,最常用的燃料是煤炭或木材。
燃料在锅炉中燃烧,产生的热能将水加热为蒸汽。
锅炉是蒸汽机的核心部件,其中有一个燃烧室用于燃烧燃料,通过燃烧产生的热能加热锅炉中的水。
然后,加热后的水会转变成水蒸气,其中的潜热转化为了蒸汽的动能。
这些蒸汽被输送到扩大腔中,蒸汽压力逐渐增加,从而产生了高压蒸汽。
蒸汽机中有一个由装置构成的支撑表面,用于控制高压蒸汽的进出。
接下来,高压蒸汽压力释放到大气压力,同时利用释放后的压力产生机械运动。
这个过程通过利用活塞、曲柄和连杆等装置来实现。
首先,高压蒸汽进入活塞室,推动活塞向下移动,然后通过连杆传递给曲柄。
曲柄将上下往复运动转化为旋转运动,并将运动传递给需要工作的装置,如研磨石或搅拌桨等。
整个过程中,蒸汽的压力驱动机械的运动,完成酿酒过程的力量需求。
蒸汽机的优势在于它可以产生较大的功率,并且工作稳定。
在酿酒中,蒸汽机可以用于驱动搅拌桨、研磨石和其他需要机械动力的设备。
蒸汽机的工作原理是基于热能转换和压力释放的原理。
它将燃料的热能转化为蒸汽的动能,并利用蒸汽的压力产生机械运动。
在酿酒中,蒸汽机的应用为酿酒过程提供了稳定而强大的动力支持,加快了酿酒的工作效率。
综上所述,蒸汽机在酿酒中的原理是通过将燃料的热能转化为蒸汽的动能,并利用蒸汽的压力产生机械运动。
它在酿酒过程中可以驱动各种设备,提高酿酒的效率。
蒸汽机的发明对于现代酿酒业的发展起到了重要的推动作用。

酒厂蒸汽节能技术方案
背景介绍
酒厂是传统工业中能源消耗较大的行业之一。
蒸汽是酒厂生产过程中必不可
少的能源,但也是能源浪费比较严重的地方。
因此,对于酒厂而言,蒸汽的节能利用至关重要。
节能技术方案
1. 蒸汽热力回收技术
蒸汽在酒厂生产过程中经常会排放到大气中,造成能源浪费。
通过蒸汽热力
回收技术,可以将蒸汽中的热能回收利用。
具体实现方案可以是:
•安装蒸汽回收器回收蒸汽热能,用于加热水和空气,用于加工酒类产品;
•在生产空气中使用热恢复系统将废热转换成干燥空气。
2. 蒸汽联合循环技术
蒸汽联合循环技术是一种将工厂循环热水和蒸汽结合成一个循环系统的方式。
它可以增加能源利用效率,降低能源消耗、减少污染排放,具体实现方案包括以下几点:
•对酒厂的冷却水或热水采用污泥脱水技术,用于加工酒类产品;
•蒸汽和热水联合循环进行高端再生利用,减少能源消耗和排放。
3. 蒸汽燃料气化技术
蒸汽燃料气化技术是将高温蒸汽用于加热固体物质,使其气化转化成燃料气体,再与其他燃料混合使用的技术。
这种技术的优点在于可以利用工厂废物、废料和废气,具体实现方案包括以下几点:
•对工厂的固体废物采用气化燃烧技术利用;
•优先使用废气或废料进行能源回收。
结论
酒厂利用蒸汽节能技术可以有效地加强其生产能源利用效率,降低生产成本,提高生产环境,提升产品质量,同时还能保护环境,推动工业节能减排和可持续发展。
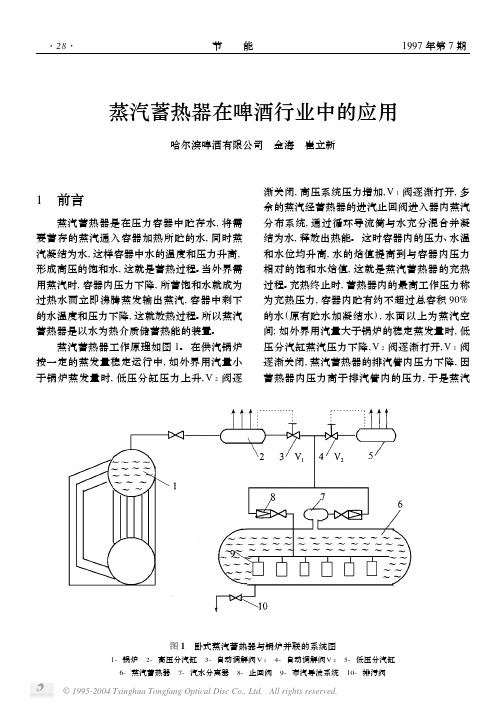
蒸汽蓄热器在啤酒行业中的应用哈尔滨啤酒有限公司 金海 崔立新图1 卧式蒸汽蓄热器与锅炉并联的系统图1-锅炉 2-高压分汽缸 3-自动调解阀V 1 4-自动调解阀V 2 5-低压分汽缸6-蒸汽蓄热器 7-汽水分离器 8-止回阀 9-布汽导波系统 10-排污阀1 前言蒸汽蓄热器是在压力容器中贮存水,将需要蓄存的蒸汽通入容器加热所贮的水,同时蒸汽凝结为水,这样容器中水的温度和压力升高,形成高压的饱和水,这就是蓄热过程。
当外界需用蒸汽时,容器内压力下降,所蓄饱和水就成为过热水而立即沸腾蒸发输出蒸汽,容器中剩下的水温度和压力下降,这就放热过程。
所以蒸汽蓄热器是以水为热介质储蓄热能的装置。
蒸汽蓄热器工作原理如图1。
在供汽锅炉按一定的蒸发量稳定运行中,如外界用汽量小于锅炉蒸发量时,低压分缸压力上升,V 2阀逐渐关闭,高压系统压力增加,V 1阀逐渐打开,多余的蒸汽经蓄热器的进汽止回阀进入器内蒸汽分布系统,通过循环导流筒与水充分混合并凝结为水,释放出热能。
这时容器内的压力、水温和水位均升高,水的焓值提高到与容器内压力相对的饱和水焓值,这就是蒸汽蓄热器的充热过程。
充热终止时,蓄热器内的最高工作压力称为充热压力,容器内贮有约不超过总容积90%的水(原有贮水加凝结水),水面以上为蒸汽空间;如外界用汽量大于锅炉的稳定蒸发量时,低压分汽缸蒸汽压力下降,V 2阀逐渐打开,V 1阀逐渐关闭,蒸汽蓄热器的排汽管内压力下降,因蓄热器内压力高于排汽管内的压力,于是蒸汽・82・ 节 能1997年第7期蓄热器内蒸汽空间中的蒸汽立即冲开排汽止回阀,而流往低压分汽缸,同时,蓄热器内压力开始下降致饱和水的温度高于降压后相应的饱和水温度而成为过热水,形成剩余热量。
这时热水就迅速沸腾蒸发,不断地产生饱和蒸汽,补充此时锅炉供汽不足,直到设定的放热压力为止。
这时蓄热器内压力、水温和水位均下降,水的焓值降低,这就是蒸汽蓄热器的放热过程。
放热终止时的压力称为放热压力。

酒厂蒸汽节能技术方案酒厂生产过程中需要大量使用蒸汽作为能源。
传统的蒸汽生产方式存在能源浪费和效率低下的问题,因此,如何优化蒸汽使用,提高能源利用效率是亟待解决的问题。
本文将介绍一种酒厂蒸汽节能技术方案,旨在降低酒厂的生产能源消耗,提高能源利用效率。
技术方案该节能技术方案主要基于提高酒厂的蒸汽循环效率,采用以下四种措施:热力回收酒厂在生产过程中会产生大量废热,如烟气、废水等。
利用这些废热进行热力回收,将废热转化为有用的能源,是一种节能的有效方式。
在蒸汽生产过程中,采用余热回收装置,将蒸汽排放的废热回收利用,再次利用废热产生的蒸汽可以满足部分需要,从而降低耗能。
节能设备引进节能设备,如高效锅炉、恒压变频控制设备等,可以降低能源消耗。
选用高效锅炉,利用先进的燃烧技术和烟气再利用技术,提高锅炉的热效率和蒸汽产生效率,在保证蒸汽质量的基础上减少燃料的消耗,达到节能的目的。
恒压变频控制设备可以根据蒸汽需求的变化调节锅炉出力,实现能耗的动态平衡。
蒸汽回收在酒厂生产过程中,废气和废水中含有大量蒸汽,采用蒸汽回收装置将蒸汽回收利用,可以降低蒸汽消耗,提高能源利用效率。
通过将回收的蒸汽送回蒸汽生成系统进行再次加热,将达到节能的目的。
蒸汽优化实现蒸汽优化,可以提高蒸汽的传导效率,达到节能的目的。
采用蒸汽优化技术,将蒸汽输送过程中的热损失降至最低,减少水和蒸汽的流量,缩短管路距离,减少热量传递的损失,从而提高能源的利用效率。
实施效果酒厂采用以上四种节能技术方案后,实施效果明显。
能源利用效率提高,同时减少了能源消耗。
具体表现为:•实现初始阶段投资和运营成本的双重节约;•节约大量燃料消耗,减轻环境负担,达到环保要求;•优化发电量,提高经济效益;•减少能源浪费,提高了企业的社会公共形象。
总结酒厂蒸汽节能技术方案是一种切实可行的节能方案,通过采用热力回收、节能设备引进、蒸汽回收和蒸汽优化等四种措施,旨在实现能源利用效率的提高和能源消耗的降低。

酒厂蒸汽节能技术方案
背景
酒厂生产过程中需要大量使用蒸汽,但是蒸汽产生的能量浪费较多,对环境造成一定的负担。
因此,酒厂需要采取一些节能措施。
问题
蒸汽产生的能量浪费主要有以下几个方面:
1.蒸汽漏气
2.蒸汽热量损失
3.蒸汽过度压力
解决方案
1. 漏气问题
漏气问题是蒸汽产生的能量浪费的主要原因之一。
主要解决方案有:
•检查蒸汽管路连接是否松动,如果松动及时拧紧。
•定期检查蒸汽阀门是否正常,如阀门调节不当的话,会导致蒸汽漏气。
•安装自动关闭的阀门,能够自动关闭蒸汽管路,减少蒸汽漏气。
2. 热量损失问题
蒸汽热量损失是蒸汽产生的能量浪费的另一个重要原因。
主要解决方案如下:
•对蒸汽管道进行保温,以减少蒸汽的散热量。
•安装蒸汽回收装置,将排放的废气中的热能回收利用。
3. 过度压力问题
蒸汽过度压力也是会导致蒸汽产生的能量浪费。
主要解决方案如下:
•安装节压阀,对蒸汽进行压力控制。
•定期清理排气阀,清洁排气口,防止压力过大。
结论
酒厂蒸汽节能技术方案可以有效地减少能量浪费,提高能源利用率,保护环境。
通过以上措施,可以有效降低酒厂的生产成本,同时对节能及环境保护做出贡献,是一个双赢的方案。
啤酒行业的蒸汽应用型浮球式疏水阀,且每组加热器均采用二个疏水阀并联的方式,以应付瞬时冷凝水的大量产生。
大米糊化完全后与麦芽混合在糖化锅中(糖化锅容量为42m3)。
此时的物料温度一般为42℃左右。
在糖化锅采用的是两组夹套的加热方式(底部及侧面),要求将物料温度加热至75℃,并保温。
整个过程为26分钟。
在此期间也会产生大量的冷凝水,其流量大约为1、5t。
因此也采用了瑞克DN50 FT43型浮球式疏水阀。
当糖化完全后由泵打入过滤槽,将麦汁与麦槽分离,得到清亮的麦汁并与一部分稀糟水混合后,将其泵入至煮沸锅进入煮沸,并在其中添加啤酒花。
煮沸锅的容量为64m3,采用了三组加热器进入煮沸。
其中底部为圆形环管方式,中部及高部均采用列管式进入加热。
随着泵加入的量,依次打开各组加热器,并且根据加入量的多少,采用流量控制的方式控制进入加热器的蒸汽量,整个煮沸过程为82分钟。
由于煮沸过程中蒸汽的用量相当大,因此在每组加热器上均安装了DN50 FT43型浮球式疏水阀,且每组加热器均采用三个并联的方式。
煮沸后的麦汁经过其它处理后,就会送到下一个工序发酵车间。
糖化生产出来麦汁在冷却后加入一定量的酵母后,放入发酵罐中用于发酵啤酒的发酵罐常年保持着一定的温度,使啤酒发酵。
五至六天后,酵母就使麦汁产生CO2和酒精,这时麦汁也变成嫩啤酒。
但此时嫩啤酒的口味还不成熟,所以还需要后酵贮存,时间大约为两周左右,直到啤酒成熟。
这时将啤酒经过一系列的过滤处理。
到此整个啤酒酿造工艺结束,并将送往包装部进入包装。
而蒸汽在发酵车间的应用主要用于CIP热水的应用,以及碱罐的加热,其作用主要是用于对发酵罐的清洗及消毒。
其中在CIP系统为板式换热器,采用了FT43型浮球式疏水阀,而在碱罐加热中采用管壳式加热系统采用的是FT14型浮球式疏水阀,在整个加热过程中均顺利的排除系统中的冷凝水。
而酿好的啤酒进入包装车间后首先要进入灌装,然后通过杀菌机进行巴氏消毒后就可以贴标后成为产品。
啤酒厂二次蒸汽余热利用系统方案探讨张德莉1,臧全忠1,孙大康(1.上海凯盛节能工程技术有限公司,上海普陀 200063)摘要:啤酒厂麦汁煮沸过程耗热占全厂热耗的50%,能否回收利用煮沸过程的蒸汽余热是实现企业节约能源、提高经济效益的关键。
本文从实际工程案例出发,结合实际生产介绍了利用二次蒸汽制取工艺冷冻水的系统方案,并从一次能源节约率和运行成本角度说明系统的节能性能和经济性能。
关键词:二次蒸汽、余热利用系统、一次能源节约率、运行经济性1.啤酒厂余热基本情况概述:余热属于二次能源,是一次能源的热量在完成某一工艺过程后所剩余的热量。
由于生产工艺、生产设备以及原料和燃料的不同,余热资源品位和特性也不同,从而对余热利用造成的一定的困难。
啤酒厂余热能源品位低,并且由于生产的周期性使得热负荷不稳定。
以某啤酒厂为例:每条生产线有三个工艺环节,分别为糖化、煮沸和发酵。
现有的工艺流程是将煮沸锅产生的115℃的饱和蒸汽引入到汽水换热器,将进口温度为78℃~84℃的麦汁加热至98℃,经过汽水换热器出来的蒸汽进入开式蒸发水箱,其中有50%的蒸汽放出潜热变成凝结水用于回收,剩余约有8t/锅100℃的蒸汽排放到空气中。
该厂有3条独立的生产线,每条生产线平均一天可产7锅,全厂每天可以回收168t蒸汽。
由于需要等料(上工序未准备好)或洗涤煮沸锅,煮沸锅的生产时间是不连续的,每锅的间隔时间为2~3.5小时。
后续工艺中需要对100℃的热麦汁用4℃的冷水进行冷却,冷冻水由厂制冷站的三台螺杆制冷机组产生。
根据业主要求,利用煮沸过程中放散的蒸汽余热结合原有管道和制冷系统,设计蒸汽驱动的工艺冷却水制取系统。
根据业主提供数据和实地调研,原冷水及蒸汽工艺流程如图1。
图1原蒸汽与冷水系统示意图原蒸汽系统与冷冻水系统是相互独立的,煮沸锅产生的蒸汽经换热器换热后进入开式蒸发箱,多余的蒸汽直接排放掉;由厂制冷站的三台螺杆制冷机组制取冷却器需要的冷冻水。
酒厂蒸汽节能技术方案
在酒厂的生产工艺中,蒸汽是必不可少的能源。
但是蒸汽的产生消耗大量的燃料,如果不能有效地利用蒸汽的热能,不仅会产生能源浪费,还会增加企业的生产成本。
因此,如何实现酒厂的蒸汽节能是一个重要的问题。
针对这个问题,我们提出了酒厂蒸汽节能技术方案,该方案主要包括以下几个方面:
1. 烟气余热回收技术
酒厂在生产过程中会产生大量的烟气,这些烟气中包含有大量的热能,如果不加以利用,将会造成能源浪费。
因此,我们可以采用烟气余热回收技术,将烟气中的热能回收利用,通过换热器将烟气中的热能传递到水中,使水达到饱和温度,进而产生蒸汽。
2. 蒸汽凝结回收技术
在酒厂的生产工艺中,产生的蒸汽往往会经过凝结器冷凝成水,然后被排放到废水处理系统中。
针对这种情况,我们可以采用蒸汽凝结回收技术,将凝结后的水回收利用,进一步的加热,产生更多的蒸汽。
3. 蒸汽压力降低技术
在酒厂的生产工艺中,蒸汽通常会以较高的压力输出。
但是,在某些情况下,蒸汽的高压输出却是不必要的,在这种情况下,我们可以采用降低蒸汽压力的技术,将高压蒸汽转化为低压蒸汽,在满足生产需要的同时,降低了能源的消耗。
4. 蒸汽分级利用技术
在酒厂的生产工艺中,不同的生产环节所需的蒸汽压力不同,这就需要我们针对不同的生产环节,采用不同蒸汽压力的蒸汽,从而实现蒸汽的分级利用,有效降低生产过程中的蒸汽消耗。
结论
综上所述,通过烟气余热回收技术、蒸汽凝结回收技术、蒸汽压力降低技术和蒸汽分级利用技术的应用,我们可以有效实现酒厂蒸汽的节能利用,降低生产成本,提高企业的经济效益。
酒厂蒸汽节能技术方案
随着工业化的进程,蒸汽已经成为了生产中不可缺少的资源之一。
而酒厂作为加工行业的重要组成部分,对蒸汽的需求量也异常巨大。
然而在酒厂的生产中,常常存在许多可以节约蒸汽的机会,因此针对
这些机会展开蒸汽节能技术研究,既可以为酒厂节省开支,也能对环
保发挥积极作用。
1. 蒸汽的回收利用
在酒厂内的一些生产过程中,常常会产生废弃蒸汽。
这些废弃蒸
汽往往还拥有很高的潜在能量,可以通过回收利用得到更加充分的利用。
回收蒸汽的具体方式有:
•预热水源:将废弃蒸汽重新送入锅炉,用以预热水源供应,这样既可以减少锅炉的额外燃料消耗,还能更好地满足酒厂在生产中对水
的需求。
•加热蒸汽需要的物料:通过回收蒸汽去加热酒厂的原料、产品和其他所需的物料,可以大幅度提高酒厂的能耗效率,从而实现节能的
目的。
2. 针对蒸汽泄漏进行检测和修理
在蒸汽在酒厂内传输的过程中,常常会出现意外泄漏的情况,这
不仅浪费了大量的能源,而且还对环境造成了较大的污染。
因此酒厂
需要设施定期检测和修复管路、阀门和其它蒸汽传输装置的漏气情况。
3. 提高锅炉的能效
调整锅炉的参数能很好地提高锅炉的效率,进而达到节能的效果。
具体做法包括:
•采用经济合理的燃烧方式;
•设置清洁的烟气尾部换热装置;
•采用减少燃料消耗的节能技术等等。
通过以上技术改进,酒厂可以大幅度降低能源的消耗,降低排放
的污染物,从而实现了绿色生产的目标。
酒厂蒸汽节能技术方案在酒厂生产过程中,大量的蒸汽是不可避免的产生。
如何通过合理的技术方案,来节省能源、减少污染,增强可持续性,是酒厂为追求绿色生产而不断尝试的目标。
在这篇文章中,我们将向大家介绍酒厂蒸汽节能技术方案的相关内容。
蒸汽发生器优化蒸汽发生器是酒厂蒸汽系统的核心设备,也是蒸汽能耗高的设备。
因此,优化蒸汽发生器的操作能够在很大程度上降低产生蒸汽的能耗。
1.降低废气排放温度优化蒸汽发生器的废气流道,使其废气排放温度达到最低。
废气排放温度对节能有着显著的作用。
在酒厂中,废气排放温度过高将导致大量的浪费,也会对环境产生负面影响。
2.燃料供应优化实行燃料供应优化是提高蒸汽发生器效率和降低能耗的一个关键措施。
合理燃料的选取和配比,使蒸汽发生器能够在最广泛的负荷范围内工作,并保证其能效最大化。
3.增加换热面积在蒸汽发生器上加装换热器,增加蒸汽发生器的换热面积,无疑是最好的节能措施之一。
通过增加换热面积,可以充分利用烟气中残余的热量,从而减少能源的浪费。
蒸汽回收系统蒸汽是酒厂生产过程中必不可少的能源。
然而,蒸汽产生的代价是能源的消耗和环境的污染。
为了更好地保护环境,提高能源效率,建立蒸汽回收系统是一个很好的选择。
1.余热回收在酒厂生产过程中,会产生大量的余热。
这些余热可以被回收利用,并与其余的能源组合在一起,形成一种有效的节能方式。
对于蒸汽回收,回收余热是一种简单、实用、节能、环保的措施。
2.蒸汽凝结产热回收蒸汽凝结是产生的热能对环境的浪费,把这些蒸汽通过回收,变为再生热或再生蒸汽,就可以很好地减少能源消耗和环境污染。
闭式回路系统酒厂中的蒸汽系统需要进行不断的补充。
若系统没有严格的闭合,就会存在蒸汽外泄的现象,导致能源的大量浪费。
为了解决这个问题,酒厂可以采取关闭回路系统。
1.捕捉漏气酒厂中的蒸汽系统要定期进行泄漏检测,及时解决泄漏问题,并尽可能地减少漏气量。
2.针对外泄问题采取恰当的措施当外泄问题无法彻底解决时,可以采用合适的方法,如回收和再利用,降低外泄对能源的浪费。
啤酒酿造车间的蒸汽系统
瑞克阀门工业(苏州)有限公司啤酒行业的蒸汽耗量非常大。
尤其是三大锅的酿造车间,蒸汽负荷最大;而且蒸汽使实际流量随产量变化;自身也有周期性用量变化。
酿造车间里面使用蒸汽的设备除了(夹层锅如)糊化锅、糖化锅和煮沸锅以外,还有一些小的板式换热器,用于CIP 清洗。
因此,现场蒸汽的实际用汽量最大时有几十吨,而小的时候只有一两顿左右,用气量波动较大。
三大锅的使用压力一般为4bar g,,锅炉产生的蒸汽压力一般为8-12barg,这样输送管道比较小,也比较节能。
所以现场需要减压。
常规的比例式的自力式减压阀调节方式减压,调节通过设定弹簧和下游反馈的蒸汽压力达到平衡来开大或者是关小阀门,反应速度比电动阀快,但比气动减压阀慢,它具有的下列优点使得其在民用蒸汽系统中得到了广泛的应用:
1. 简单方便,具有“设定后不管”的特点;
2. 能用于潮湿、腐蚀、易燃、易爆的环境,且不需增加额外的费用;
3. 无需额外提供动力源,既不需要电,也不需要压缩空气,没有停电停气即停阀的担忧。
但是,对于啤酒酿造车间的蒸汽减压站来说,使用自力式减
压阀(如瑞克的PRV2000),由于负荷变化较快,其减压阀的的反应速度相对较慢,当下游的夹层锅停止用汽或进汽的压力突然升高时,需要减压阀快速关小,以减少蒸汽的供应量,此时,自力式减压阀的反应速度达不到这样的要求,使得下游的压力升高,导致安全阀起跳;
糖化车间的有时长时间处于低负荷状态,且这种变化非常频繁。
而自力式减压阀在小开度时不稳定,当下游的夹层锅处于保温状态时,或是只有CIP板换在用汽时,蒸汽的用量减小,此时减压阀的开度必须很小。
但是,大口径的自力式减压阀在小开度时工作状态并不是很稳定,经常容易出现阀门振荡,下游压力波动频繁的现象,同样会造成安全阀起跳的情况出现。
有鉴于此,瑞克的工程师得出以下结论:该工艺的蒸汽用汽量是一个典型的负荷变化大而且快的压力控制,而且进汽的
压力又不稳定,采用自力式控制很困难。
了解到上述情况以后,提出了如下的建议:
考虑到酿造车间的蒸汽峰值用汽量与正常的用汽量相差较大,为了确保蒸汽流量变化时控制阀能够及时有效地稳定下游压力,同时也为了保证控制阀能正常地工作和延长其使用寿命,我们设计了并联分程控制的方式。
具体说明如下:如上图所示,我们设计了采用A、B两只同向动作的电气动控制阀构成并联分程控制方案。
在小负荷时,比如说在保温阶段或是只有CIP板换工作时,控制器控制输出使得B阀处于关闭状态,只使用A控制阀的开度变化来调节蒸汽量;
当大负荷时,例如有两台及以上的夹层锅工作时,A阀虽然已全开仍满足不了蒸汽量的需求,这时控制器控制输出让B阀也开始打开,增加蒸汽供应量,满足下游的蒸汽压力的要求;
采用两台流通能力相同的控制阀构成的分程控制系统后,其控制阀的可调范围比采用单台大口径控制阀进行控制时的可调范围扩大了一倍,完全可以满足不同生产负荷的要求,而且控制的精度也得到了提高,控制质量得以改善,同时生产的稳定性和安全性亦进一步得到了提高;
之所以没有采用单台大口径控制阀的原因,除了上面的采用两台DN100的控制阀,还可以彻底地避免在蒸汽用汽量
小的时候,单台大口径控制阀会出现的长时间处于小开度,引起阀芯/阀座的“抽丝”损坏现象;
由于气动减压阀的快速反应,当下游的夹层锅停止进汽时,阀门具有快速的响应能力,避免下游憋压而引致的安全阀起跳的现象出现。
上述方案为啤酒公司酿造车间选用,无论减压站后端的设备是否开停机,蒸汽用量如何变化,减压后的压力始终在允许的范围之内,满足了现场的工艺要求。