MSA测量系统误差分析Minitab实例
- 格式:ppt
- 大小:3.36 MB
- 文档页数:43

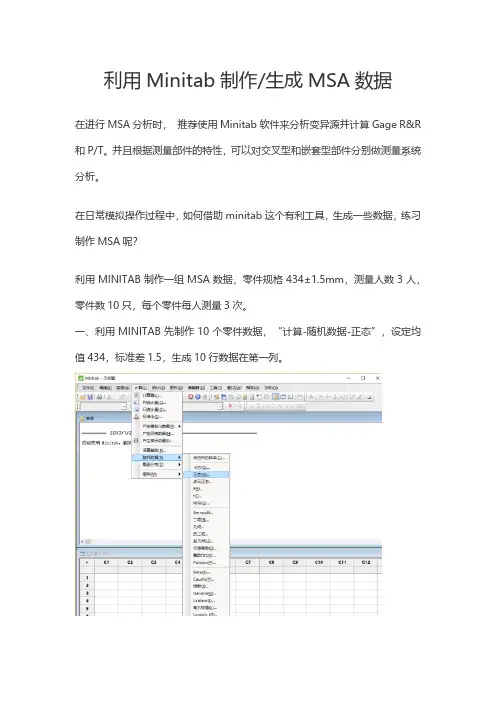
利用Minitab制作/生成MSA数据
在进行MSA分析时,推荐使用Minitab软件来分析变异源并计算Gage R&R 和P/T。
并且根据测量部件的特性,可以对交叉型和嵌套型部件分别做测量系统分析。
在日常模拟操作过程中,如何借助minitab这个有利工具,生成一些数据,练习制作MSA呢?
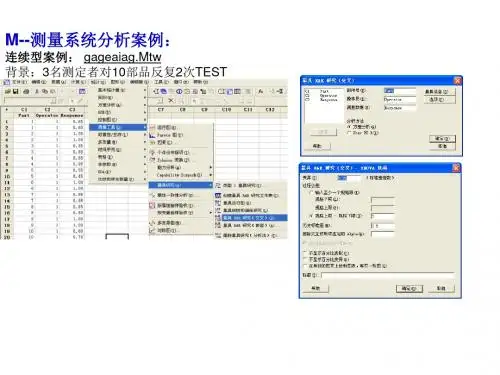
利用MINITAB制作一组MSA数据,零件规格434±1.5mm,测量人数3人,零件数10只,每个零件每人测量3次。
一、利用MINITAB先制作10个零件数据,“计算-随机数据-正态”,设定均值434,标准差1.5,生成10行数据在第一列。
二、转置10行数据到1行10列,“数据-转置列”,删除第一列没用的字符。
三、“计算-随机数据-正态”,以每列第一个数据作为均值,以偏差的十分之一作为标准差(也就是1.5的十分之一:0.15),生成36行数据(其实9行就够了,多做一些可供选择),放置在各列。
共生成10列数据,每列36行。
四、数据处理成2位小数(使用公式=ROUND(B22,2),数据要求3位或者1位可以自己改),可以复制用于MSA分析。
数据分析后,得到GRR为10%以下,ndc为10以上;如果没有达到,就选用余下的数据再试。
如果再不行,在第三步时,以偏差的15分之1或更小来作为标准差。

用MINITAB软件进行测量系统分析质量部陈志明摘要数据分析在质量管理和过程控制活动中已得到了广泛的应用,而数据的质量又取决于测量系统的能力。
本文以空调公司平衡型量热计空调系统性能测试平台的“GR&R”研究为例,介绍用MINITAB 进行测量系统分析的方法,供大家参考。
关键词数据分析MINITAB软件测量系统分析(MSA)一测量系统分析概述测量系统是对测量单元进行量化或对被测的特性进行评估,其所用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境及假设的集合,也就是说用来获得测量结果的过程。
理想的测量系统在每次使用时应只产生正确的测量结果:与一个标准值相符。
而事实上,理想的测量系几乎是不存在的:用一把校准好的卡尺,不同的人测量同一件零件都会产生不同的结果。
低质量的测量系统产生的测量结果往往本身就有较大的偏差,从而可能掩盖被分析过程的偏差,这种结果用于质量验证、质量改进和过程控制分析显然是不恰当的。
测量系统的质量经常使用其测得数据的统计特性来确定,测量系统必须处于统计控制中,也就说测量系统产生的偏差只能是由普通原因造成,而不应由于特殊原因导致。
测量系统分析就是用统计的方法分析测量系统所测数据的统计特性,而确定其质量水平。
通常,我们用下述五个指标来评价测量系统的统计特性,它们是:1)偏倚: 测量观察平均值与该零部件采用精密仪器测量的标准平均值的差值;2)线性:表征量具预期工作范围内偏倚值的差别;3)稳定性:表征测量系统对于给定的零部件或标准件随时间变化系统便倚中的总偏差量,与通常意义上的统计稳定性是有区别的;4)重复性:指同一个评价人,采用同一种测量仪器,多次测量同一零件的同一特性时获得的测量值(数据)的偏差。
5)再现性:指由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的偏差。
通常,前三种指标用于评价测量系统的准确性,后两种指标用于评价测量系统的精确性。
测量系统的准确性可以通过对设备的校准等比如参照ISO9000或ISO/TS16949关于测量系统的相关要求在体系上对测量系统进行维护、监控。
基于Minitab进行测量系统分析1.测量系统分析的研究1.1.基本概念数据是测量的结果,“测量”是指确定实体或系统的量值大小为目标的一整套作业。
所谓测量系统分析,是指用统计学的方法来了解测量系统中的各个波动源, 及其对测量结果的影响,最后给出本测量系统是否合乎使用要求的明确判断。
测量系统必须具有良好的准确性(accuracy)和精确性(precision), 通常由偏倚(bias)和波动(variation)等统计指标来表征。
偏倚用来表示多次测量结果的平均值与被测质量特性基准值(真值)之差, 其中基准值可通过更高级别的测量设备进行若干次测量取其平均值来确定。
波动表示在相同的条件下进行多次重复测量结果分布的分散程度,常用测量结果的标准差σ或过程波动VP表示。
波动也可称为变异。
1.2.测量系统波动的主要来源过程波动的主要来源以及测量系统分析的主要内容如下所示。
图1.测量系统波动来源1.3.重复性&再现性重复性(repeatability)是指在尽可能相同的、恒定不变的测量条件下, 对同一测量对象进行多次重复测量所得结果的一致性。
此时测量值的波动称为重复性, 记为VE。
重复性误差的产生只能是由测量仪器本身的固有波动引起的。
再现性(reproducibility)也称为复现性或重现性,是指在各种可能变化的测量条件下, 同一被测对象的测量结果之间的一致性, 记为V A。
最普遍出现的重要的再现性是操作人员的变化对测量系统一致性的影响,特别是由不同的人员使用同样的测量仪器对同一测量对象测量时的波动要小。
1.4.测量系统分析的依据通常用分辨力、偏倚、稳定性、线性、重复性和再现性等评价测量系统的优劣, 并用它们控制测量系统的偏倚和波动, 以使测量获得数据准确可靠。
一般说来, 测量系统的分辨力应达到(即在数值上不大于)过程总波动的(6倍的过程标准差)的1 /10, 或容差(USL-LSL)的1 /10。
在评价测量系统性能时,通常采用如下标准:P/TV或P/T≤10%,测量系统系统波动很小;10%<P/TV或P/T≤20%,测量系统波动较小;20%<P/TV或P/T≤30%,测量系统可接受;P/TV或P/T>30%,测量系统波动较大,必须改进;可区分类别数反映测量系统的分辨力,应≥5。