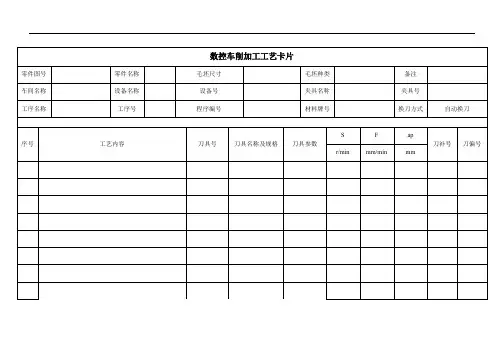
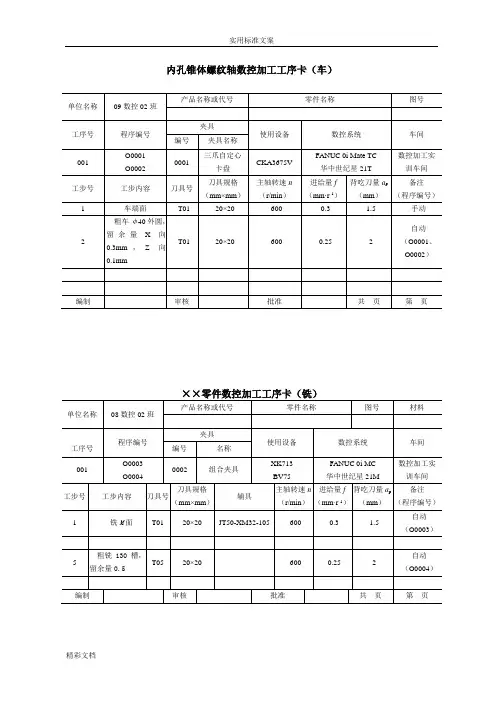
数控加工工艺设计卡片、刀具卡片样板
- 格式:doc
- 大小:169.50 KB
- 文档页数:6

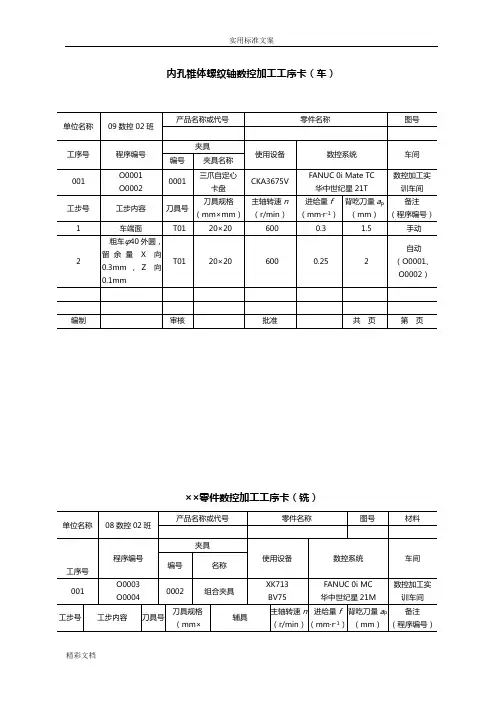
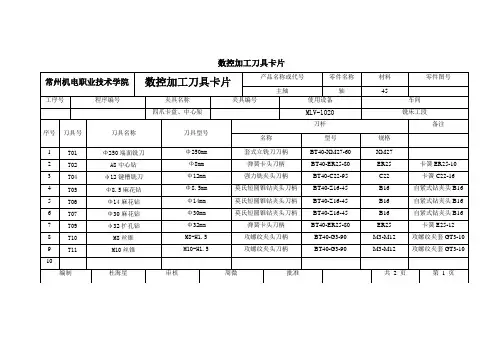
数控加工刀具卡片
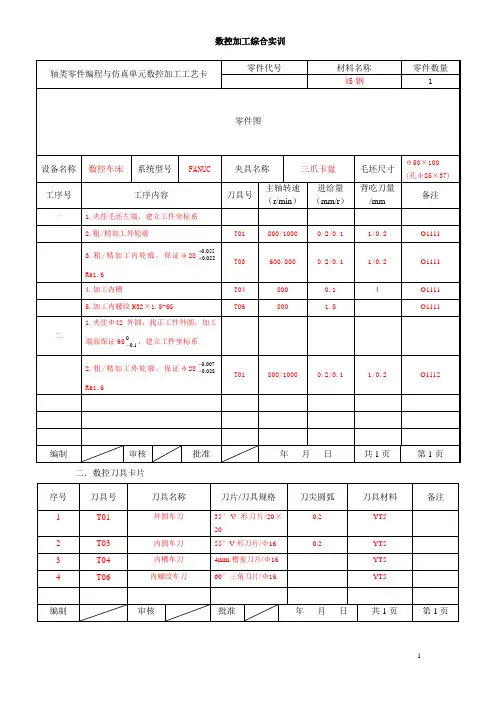
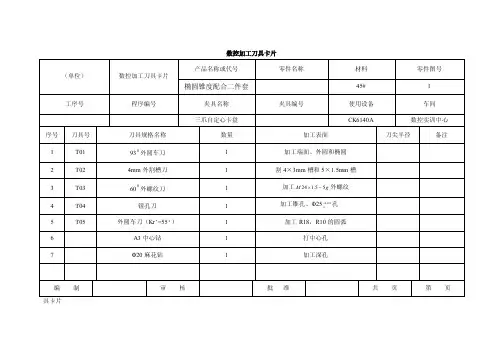
(单位)数控加工刀具卡片产品名称或代号零件名称材料零件图号椭圆锥度配合二件套45#1工序号程序编号夹具名称夹具编号使用设备车间三爪自定心卡盘CK6140A数控实训中心序号刀具号刀具规格名称数量加工表面刀尖半径备注1T0193EMBED Equation.3 外圆车刀1加工端面、外圆和椭圆2T024mm外割槽刀1割4×3mm槽和5×1.5mm槽3T0360 EMBED Equation.3 外螺纹刀1加工 EMBED Equation.3 外螺纹4T04镗孔刀1加工锥孔、Φ25 EMBED Equation.3 孔5T05外圆车刀(Kr’=55 EMBED Equation.3 )1加工R18,R10的圆弧6A3中心钻1打中心孔7Φ20麻花钻1加工深孔编制审核批准共页第页。
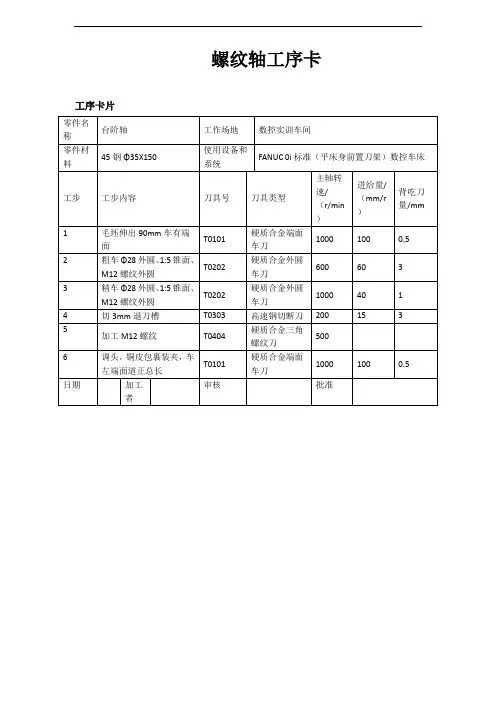
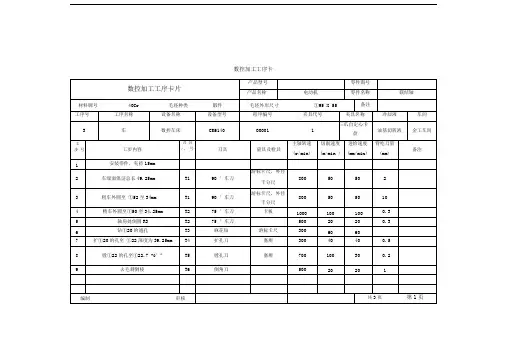
数控工序卡片数控刀具卡片序号刀具号刀具名称刀片/刀具规格刀尖圆弧刀具材料备注1 T0101 90°外圆车刀90°V形刀片0.2 YT52 T0202 35°外圆车刀35°V形刀片0.2 YT53 T0303 割刀3mm宽刀片0.2 YT5编制审核批准2012 年10 月20日共1页第1页多台阶数控加工工艺卡零件代号材料名称零件数量3-2 45钢 1零件图设备名称数控车床系统型号广数夹具名称三爪卡盘毛坯尺寸φ30×220工序号工序内容刀具号主轴转速(r/min)进给量(mm/min)背吃刀量/mm备注1 1.夹住毛坯左端,建立工件坐标系T0101 10002 2.粗加工外轮廓T0101 1000 120 2 O11113 3.精加工外轮廓T0202 1000 80 0.5 O11114 4.切断取下工件T0303 500 80 2 O1111编制审核批准年月日共1页第1页数控加工程序单程序号:O1111程序段号程序内容备注N10 G98定义每转进给,单位为mm/r N20 G00 X50 Z50快速移动到换刀点N30 T0101换刀第一把刀,01号刀补N40 M03 S600主轴正转速N50 G00 X35 Z0快递移动到起刀点N60 G01 X0 F120N70 G00 X32 Z2N80 G71 U1 R0.5背吃刀量为1mm,退刀量为0.5N90 G71 P100 Q220 U0.5 W0.1 F120精加工路线的起始和结束的程序段号,径向留0.5的余量,轴向留0.1N100 G00 X16以下是精加工的走刀路线N110 G01 Z0 F120N120 X18 Z-10N130 X19N140 X20 Z-10.5N150 Z-20N160 X22N170 X24 Z-21N180 Z-33N190 X25N200 X26 Z-33.5N210 Z-48N220 X32N230 G00 X100 Z100N240 M05N250 M00N260 T0101N270 G00 X33 Z2N280 S1000 M03N290 G70 P100 Q220 F80N300 G00 X100 Z100N310 M30。
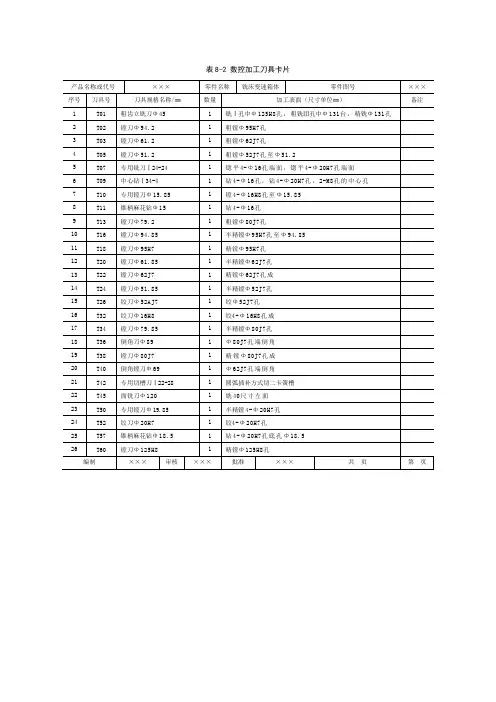
数控编程任务书工艺处数控编程任务书产品零件图号O100 任务书编号零件名称×××5-1使用数控设备FANNC0I加工中心第1 页共5 页零件图、主要工序说明及技术要求:编程收到日期月/日经手人11/18编制审核姚国强编程审核姚国强批准姚国强工件安装和原点设定卡片零件图号O100数控加工工件安装和原点设定卡片工序号零件名称装夹次数(零件图及其编程坐标系,变换时分2栏分别画出)21 平口钳编制日期审核日期批准日期第页11/28 11/28 11/28 共页序号夹具名称夹具图号数控加工工序卡片单位名称上海第二工业大学产品名称和代号零件名称零件图号5-1工序号程序编号夹具名称使用设备车间1 O100 数控加工仿真车床上海第二工业大学15号楼206工步号工作内容刀具号刀具规格主轴转数进给速度背吃刀量备注1 2 3 4编制审核姚国强批准姚国强2010年11 月18日第页共页数控加工走刀路线图数控加工走刀路线图零件图号O100 工序号1工步号1程序号O100机床型号程序段号N10~N1000加工内容共页第页编程校对审批姚国强含义抬刀下刀编程原点起刀点走刀方向走刀线相交爬斜坡铰孔行切注:图中应说明符号含义,使用标准符号数控加工程序单零件号5-1零件名称编制审核姚国强程序号N10~N1000 日期11/18 日期11/18NGX(U) Y(V) Z(W) FSTM备注注:程序可另附页,表格说明段号功能,精加工切削用量数控刀具卡片零件图号J30102-4数控刀具卡片使用设备刀具名称镗刀TC-30 刀具编号T13006 换刀方式自动程序编号刀具组成序号编号刀具名称规格数量备注1 T013960 拉钉 12 390、140-50 50 027 刀柄 13 391、01-50 50 100 接杆Φ50×100 14 391、68-03650 085 镗刀杆 15 R416.3-122053 25 镗刀组件Φ41-Φ53 16 TCMM110208-52 刀片 2 GC435编制审校姚国强批准姚国强备注共页第页注:表中刀具为例题,实际根据自己的加工而定。