纱线的加捻
- 格式:ppt
- 大小:493.00 KB
- 文档页数:19
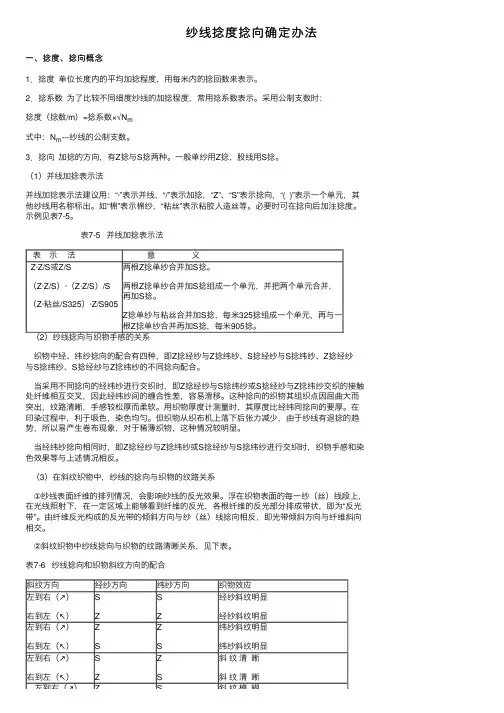
表⽰法意义Z·Z/S或Z/S(Z·Z/S)·(Z·Z/S)/S (Z·粘丝/S325)·Z/S905 两根Z捻单纱合并加S捻。
两根Z捻单纱合并加S捻组成⼀个单元,并把两个单元合并,再加S捻。
Z捻单纱与粘丝合并加S捻,每⽶325捻组成⼀个单元,再与⼀根Z捻单纱合并再加S捻,每⽶905捻。
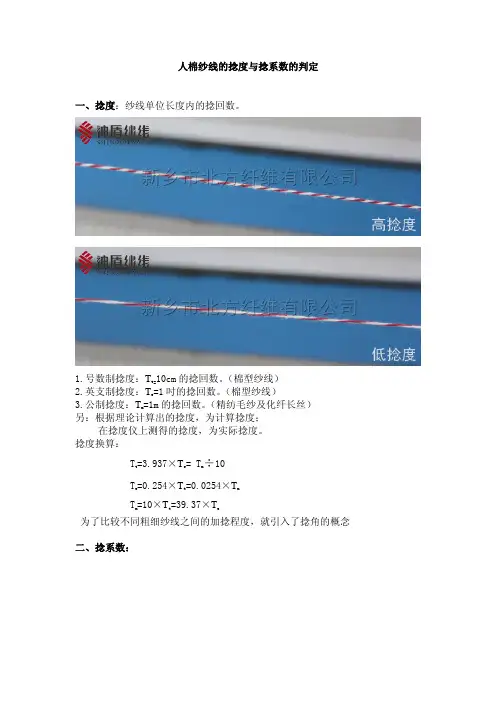
纱线捻度捻向确定办法⼀、捻度、捻向概念1.捻度单位长度内的平均加捻程度,⽤每⽶内的捻回数来表⽰。
2.捻系数为了⽐较不同细度纱线的加捻程度,常⽤捻系数表⽰。
采⽤公制⽀数时:捻度(捻数/m)=捻系数×√N m式中:N m---纱线的公制⽀数。
3.捻向加捻的⽅向,有Z捻与S捻两种。
⼀般单纱⽤Z捻,股线⽤S捻。
(1)并线加捻表⽰法并线加捻表⽰法建议⽤:“·”表⽰并线,“/”表⽰加捻,“Z”、“S”表⽰捻向,“( )”表⽰⼀个单元,其他纱线⽤名称标出。
如“棉”表⽰棉纱,“粘丝”表⽰粘胶⼈造丝等。
必要时可在捻向后加注捻度。
⽰例见表7-5。
表7-5 并线加捻表⽰法(2)纱线捻向与织物⼿感的关系织物中经、纬纱捻向的配合有四种,即Z捻经纱与Z捻纬纱、S捻经纱与S捻纬纱、Z捻经纱与S捻纬纱、S捻经纱与Z捻纬纱的不同捻向配合。
当采⽤不同捻向的经纬纱进⾏交织时,即Z捻经纱与S捻纬纱或S捻经纱与Z捻纬纱交织的接触处纤维相互交叉,因此经纬纱间的缠合性差,容易滑移。
这种捻向的织物其组织点因屈曲⼤⽽突出,纹路清晰,⼿感较松厚⽽柔软。
⽤织物厚度计测量时,其厚度⽐经纬同捻向的要厚。
在印染过程中,利于吸⾊,染⾊均匀。
但织物从织布机上落下后张⼒减少,由于纱线有退捻的趋势,所以易产⽣卷布现象,对于稀薄织物,这种情况较明显。
当经纬纱捻向相同时,即Z捻经纱与Z捻纬纱或S捻经纱与S捻纬纱进⾏交织时,织物⼿感和染⾊效果等与上述情况相反。
(3)在斜纹织物中,纱线的捻向与织物的纹路关系①纱线表⾯纤维的排列情况,会影响纱线的反光效果。
纱线捻度(twist)的详细知识一定义为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
(1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
(2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英吋之捻回数目( T.P.I )或每公尺之捻回数目( T.P.M )表示。
(3).捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回。
T. M:数乘以纱线密度的平方根计算。
T.M = T.P.I /纱支的平方根T.P.I = T.M x纱支的平方根(4).捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向。
(5). S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
(6). Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
二捻度测试捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英吋,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志。
转数表记录总转数,总圈数除二,再除样本长度,计算出每英吋捻度。
??三捻度与强力的关系将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。
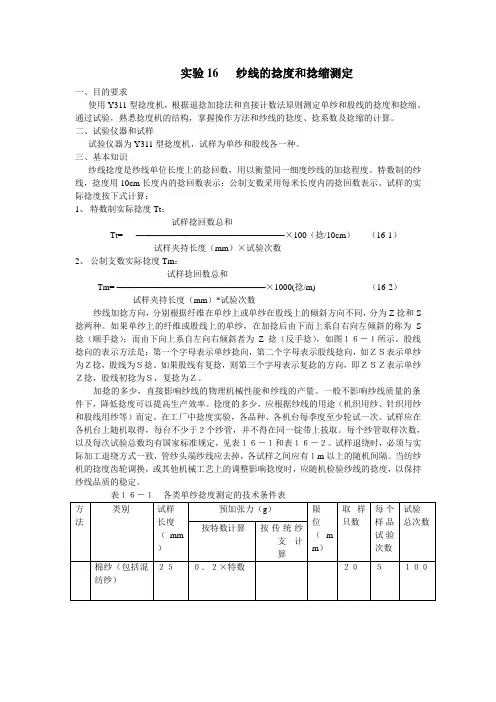
实验16 纱线的捻度和捻缩测定一、目的要求使用Y311型捻度机,根据退捻加捻法和直接计数法原则测定单纱和股线的捻度和捻缩。
通过试验,熟悉捻度机的结构,掌握操作方法和纱线的捻度、捻系数及捻缩的计算。
二、试验仪器和试样试验仪器为Y311型捻度机,试样为单纱和股线各一种。
三、基本知识纱线捻度是纱线单位长度上的捻回数,用以衡量同一细度纱线的加捻程度。
特数制的纱线,捻度用10cm长度内的捻回数表示:公制支数采用每米长度内的捻回数表示。
试样的实际捻度按下式计算:1、特数制实际捻度Tt:试样捻回数总和Tt= —————————————————×100(捻/10cm)(16-1)试样夹持长度(mm)×试验次数2、公制支数实际捻度Tm:试样捻回数总和Tm= —————————————————×1000(捻/m) (16-2)试样夹持长度(mm)*试验次数纱线加捻方向,分别根据纤维在单纱上或单纱在股线上的倾斜方向不同,分为Z捻和S 捻两种。
如果单纱上的纤维或股线上的单纱,在加捻后由下而上系自右向左倾斜的称为S 捻(顺手捻);而由下向上系自左向右倾斜者为Z捻(反手捻),如图16-1所示。
股线捻向的表示方法是:第一个字母表示单纱捻向,第二个字母表示股线捻向,如ZS表示单纱为Z捻,股线为S捻。
如果股线有复捻,则第三个字母表示复捻的方向,即ZSZ表示单纱Z捻,股线初捻为S,复捻为Z。
加捻的多少,直接影响纱线的物理机械性能和纱线的产量。
一般不影响纱线质量的条件下,降低捻度可以提高生产效率。
捻度的多少,应根据纱线的用途(机织用纱、针织用纱和股线用纱等)而定。
在工厂中捻度实验,各品种、各机台每季度至少轮试一次。
试样应在各机台上随机取得,每台不少于2个纱管,并不得在同一锭带上拔取。
每个纱管取样次数,以及每次试验总数均有国家标准规定,见表16-1和表16-2。
试样退绕时,必须与实际加工退绕方式一致,管纱头端纱线应去掉,各试样之间应有1m以上的随机间隔。

任务8、纱线捻度对纱线性能的影响1、加捻对纱线长度的影响加捻后,纤维倾斜,纤维沿纱轴上的投影长度变短,使纱的长度缩短,这种因加捻引起纱线长度的缩短称为捻缩。
捻缩影响成纱的实际特数和实际捻度,在工艺设计中必须考虑捻缩。
捻缩大小用捻缩率μ表示,对单纱指加捻前后纱条长度的差值占加捻前原长的百分率;对股线以加捻后股线的长度与加捻前单纱的长度来计算。
μ=O L L L 10-⨯100% 式中:Lo---加捻前的纱条长度;L1---加捻后的纱条长度单纱的捻缩率随捻系数的增大而增大。
股线的捻缩率与股线、单纱捻向关系有关。
当股线捻向与单纱捻向相同,加捻后长度缩短,捻缩率为正值,且捻缩率随捻系数的增加而增大。
当股线捻向与单纱捻向相反时,在股线捻系数较小时,由于单纱的解捻作用而使股线长度有所伸长,捻缩率为负值;当捻系数增加到一定值后,股线又缩短,捻缩率又变为正值,且随捻系数增大而增大,如图(7-15)所示。
捻缩率还与纺纱张力、车间温湿度、纱的粗细有关。
纺纱张力大时,捻缩率较小;车间温湿度高时,捻缩率较高;粗的纱捻缩率要比细的纱大些。
棉纱的捻缩率一般为2%~3%。
7-15 股线捻缩率与捻系数的关系2、加捻对纱线密度和直径的影响加捻使单纱内的纤维密集,纤维间空隙减小,纱的密度增加,纱的直径减小;当捻系数增加到一定值后,纱的可压缩性减小,纱的密度和直径就变化不大,相反由于纤维倾斜直径可能稍变粗。
同向加捻的股线情况类似单纱。
反向加捻的股线,在捻度较小时,由于单纱的解捻作用,直径加大,会使股线的体积有所增大,使股线密度减小,随着捻度的增加密度增大而直径减小。
3、加捻对纱线强度的影响纱线断裂有两种情况:①纤维本身断裂而使纱断裂;②纤维间滑脱而使纱断裂。
加捻对纱线强度有利的方面:①捻系数增加,纤维对纱轴向心压力加大,增大了纤维间的摩擦力,纤维不易滑脱;②纱有粗细不匀,加捻时粗段的抗扭刚度大于细段,使捻回较多地分布在细段,而粗段捻度较小,这样提高纱的弱环处的强力。

任务5 纱线的捻度一、加捻在短纤维成纱中的作用棉、毛、麻和化学短纤等纤维性状虽有差别,对应的纺纱设备也有差异,但成纱的基本原理是一致的。
要使纤维由杂乱无章状态转变为顺序纵向排列的纱线,其加工的基本原理是相似的,可分为开松(除杂和混合)→梳理成网→牵伸→加捻四个步骤。
开松就是把大的纤维团、块扯成小块、小束的过程,削弱纤维间横向联系、除去部分杂质、混合纤维;梳理就是用大量密集的梳针象梳头发一样将小块、小束纤维分离成单根纤维,纤维间横向联系基本被破坏,纤维开始沿纵向排列,兼带除杂,并在成网后汇合成条。
牵伸是将纤维条拉长变细、纤维逐步伸直,达到预定粗细的过程。
散状纤维集束变成具有一定线密度,足够强伸度的细纱则是依靠加捻来完成。
加捻是利用回转运动,把牵伸后的细条子,象洗脸时绞毛巾一样加以扭转使纱条的两个截面产生相对回转,纱条中原来平行于纱轴的纤维倾斜成螺旋线,纤维间变得紧密,当纱条受到拉伸外力时,倾斜的纤维对纱轴产生向心压力,使纤维间有一定的摩擦力,不易滑脱,形成具有一定强力的细纱。
对短纤纱来说,加捻是成纱的必要手段;对长丝纱和股线来说,加捻是为了形成一个不易被横向外力所破坏的紧密结构。
加捻的多少以及纱线在织物中的捻向、捻度的配合,对成品的表观和许多物理性能都密切有关。
二、加捻指标和捻度测试(一)加捻指标加捻性质的指标有表示加捻程度大小的捻度、捻回角、捻幅和捻系数,在生产中常用捻度和捻系数;表示加捻方向的捻向等。
1、捻度纱线加捻时,两个截面的相对回转数称为捻回数。
纱线的两个截面产生一个360度的回转即通常说的转一圈称为一个捻回。
纱线单位长度内的捻回数称为捻度。
根据单位长度的不同分为特数制捻度Tt、公制捻度Tm和英制捻度Te。
特数制捻度Tt的单位长度是10厘米,棉型纱线常采用特数制捻度;公制捻度Tm的单位长度为1米,精梳毛纱线及化纤长丝常采用公制捻度;英制捻度Te的单位长度为1英寸。
其换算关系为:Tt=3.937Te=0.1Tm2、捻回角纱条加捻程度常看加捻后纱条表面纤维倾斜程度,表面纤维倾斜程度越大就说纱条加捻程度越大。

精心整理纱线捻度(twist)的详细知识一定义为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能的纱线,必须通过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
(1).捻回之定义:纱条绕其轴心旋转360度即为一个捻回。
(2).捻度之定义:纱条在退捻前的规定长度内的捻回数,通常为每英吋之捻回数目(T.P.I)或每公尺之捻回数目(T.P.M)表示。
(3).捻系数定义:是纱线加捻程度的量度,按每单位长度的捻回。
T.M:数乘以纱线密度的平方根计算。
T.M=T.P.I/纱支的平方根T.P.I=T.Mx纱支的平方根(4).捻向定义:当纱条处于铅直位置时,组成纱条的单元绕纱条轴心旋转形成的螺旋线的倾斜方向。
(5).S捻定义:纱条中纤维的倾斜方向与字母S中部相一致.为右手方向或顺时针方向之捻回纱。
(6).Z捻定义:纱条中纤维的倾斜方向与字母Z中部相一致,为左手方向或逆时针方向之捻回纱。
二捻度测试捻度通常不是均匀地分配在整根纱上,作测试捻度时要离开一码取样,捻度测试仪有很多种,大致设计都相同,首先把纱线被支撑点左边的钳夹住,然后拉至右边的旋转夹,刻度盘的指针为零度,将纱线夹在旋转夹上,样本纱线约10或20英吋,当旋转夹转动时,捻度被解开,当所有捻度消失时,旋转夹沿同一方向继续旋转直到捻度重新加入,指针向零标志。
转数表记录总转数,总圈数除二,再除样本长度,计算出每英吋捻度。
??三捻度与强力的关系将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。


纱线的捻度和捻向00捻度与强力的关系将纱线拉伸到断裂时,发现断裂截面上并不是所有纤维都断裂,而是一部份纤维断裂,另一部份纤维滑脱,且断裂的那部份纤维也不是同时断裂,这种断裂性能和单纱强力与纱的捻度有着密切的关系,随着捻度的增加,纱线强力继续增加,但到一定捻度之后,继续加捻度,强力反而下降,有利方面是捻度增加,纤维间摩擦阻力增加,使在断裂过程中强力的成分增加,不利方面是捻度增加,纤维与纱条轴线的倾角加大纤维强力在纱条轴向能承受的分力降低,而且捻度过大会增加纱条内外纤维应力分布不匀,加剧纤维断裂的不同时性,使强力随捻度增大而增大,两者相等时强力最大,这时捻度为临界捻度,与临界捻度相对应的捻系数称为临界系数.捻度增加,捻回角度增大,光向旁边侧面反射,光泽差、手感差,反之手感软,但捻度过小发生毛羽、手感松,光泽不一定好。
捻系数及捻向主决于最后产品的质量要求,不同用途捻系数不同,捻向视成品及后加工的需要而定,为了减少纱线机上翻改和操作的不便,一般皆为Z捻向。
如纤维长度长、细度细、品级高之棉花,捻系数可较少,细号纱比粗号纱捻系数大.伸长率为棉纱在一定拉伸负荷下,棉纱受到拉伸而伸长,其长度称为总伸长,当负荷去除后,被拉伸的棉纱很快回缩,而不能回复到原来长度这个可缩的长度,为弹性伸长,即弹性伸长与总伸长之百分比,纱的弹性随着捻度的增加而增大,但到一定捻度后开始下降,一般采用捻度接近于弹性最大的捻度范围。
常用捻系数,梳织经纱较高,而针织一般较低,约3.5-3.6。
因纱线之用途各异,有不同之捻系数纱线产品,按日本纺织计算数据,分为:普通捻=4.0(捻系数),松捻=3.4(捻系数),特别松捻=1.32-2.8(捻系数),强捻=5.0-5.4(捻系数),特别强捻=5.0-6.5(捻系数)。
高捻纱一般要经过蒸纱工序才能编织用,有时更需加装解扭器才能编织。
Ae=Te/√NeAm=Tm/√NmAtex=Ttex*√NtexA-捻系数T-捻度N-纤度纱线的捻度和捻向加捻是使纱条的两个截面产生相对回转,这时纱条中原来平行于纱轴的纤维倾斜成螺旋线。
一、纱的成形方法短纤维传统环锭纺纱新型纺纱自由端纺纱非自由端纺纱长纤维生丝:缫丝(混茧→剥茧→选茧→煮茧→缫丝→复整)化学纤维:纺丝液的制备→纺丝成纱→纺丝后加工长丝纱:集束(粘并集束网络集束加捻集束假捻集束)二、短纤维的结构特征环锭纱:加捻作用主要发生在前罗拉和钢丝圈之间的纱段上;纱条中并不存在明显的整体分层排列特征;成纱时纱中各纤维的初始张力不等。
转杯纱:结构较为蓬松;纱表面有许多缠绕的纤维,缠绕纤维主要是在纺杯内剥离点处形成。
喷气纱:手感硬挺、粗糙,成纱强度低于环锭纱;耐磨性具有方向性,即顺外层纤维包缠方向的耐磨性较强,逆外层纤维包缠方向的耐磨性较差;喷气纱棉结、杂质较少,条干较好。
摩擦纱:纱体蓬松\条干均匀度好;纱芯捻度较大,外层纤维捻度较小,而且是逐层变化的.紧密纺(又称集聚纺环锭纱):纱体紧密、光洁,条干均匀、纱疵少,纱体中纤维排列整齐有序,可织性好。
三、有捻长丝纱的结构特征1、加捻方向与加捻程度的表征(1)加捻方向:纱线的加捻方向分为S捻向和Z捻向。
沿纱线长度方向,由下而上纤维倾斜方向为自右向左成为S捻,又称顺手捻;倾斜方向为由下而上为自左向右成为Z捻,又称反手捻。
(2)加捻程度的表征捻角:因加捻而倾斜的纤维与纱轴之间形成的夹角。
βr=arctan2πr/h捻度:纱线长度内具有的捻回数。
反映纱线单位长度内的平均加捻程度。
捻系数:2、有捻长丝纱的形态结构(1)纵向结构加捻前,纱中的单纤维呈相互平行排列状态,加捻后,纤维有内外迁移现象,迁移的波数与加捻程度有关。
(2)横向结构主要指单纤维在长丝纱中的堆砌方式。
理想的方式有两种:一是紧密聚集态结构,一是空隙聚集态结构。
不过,实际堆砌情况与理想结构存在一定的差异。
3、加捻对长丝纱长度的影响长丝纱会因加捻引起长度变化,通常表现为长度缩短,这种现象称为捻缩。
捻缩率是表征纱线长度缩短程度的物理指标μ=(L1-L2)/L1×100%长纱线的捻缩率与其最外层纤维捻角的关系为μ= tanβ/2tanβ/2四、网络长丝纱的结构特征1、网络长丝纱集束成形2、网络长丝纱的结构模型3、网络集束能力的表征(1)网络度:单位长度网络长丝纱中含有的网络结点数,用“个/米”表示(2)网络牢度:指网络结点在一定张力下的损失特性。
纺织加捻装置
纺织加捻装置是一种用于纺织工业中对纱线或线材进行加捻处理的装置。
加捻是指将两股或多股纱线或线材以相反方向旋转,并将它们交织在一起,形成强度更高,更紧密的纺织品。
纺织加捻装置通常包括供给纱线的部分、加捻部分和收卷部分。
供给纱线部分将所需的纱线或线材送入加捻部分,加捻部分通过旋转的方式将纱线或线材进行加捻处理,然后将加捻后的纱线或线材送入收卷部分进行卷绕。
纺织加捻装置的工作原理主要是通过旋转机械装置,使纱线或线材在加捻部分中进行旋转运动,形成加捻效果。
加捻的强度和效果可以通过调整旋转速度、加捻张力等参数来控制。
纺织加捻装置广泛应用于纺织工业中的纱线、线材的加捻加工,可以用于生产各种纺织品,如纺织绳、纺织线、编织物等。
它可以提高纱线的强度和稳定性,改善纺织品的质量和性能。
简述加捻原理的应用1. 什么是加捻原理加捻原理是指通过将两根或多根纤维线捻合在一起,形成一根更加坚固和耐用的线。
在纺织、绳索制造和电线电缆等行业中,加捻原理被广泛应用。
加捻过程中,纤维线被缠绕在一起,形成一种稳固的结构,提高了线的强度和耐磨性。
2. 加捻原理的应用领域2.1 纺织行业在纺织行业中,加捻原理被用于制造纱线和线绳。
通过将多根纤维线捻合在一起,可以增加线的强度和耐用性。
加捻还可以改变纱线的线形,使其更加柔软或者更加紧实,以满足不同的纺织需求。
加捻还可以防止纱线的松散和断裂,提高生产效率。
2.2 绳索制造在绳索制造中,加捻原理被广泛应用。
绳索是由多股纤维线或金属丝捻合而成的,加捻可以将这些股线紧密缠绕在一起,形成坚固的绳索。
加捻还可以改变绳索的结构和强度,使其适用于不同的用途,如登山绳、牵引绳等。
加捻还可以防止绳索的解开和断裂,提高安全性能。
2.3 电线电缆在电线电缆制造中,加捻原理被用于制造多芯电缆。
多芯电缆是由多根铜线捻合而成的,加捻可以将这些铜线紧密缠绕在一起,形成坚固的电缆。
加捻还可以减少电缆之间的干扰和噪音,提高信号传输的质量。
加捻还可以防止电缆的断裂和磨损,延长使用寿命。
3. 加捻原理的优势3.1 提高强度和耐磨性加捻可以将多根纤维线或金属丝紧密缠绕在一起,形成一种坚固的结构。
这种结构可以提高线的强度和耐磨性,使其更加耐用。
3.2 改变线的性质通过不同的加捻方式和角度,可以改变线的性质。
例如,加捻可以使线更加柔软或者更加紧实,以满足不同的需求。
3.3 提高生产效率加捻可以防止线的松散和断裂,提高生产效率。
通过加捻,可以形成稳定的线形,减少生产线停机的次数。
3.4 增强安全性能加捻可以防止绳索和电缆的解开和断裂,增强其安全性能。
这对于登山绳、吊索和电线电缆等应用领域尤为重要。
4. 总结加捻原理是通过将多根纤维线或金属丝紧密缠绕在一起,提高线的强度和耐磨性的一种方法。
在纺织、绳索制造和电线电缆等行业中,加捻原理被广泛应用。