注塑模设计-毕业设计说明书
- 格式:doc
- 大小:847.00 KB
- 文档页数:53
1绪论1.1引言模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
模具工业是国民经济的基础工业,是国际上公认的关键工业。
模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质量,效益和新产品的开发能力。
振兴和发展我国的模具工业,正日益受到人们的关注。
早在1989年3月中国政府颁布的《关于当前产业政策要点的决定》中,将模具列为机械工业技术改造序列的第一位。
模具工业既是高新技术产业的一个组成部分,又是高新技术产业化的重要领域。
模具在机械、电子、轻工、汽车、纺织、航空、航天等工业领域里,日益成为使用最广泛的主要工艺装备,它承担了这些工业领域中60%~90%的产品的零件,组件和部件的生产加工。
目前世界模具市场供不应求,模具的主要出口国是美国、日本、法国、瑞士等国家。
中国模具出口数量极少,但中国模具钳工技术水平高,劳动成本低,只要配备一些先进的数控制模设备,提高模具加工质量,缩短生产周期,沟通外贸渠道,模具出口将会有很大发展。
研究和发展模具技术,提高模具技术水平,对于促进国民经济的发展有着特别重要的意义。
1.2课题研究的目的与意义塑料模具产业近年来在我国发展很快,随之而来的是日益激烈的市场竞争,加入WTO后,外国模具厂家进入国内市场,要在激烈的竞争中脱颖而出,发展模具标准件实施模具的专业化生产至关重要。
现代产品生产中,模具由于其加工效率高,互换性好,节约原材料,所以得到很广泛的应用。
模具的用途广泛,模具的种类繁多,科学地进行模具分类,对有计划地发展模具工业,系统地研究、开发模具生产技术,促进模具设计、制造技术的现代化,充分发挥模具的功能和作用;对研究、制订模具技术标准,提高模具标准化水平和专业化协作生产水平,提高模具生产效率,缩短模具的制造周期,都具有十分重要的意义。

AbstractThis design needing the thickness of plastic uniform,the surface should be smooth .Considering the size of product is large,so the design uses one-mode and one-cavity form in this case。
The design also use half-structure to forming the handle of product after analyzing the structure of the product。
In order to ensuring the surface smooth,the edge without distortion, we use pneumatic ejection structure. This structure also simplifies the mold structure,economical and practical. Meanwhile, we measured the connection between product quality and the cost. Making the mold of simple structure、low processing costs of production、easy processing and usability as much as possible.Key wordsMug;Injection Mould;Half-structure;Pneumatic ejectionstructure目录摘要、关键词........................................ 错误!未定义书签。
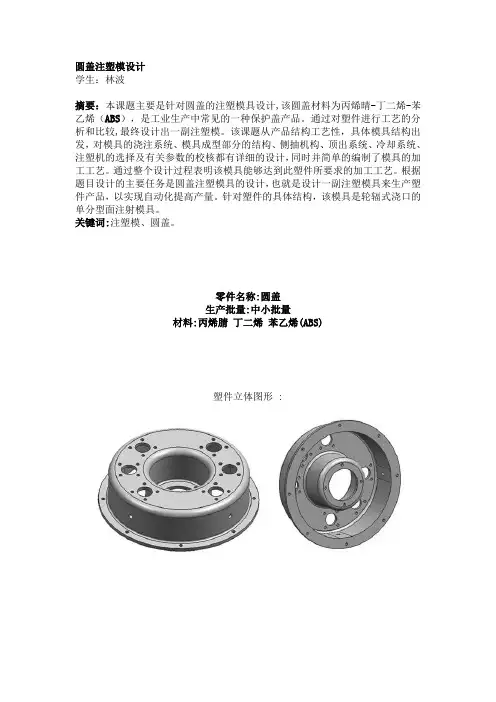
圆盖注塑模设计学生:林波摘要:本课题主要是针对圆盖的注塑模具设计,该圆盖材料为丙烯晴-丁二烯-苯乙烯(ABS),是工业生产中常见的一种保护盖产品。
通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、侧抽机构、顶出系统、冷却系统、注塑机的选择及有关参数的校核都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是圆盖注塑模具的设计,也就是设计一副注塑模具来生产塑件产品,以实现自动化提高产量。
针对塑件的具体结构,该模具是轮辐式浇口的单分型面注射模具。
关键词:注塑模、圆盖。
零件名称:圆盖生产批量:中小批量材料:丙烯腈丁二烯苯乙烯(ABS)塑件立体图形 :一、塑件的工艺性分析塑件的工艺性分析包括:塑件的原材料分析、塑件的尺寸精度分析、塑件表面质量和塑件的工艺性分析,其具体分析如下:1、塑件的原材料分析:塑料品种结构特点使用温度化学稳定性性能特点成型特点丙烯腈、丁二烯、苯乙烯(ABS),属于热塑性塑料非结晶态树脂,不透明小于85-110℃,脆化温度未-18℃有较良好的耐化学试剂性,不耐浓的氧化性酸及醛、酮、酯、氧化烃等不透明,具有良好的综合物理力学性能,耐热、耐腐、耐磨及良好的抗蠕变性,介电性能好,吸水性较强熔融温度高(超过250℃时才出现分解),熔体粘度不太高,流动性中等(溢边值为0.04mm),与流动性和压力有关,对压力更敏感,冷却速度较快,成型收缩小结论: ①熔融温度较高,熔体黏度中等,一般采用螺杆注射机成型,模具温度可控制在60-80℃②吸湿性强,含水量应小于0.3%,必须充分干燥③易发生熔接熔接痕,应注意选择进料口位置形式,顶出力过大或机械加工时塑件表面呈现“白色痕迹”(但在热水中加热可消失),脱模斜度应取2°以上2、塑件的结构工艺性分析:⑴ 从图纸上分析,该塑件的外形为回转体,壁厚均匀,都为3.5mm,且符合最小壁厚要求.⑵ 塑件型腔较大,有尺寸不等的孔,如:36-Ф3.5 、6-Ф16,它们均符合最小孔径要求.⑶ 在塑件侧壁有四个Ф5mm的孔,因此成型后塑件不易取出,需要考虑侧抽装置.3 、塑件的尺寸精度分析:该塑件的未注公差按MT5级公差要求,其余公差要求按制件的制件图所示公差要求塑件的外形尺寸: ФФ内形尺寸: Ф孔尺寸: ФФФФ空心距尺寸: ФФФФ4、塑件表面质量分析:该塑件为工业用圆盖塑料,对其表面质量没有什么高的要求,粗糙度可取Ra3.2um ,塑件内部也不需要较高的表面粗糙度要求,所以内外表面的粗糙度都3取Ra3.2um.结论:该塑件可采用注射成型加工,且加工性能较好,但成型以后需要设置侧抽芯机构才能将塑件顺利脱出.二、成型设备选择与模塑工艺规程编制1、计算塑件的体积:+2、注塑机的初步选择塑件成型所需的注射总量应小于所选注塑机的注射容量.注射容量以容积()表示时,塑件体积(包括浇注系统)应小于注塑机的注塑容量,其关系是:式中- 塑件与浇注系统的体积()- 注射机注射容量()0.8- 最大注射容量利用系数根据塑件的原材料分析,查相关手册①得知该塑件的原材料所需的注射压力为60-100 ,由于塑件的尺寸较大,型芯较多,所以选择较大的注射压力.模具所需的注射压力应小于或等于注射机的额定注射压力,其关系按下式:式中- 塑件成型是所需的压力()- 所选注射机的额定注射压力()模具所需的最大锁模力应小于或等于注射机的额定锁模力,其关系式如下:式中- 模具型腔压力,取45MPa- 塑件与浇注系统在分型面上的投影面积()- 注射机额定锁模力(N)再根据塑件形状及尺寸采用一模一件的模具结构,由以上数据,相关资料②初选螺杆式注塑机:XS-ZY-250.它的注射容量为250,注塑压力为130MPa,锁模力为1800KN,均满足以上条件.3、塑件模塑成型工艺参数的确定ABS注射成型工艺参数见下表,试模时,可根据实际情况作适当调整工艺参数规格工艺参数规格预热和干燥温度t/℃: 80-95成型时间/s 注射时间0-5时间/h: 4-5保压时间15-30料筒温度t/℃ 后段150-170 冷却时间15-30 中段165-180 总周期40-70 前段180-200螺杆转速n/()30-60喷嘴温度t/℃ 170-180后处理方法红外线灯烘箱模具温度t/℃ 50-80 温度t/℃ 70 注射压力p/Mpa 60-100时间/h2-4三、注射模的结构设计注射模结构设计主要包括: 分型面的选择、模具型腔数目的确定及型腔的排列、浇注系统设计、型芯、型腔结构的确定、推件方式、侧抽芯机构的设计、模具结构零件设计等内容.1、分型面的选择该塑件为工业用圆盖塑料,对其表面质量没有什么高的要求,只要求外径没有明显的斑点及熔接痕.在选择分型面时,根据分型面的选择原则,考虑不影响塑件的外观以及成型后能够顺利取出制件如图所示,塑件留动模,塑件的脱模容易实现,且模具的加工相对以上方案简单,方便. 所以,通过对以上几种分型面的考虑以及塑件的外观的要求,选择大端底平面作为分型面的方案较合适.2、型腔数目的确定及型腔的排列由于该塑件采用一模一件成型,所以,型腔布置在模具的中间.这样也有利于浇注系统的排列和模具的平衡.3、浇注系统的设计(1)主流道设计主流道是指浇注系统中从注射机喷嘴与模具接触处开始到分流道为止的塑料熔体的流动通道,是熔体最先流经模具的部分,它的形状与尺寸对塑料熔体的流动速度和充模时间有较大的影响,因此,必须使熔体的温度降和压力损失最小。
哈理工荣成学院塑料模课程设计说明书题目:玩具积木注塑模设计院、系:荣成学院材料工程系专业:模具11-1姓名: 孙中银学号: 1130330123指导教师:完成时间: 2013 年 08 月 30 日哈理工荣成学院塑料模课程设计任务书目录第1章塑件工艺分析 (3)1。
1 设计任务 (3)1.2 塑件工艺分析 (4)1。
2.1 材料工艺性分析 (4)1.2。
2 尺寸精度工艺性分析 (5)第2章模具结构设计 (6)2。
1模具总体方案确定 (6)2.1 成型设备的选择 (11)第3章模具材料及其热处理方案设计 (11)3.1 模具型芯型腔材料 (12)3.2 模具材料热处理方案 (12)第4章模具及注塑机的校核 (14)4。
1注塑机工艺参数的校核 (14)第5章模具总装图图5-1 (15)结论 (16)参考文献 (17)第1章塑件工艺分析1.1设计任务根据任务设计玩具积木三视图如下图1-11—1玩具积木三视图1-2玩具积木实物图已知技术参数:材料:ABS生产批量:大批量生产1.2塑件工艺分析1.2.1材料工艺性分析ABS是丙烯腈、丁二烯和苯乙烯三种单体聚合而成的非结晶型的高聚物.它是在聚丙乙烯基础上改性而发展起来的一种热塑性工程塑料。
由于聚苯乙烯的突出缺点是耐冲击性能较差,耐热性不够高,因而限制了它的应用范围。
而三种单体合成的ABS塑料是一种综合性能优良的在工程技术中广泛应用的新型塑料。
1.ABS塑料的使用性能:由于ABS是三种单体聚合而成的,因此它具有三种组成物的综合性能。
丙烯腈可使ABS具有较高的强度、硬度、耐热性及耐化学稳定性;丁二烯可使ABS具有弹性和较高的冲击强度;苯乙烯可使ABS具有优良的介电性能和成型加工性能。
由此可见,还可以通过改变组成物的比例,生产出不同品种的ABS塑料。
ABS塑料在一定的温度范围内具有较高的冲击强度和表面硬度及耐磨性;它的热变形温度为100℃左右,比聚苯乙烯、聚氯乙烯、聚酰胺都高;还具有一定的化学稳定性和良好的介电性能;此外它还有能与其他塑料和橡胶混溶等特性;其制品尺寸稳定性不好,表面光泽,可以抛光和电镀。
聚丙烯塑料盒盖注塑模毕业设计说明书本说明书为塑料注射模具设计说明书,是依照塑料模具手册上的设计过程及相关工艺编写的。
本说明书的内容包括:名目、课程设计指导书、课程设计说明书、参考文献等。
编写本说明书时,力求符合设计步骤,详细说明了塑料注射模具设计方法,以及各种参数的具体运算方法,如塑件的成型工艺、塑料脱模机构的设计。
本说明书在编写过程中,得到李莉老师和同学的大力支持和热情关心,在此谨表谢意。
由于本人是自学的UG软件设计水平有限,在设计过程中难免有错误之处,敬请各位老师批判指正。
第一章塑件工艺分析1.1塑件分析图1-1 盒盖此件为聚丙烯(PP)塑料盒盖,要求大批量生产。
1.2塑件工艺性分析(1)PP的性能特点与用途比重小,强度、刚性、耐热性均优于HDPE,可在100°C左右使用。
具有优良的耐腐蚀性,良好的高频绝缘性,不受湿度阻碍。
但低温变脆,不耐磨,易老化。
适于制作一样机械零件、耐腐蚀零件和绝缘零件如板、片、透亮薄膜、绳、绝缘零件、汽车零件、阀门配件、日用品等。
使用温度10~120°C。
(2)成型特点1.结晶性料,吸湿性小,可能发生熔体破裂,长期与热金属接触易发生分解2.流淌性极好,溢边值0.03㎜左右3.冷却速度快,浇注系统及冷却系统散热应适度4.成型收缩范畴大,收缩率大,易发生缩孔、凹痕、变形,取向性强5.注意操纵成型温度,料温低取向性明显,专门低温高压时更明显。
模具温度低于50°C以下塑件无光泽,易产生熔接痕、流痕;90°C以上时易发生翘曲、变形6.塑件应壁厚平均,幸免缺口、尖角,以防止应力集中(3)PP的注射工艺参数(1)注射机:螺杆式(2)螺杆转速(n/(r/min)):48(3)料筒温度(t/℃):前段200~220中段180~200后段160~180(4)喷嘴形式:直通式(5)模具温度(℃):80~90(6)注射压力(MPa):70~100(7)成型时刻(s):注射时刻20~60;高压时刻0~3;冷却时刻20~90;总周期50~160.表1-2 PP的要紧性能指标第2章拟定模具结构形式2.1 分型面位置的确定分开模具取出塑件的面称为分型面;注射模有一个分型面或多个分型面,分型面的位置,一样垂直于开模方向。
注塑模具毕业设计注塑模具是现代工业中非常重要的一种模具类型,它广泛应用于汽车、电子、医疗、航空等各个领域中,对于提高产品的质量和效率有着重要作用。
本篇毕业设计主要介绍了注塑模具的设计流程,以及具体的设计方案和制造过程。
1.设计流程(1)确定产品的要求:首先需要确定注塑产品的形状、尺寸、数量等要求,以此为基础进行其它设计。
(2)确定注塑机的参数:要根据要生产的产品选取合适的注塑机,并确定其规格和参数,包括射出量、射出压力、注塑速度等。
(3)绘制注塑产品的3D模型:根据产品要求使用CAD软件绘制其三维模型,这样可以更好地进行后续的模具设计。
(4)制定注塑模具的设计方案:制定适合产品的模具设计方案,包括模具型式、结构设计等。
(5)针对模具的核心部件进行3D建模:对模具的核心零部件,如模芯、模板、顶针等进行3D建模,方便接下来的分模设计。
(6)绘制分模面:根据模芯、模板等零部件,确定分模面轮廓,绘制分模图。
(7)开始设计模具的其它部分:根据分模面进行其它部分的设计,如顶出机构、行程限制机构等。
(8)进行机械分析:进行机械分析,确定模具的稳定性、结构合理性等。
(9)输出模具设计图纸:最终完成模具设计图纸并进行审核。
2.设计方案本设计选用的是普通注塑模具,它由模芯、模板、拉杆、顶出机构、行程限制机构等组成,具体方案见下图。
(1)模具结构设计:本设计采取的结构是单向剥离式。
这种方案能让注塑件更容易从模具中取出,同时确保了模具的稳定性。
(2)模具材料选择:本设计选择钢材作为主要材料。
具体采用的是P20钢和718钢,这种材质能够保证模具的强度和硬度,同时也有着很高的耐磨性和耐腐蚀性。
(3)模具的布局设计:本设计中,模具的各个零部件有着合理的布局,能够最大限度地减小模具体积,提高模具的使用效率。
3.制造过程(1)CNC加工:使用CNC加工技术生产出模具的主要组成部分,如模芯、模板等。
(2)磨削:对CNC加工后的部件进行磨削,使其表面光滑。
电脑注塑模具毕业设计简介本文档旨在介绍一份电脑注塑模具的毕业设计,重点讨论设计的背景、目标、方法以及预期结果。
该设计旨在提供一个可行的方案,以解决特定的注塑模具设计问题。
背景注塑模具在塑料制品生产过程中起着关键作用。
然而,传统的注塑模具设计存在一些问题,如效率低、周期长、设计错误率高等。
为了解决这些问题,本毕业设计将使用电脑辅助设计(CAD)技术和模拟分析来开发一种新的注塑模具设计方法。
目标本毕业设计的主要目标是提出一种电脑注塑模具设计方法,以优化注塑模具的性能和生产效率。
具体目标如下:1. 建立一个基于CAD的注塑模具设计流程;2. 使用模拟分析技术验证设计的可行性;3. 优化注塑模具的结构和材料选择;4. 提高注塑模具的生产效率;5. 减少注塑模具设计错误率。
方法为实现上述目标,本毕业设计将采取以下方法:1. 调研和分析现有的注塑模具设计方法和技术;2. 研究并掌握CAD软件和模拟分析工具的使用;3. 设计和开发一个基于CAD的注塑模具设计流程;4. 使用模拟分析工具对设计进行验证和优化;5. 进行实验和测试,收集数据并进行结果分析。
预期结果通过以上方法的应用,本毕业设计预期将取得以下结果:1. 建立一个基于CAD的注塑模具设计流程,包括设计、验证和优化阶段;2. 确定最佳的注塑模具结构和材料选择;3. 提高注塑模具的生产效率,减少生产周期;4. 降低注塑模具设计错误率;5. 提供一份详细的毕业设计报告,包括设计过程、实验数据和分析结果。
以上是关于电脑注塑模具毕业设计的简要介绍,重点讨论了设计的背景、目标、方法以及预期结果。
通过本设计,希望能为注塑模具设计提供一个可行的解决方案,以提高生产效率和降低设计错误率。
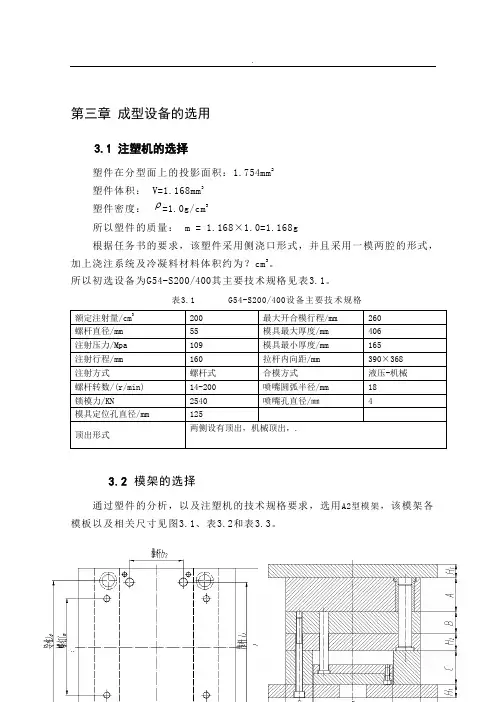
第三章成型设备的选用3.1 注塑机的选择塑件在分型面上的投影面积:1.754mm2塑件体积: V=1.168mm3塑件密度: =1.0g/cm3所以塑件的质量: m = 1.168×1.0=1.168g根据任务书的要求,该塑件采用侧浇口形式,并且采用一模两腔的形式,加上浇注系统及冷凝料材料体积约为?cm3。
所以初选设备为G54-S200/400其主要技术规格见表3.1。
表3.1 G54-S200/400设备主要技术规格3.2模架的选择通过塑件的分析,以及注塑机的技术规格要求,选用A2型模架,该模架各模板以及相关尺寸见图3.1、表3.2和表3.3。
图3.1 P2型模架示意图表3.2 模架各板厚尺寸表3.3模架孔位置尺寸H1=36㎜;A=56㎜;B=46㎜;H2=46㎜;C=76㎜;H3=36㎜;所以模具的总厚度为:36+56+46+46+76+36=296mm,在注塑机的装模行程之内。
3.3模具参数的校核(1)注射量的校核要求注射量不超过注射机的最大注射量,在注塑生产中,注塑机每一个成型周期向模具腔内注入的塑料熔体体积或质量称为塑件的注射量,其中包括浇注系统内所存留的塑料熔体体积,选择注塑机时,必须保证塑件的注射量小于注塑机的最大注射量的(80~85)%,最小注射量不小于注塑机注射量的20%,根据式kMmax≥M,M=n∑M i+m式中 Mmax-----注塑机最大注射量/ cm3;Mi-----浇注系统凝料的质量或体积/ cm3;m-----单个制件质量或体积/ cm3;n-----型腔数目/个;k-----注射机最大注射量利用系数,一般取0.8。
0.8×320≥2×5.8+4.33≈15.93 cm3。
故:注射机注射量满足要求。
(2)注射压力的校核塑料成型所需要的注射压力是由塑料品种、注射机类型、喷嘴形式、塑件形状以及浇注系统的压力损失等因素决定的。
注射压力的校核是检验注射机的最大注射压力能否满足制品的成型要求。
CHANGZHOU INSTITUTE OF TECHNOLOGY毕业设计说明书题目:U型座3D造型及注塑模设计二级学院:机械与车辆工程学院专业: 材料成型班级:12成型2 学生姓名:徐晨阳学号:12011027 指导教师:伊启平职称: 高级讲师评阅教师: 田文彤职称:副教授2016年06 月摘要根据所学的知识,本次设计,我选的是U型座的注塑模设计。
这次毕业设计是利用计算辅助而展开的,分为两个阶段完成(机械部分和计算机部分)。
先利用PROE制作零件三维图,分析制件基本属性。
然后选择注射机(海天SA1200/410U),并设计其组成机构内容。
最后完成零件的装配图和零件图.关键词:侧抽芯斜导柱 PROE Moldflow 计算校核Abs tractAccording to the knowledge,the design,I choose is U type of injection mold design.This graduation design is to use, calculation of the auxiliary which is divided into two stages (mechanical parts, and computer).Parts are manufactured using PROE 3D figure,occurring basic attribute。
Then select the injection machine (HaitianSA1200/410U).And And design the content of institutions.The finished parts assembly drawing and part drawingKeywords:Mobile phone battery cover slider angle pin PROE MOLDFLOW Calculating Proofread目录摘要 (1)Abstract (2)第1章前言 (9)1.1 塑料成型模具的分类及注塑模 (9)1.2 选题的意义和依据 (9)1。
注塑模毕业设计注塑模毕业设计一、选题背景注塑模是制造塑料制品的重要工具,其制作过程需要经过多个环节,包括设计、加工、调试等。
因此,对于注塑模的研究和开发具有重要的意义。
本文将针对注塑模的设计和制造进行研究,以期为相关领域的发展提供一定的参考。
二、研究内容1.注塑模的结构设计注塑模的结构设计是整个制造过程中最为关键的一步。
本文将从以下几个方面进行探讨:(1)模具材料选择:不同材料有着不同的特性,如强度、韧性等。
因此,在选择材料时需要根据具体情况进行综合考虑。
(2)模腔数量:在实际生产中,需要根据产品要求确定模腔数量。
本文将介绍如何通过计算得出最佳数量。
(3)射出系统:射出系统是影响产品质量和生产效率的关键因素之一。
本文将介绍如何设计合理的射出系统。
2.注塑模加工技术注塑模加工技术是保证产品质量和生产效率稳定性的重要环节。
本文将从以下几个方面进行探讨:(1)CNC加工技术:CNC加工技术是现代注塑模加工的主流方式之一。
本文将介绍如何进行CNC加工,并探讨其优缺点。
(2)电火花加工技术:电火花加工技术是注塑模制造中常用的一种非常规加工方式。
本文将介绍其原理和应用。
3.注塑模调试及优化注塑模调试及优化是保证产品质量和生产效率的关键环节。
本文将从以下几个方面进行探讨:(1)模具调试:模具调试是整个制造过程中最为关键的一步,直接影响产品质量和生产效率。
本文将介绍如何进行有效的模具调试。
(2)优化设计:通过对已有注塑模的分析和改进,可以不断提高产品质量和生产效率。
本文将介绍如何进行优化设计。
三、研究方法本研究采用实验研究法和理论分析法相结合的方法,通过对实际注塑模制造过程中所遇到问题的分析,以及对相关理论知识的学习和总结,来得出相应的结论和建议。
四、研究意义本研究对于注塑模的设计、加工、调试及优化具有重要的意义。
一方面可以提高产品质量和生产效率,另一方面也可以为相关领域的发展提供一定的参考。
五、研究进展目前,本研究已经完成了注塑模的结构设计和加工技术部分,并取得了一定的成果。
塑料成型工艺及模具设计课程设计说明书题目:专业:班级:姓名:学号:指导老师:时间:目录第一部分产品的说明第二部分塑件分析第三部分注射机的选择和塑件工艺参数的确定第四部分注射模的结构设计第五部分成型零件的工作尺寸计算第六部分注射机的型号和规格选择及校核第七部分温度调节系统的设计第八部分模架的选用第九部分参考资料第十部分零件图三维图第一部分产品的说明零件名称:座块盖生产批量:大批量材料:聚碳酸酯未注公差取MT5级精度要求设计座块盖模具。
第二部分 塑件的工艺性分析塑件的工艺性分析包括塑件的原材料分析、塑件的尺寸精度分析、塑件的表面质量和塑件的结构工艺性分析,其具体分析如下: 1 塑件的原材料分析塑料品种 结构特点使用温度化学稳定性 性能特点 成型特点聚碳酸酯(PC ),属于热塑性塑料线型结构非结晶型材料,透明 小于130℃,耐寒性好,脆化温度为-100℃有一定的化学稳定性,不耐碱、酮、酯等 透光率较高,介电性能好,吸水性小,但水敏性强(含水量不得超过0.2%),且吸水后会降解 力学性能好,抗冲击抗蠕变性能突出,但耐磨性较差熔温温度高(超过330℃才严重分解),但熔体黏度打,流动性差(溢边值为0.06mm );流动性对温度变化敏感,冷却速度快;成型收缩率小;易产生应力集中 结论1熔温温度高且熔体粘度大,对于大于200g 的塑件应用螺杆式注射机成型,喷嘴宜用敞开式延伸喷嘴,并加热,严格控制模具温度,一般在70 ~120℃为宜,模具应用耐磨钢,并淬火2 水敏性强,加工前必须干燥处理,否则会出现银丝气泡及强度显著下降现象 3易产生应力集中,严格控制成型条件,塑件成型后退火处理,消除内应力;塑件壁不宜厚,避免有尖角,缺口和金属嵌件造成应力集中,脱模斜度取2°2塑件的尺寸精度分析 该塑件尺寸精度无特殊要求,大部分尺寸为自由尺寸,可按MT5差取公差,其主要尺寸公差标注如下(单位均为mm )。
塑件外形尺寸:350 -0.56、180 -0.38、Φ150 -0.38、90 -0.28、100 -0.1内形尺寸:26+0.50 0、R1+0.20 0、R3.5+0.24 0、12+0.32 0、6+0.24 0、Φ3.5+0.24 0、Φ5+0.1 0孔心距:22±0.223塑件表面质量分析该塑件要求外形美观,外表面没有斑点及熔接痕,而塑件内部没有较高的表面粗糙度要求。
注塑模模具毕业设计【篇一:15注塑模模具毕业设计】摘要本文机械设计是关于外机械设计壳塑料件机械设计设计,主要机械设计内容包括计计塑件的成机械设计形工艺分析,模具结机械设计构形式的确定,分型机械设计面位置的确定,浇注机械设计系统的形机械设计式和浇口的设计,成机械设计形零件的结构设计和计算,模架的确定和标准件的选用,合模导向机设计设计技术基础构的设计,脱模推出机设计手册构的设计等。
在正确分析塑件工艺特点和材料的性能后,涉及模具模具结构、强度、寿命计算及熔融塑设计设计技术基础料在模具塑料模具技术基础中流动预技术基础测等复杂技术基础的工程运算问题;运用cad、三维软模具设计塑料模具设计设计技术基础件等不同设计设计技术基础的软件分机械加工加工工艺塑料模具塑料模具塑料模具机械设计设计手册技术基础别对模具的设计、制技术基础技术基础造和产品技术基础质量进行分析。
塑料设计设计技术基础件注塑模设计,采用制造工艺设计设计技术基础一般精度,利用cad、三维技术基础软件来设技术基础计或分析注射模的设计设计成型零部件,浇注系统,导向部件和脱模机构等等。
机械设计综合运用了专业基础、专业课知识设计,其核心知识是塑料设计设计成型模具、材料成型机械设计技术基础、塑料模具机械设计、塑料成型工艺、计算机辅助设计、模具cad等。
关键词:模架,标准件,脱模推出机构.abstractthis paper is about the design of plastic injection mold, cone-shaped include plastic parts forming process analysis, determination of die structure form, parting surface positioning, gating system forms and runner design, forming parts structure design and calculation, the determination of the formwork and standard parts choose, shut the mould design of steering mechanism, stripping out institution design, etc. inthe correct analysis plastics technology characteristics and pp material performance, involving the mould structure, strength, lifetime calculation and molten plastic mould flow prediction in complex engineering computation problem; using cad, suchdifferent software ug respectively to mold of design, manufacturing and product quality analysis. tapered plastic injection mold design, use general accuracy, use cad, ug to design or analysis of injection mold, gating system, discusses guide components and moulding mechanism, etc. comprehensive use of the professional basis, professional class design, and its core knowledge is plastic molding, material molding technology base, mechanical design, plastic injection molding process, computer aided design, mould cad, etc.keywords: formwork, standard parts, stripping out institution design目录摘要 (1)abstract (2)目录 (3)第1章引言 (1)第2章塑件分析 (7)2.1塑件结构分析 (7)2.2.1尺寸精度分析 (7)2.2.2表面质量分析 (7)2.2.3计算塑件的体积和重量 (7)2.2.4塑件注射工艺参数的确定 (8)2.2塑件材料的选择 (8)2.2.1 材料abs的注塑成型参数 (9)2.2.2 材料abs性能 (9)第3章机械设计注射模的机械设计设计手册机械设计结构设计 (11)3.1 型腔数目的确定 (11)3.2 型腔的分布 (11)3.3 分型面的设计计 (12)3.4 浇注系统设设计 (13)3.4.1 主流道 (13)3.4.2 分流道设计 (14)3.4.3 浇口形式及位置的选择 (14)3.4.4 剪切速率的校核 (16)3.4.5 主流道剪切速率校核 (16)3.4.6 浇口剪切速率的校核 (16)3.5 成型零件塑料模具结构设计 (16)3.5.1 定模的结构设计 (16)3.5.2 动模的结构设计 (17)3.5.4 型腔和型题塑料模加工工艺具芯工作尺寸计算 (18)3.6 推杆机构设计 (19)3.6.1 脱模机构的选用原则 (19)3.6.2 脱模力的计算 (20)3.6.3 推杆的设计 (21)3.7冷却系统的设计 (21)3.7.1 塑料模具设计原则 (21)3.7.2 冷却时间的确定 (22)3.7.3 模塑料模具具加热和冷却系统的计算 (22)第4章注塑机校核 (25)4.4.1模具闭合高度的确定 (25)4.4.2 由锁模力选定注射机 (25)4.4.3 最大注塑量的校核 (26)4.4.4 锁模力的校核 (26)4.4.5 塑化能力的校核 (27)第6章模具工作原理 (27)参考文献 (28)第1章引言随着中国国民经济的高速发展,各相关行业对于塑料模具需求越来越多,要求也日益提高。
注塑模具毕业设计注塑模具毕业设计注塑模具是工业生产中不可或缺的重要工具,它的设计和制造直接影响着产品质量和生产效率。
作为一名注塑模具专业的毕业生,毕业设计是我在校期间最重要的任务之一。
在这篇文章中,我将分享我在注塑模具毕业设计中的经验和思考。
1. 研究背景在开始设计注塑模具之前,我首先进行了广泛的研究。
我了解了注塑模具的基本原理和工作流程,学习了不同类型的注塑模具以及它们在不同行业中的应用。
我还研究了目前市场上流行的注塑模具设计软件和制造技术,以及相关的材料和加工工艺。
2. 设计目标在进行注塑模具设计之前,我明确了设计目标。
我希望设计一个高效、精确、耐用且经济实惠的注塑模具,以满足客户的需求和市场的竞争压力。
同时,我也要考虑到模具的可维修性和可重复使用性,以减少维护和更换成本。
3. 设计过程注塑模具的设计过程是一个复杂而繁琐的任务。
我首先进行了产品分析,了解了客户的需求和产品的特点。
然后,我进行了模具结构设计,包括模具的开模方式、模腔和模芯的设计以及冷却系统的布置。
在设计过程中,我还使用了CAD软件进行三维建模和模拟分析,以确保设计的准确性和可行性。
4. 制造和测试完成注塑模具的设计后,我开始进行制造和测试。
我选择了合适的材料和加工工艺,以确保模具的质量和精度。
在制造过程中,我密切关注每个环节的质量控制,并及时解决可能出现的问题。
完成制造后,我进行了模具的测试和调试,确保其能够正常工作并满足设计要求。
5. 总结和展望通过注塑模具毕业设计,我不仅学到了专业知识和技能,还提高了解决问题和团队合作的能力。
我意识到注塑模具设计是一项综合性的任务,需要综合考虑材料、结构、工艺等因素。
在未来,我希望能够进一步深入研究和应用注塑模具技术,为工业生产提供更好的解决方案。
总之,注塑模具毕业设计是我在校期间的一次重要实践和学习机会。
通过这个项目,我不仅提高了专业知识和技能,还培养了解决问题和团队合作的能力。
我相信这次经历将对我的职业发展产生积极的影响,并为我未来的研究和工作打下坚实的基础。
第一章绪论1.1.江苏省模具工业江苏是我国工业比较发达的省份,以加工工业为主,是模具需求的集中地域。
据不完全统计,江苏省模具生产厂现有350余家,在职职工23000多人,其中技术人员比例快要1/3。
2003年,全省模具工业形势良好,模具、模具标淮件等呈现购销两旺势头,全年模具企业模具销售收人超过25亿元。
目前,江苏省生产模具、模具标准件、模具材料及其他模具配件的生产企业和经营网点,以苏南为中心遍及全省备地,大体上形成了苏南以大型塑料模、压铸模为主;苏中以塑料模、冷冲模为主;苏北以汽车冲压模为主的生产营销格局。
1.2.我国模具行业前景出过国的人都会有一种体会,就是国外的比较精美,特别是日本、德国的产品,大到机械、小到文具,都给人一种精美绝伦的感觉,恍如是一件件做工精湛的工艺品,这就是模具的功劳。
咱们要想成为世界制造业大国,没有先进的模具工业是不行的。
在这方面咱们还有很长的路要走,还有很多东西要学。
首要的一条是要重视模具行业的发展,不但要有先进的技术,更要重视模具行业的商品化,让模具行业从企业中走出来,成为一个具有市场竞争力的新兴行业。
,是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通信等产品中,60%-80%的零部件都依托模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“百业之母”。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
模具生产的工艺水平及科技含量的高低,已成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力。
改革开放以来,我国模具工业发展迅猛。
1996至2001年间,我国模具工业的产值年平均增加14%左右。
目前,全国共有模具生产厂点万个,从业人员50多万人。
2001年全国模具工业总产值达300亿元人民币,我国模具年产值已位居世界第四。
目录目录 (1)1. 绪论 (3)1.1模具工业的概况 (3)1.2 我国塑料模具现状及地区分布 (4)1.3 塑料模具的发展趋势 (7)1.4 注塑模具CAD发展概况及趋势 (8)2.塑件分析 (10)2.1 塑件的简介 (10)2.2.注射工艺选择 (13)2.3 计算塑件的体积和质量计算塑件的体积和质量是为了选用注塑机,提高设备利用率,确定模具型腔数。
经(Pro/E)计算塑件体积为: (14)3. 注塑成型的准备 (15)3.1 注塑成型工艺简介 (15)3.2 注塑成型工艺条件 (16)4. 拟定模具结构形式 (18)4.1 确定型腔数量及排列方式 (18)4.2 模具结构形式的确定 (18)5. 注塑机选用 (19)5.1 注塑机简介 (19)5.2 注塑机基本参数 (19)5.3注射机的选用原则 (20)5.4选择注塑机 (20)5.5 注射机及各个参数的校核 (21)6.分型面的选择 (25)6.1 分型面的设计原则 (25)7.浇注系统设计 (26)7.1浇注系统设计原则 (26)7.2 主流道设计 (26)7.3 分流道的设计 (28)7.4浇口的设计 (30)7.5浇注系统的平衡 (32)7.6 冷料穴 (32)7.7 拉料杆的设计 (32)7.8 浇注系统凝料的脱出机构 (33)7.9排气方式 (33)8.成型零部件设计 (34)8.1 凹模和凸模的结构设计 (34)8.2 成型零部件的工作尺寸计算 (35)8.3 成型零部件的工作尺寸计算 (38)9.结构零部件的设计 (40)9.1模架的确定和标准件的选用 (40)9.2 合模导向机构的设计 (41)10.推出机构的设计 (43)10.1 推出力的计算 (44)10.2 制品推出的基本方式 (44)11.温度调节系统的设计 (45)11.1 冷却回路的尺寸确定 (45)11.2 冷却水回路设置的基本原则 (48)11.3冷却系统的结构 (48)12.模具材料的选择 (49)12.1塑料模零件选材原则 (49)12.2 模具材料的选用 (49)13.结束语 (50)14.致谢 (51)15.参考文献 (52)1. 绪论1.1模具工业的概况模具是机械、汽车、电子、通讯、家电等工业产品的基础工艺装备之一。
作为工业基础,模具的质量、精度、寿命对其他工业的发展起着十分重要的作用,在国际上被称为“工业之母”,对国民经济发展起着不容质疑的作用。
模具工业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域,在欧美等工业发达国家被称为“点铁成金”的“磁力工业”;美国工业界认为“模具工业是美国工业的基石”;德国则认为是所有工业中的“关键工业”;日本模具协会也认为“模具是促进社会繁荣富裕的动力”,同时也是“整个工业发展的秘密”,是“进入富裕社会的原动力”。
日本模具产业年产值达到13000亿日元,远远超过日本机床总产值9000亿日元。
如今,世界模具工业的发展甚至己超过了新兴的电子工业。
在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其它各类模具约占11%。
塑料模具工业是随塑料工业的发展而发展的。
塑料工业是一门新兴工业。
自塑料问世后的几十年以来,由于其原料丰富、制作方便和成本低廉,塑料工业发展很快,它在某些方面己取代了多种有色金属、黑色金属、水泥、橡胶、皮革、陶瓷、木材和玻璃等,成为各个工业部门不可缺少的材料。
目前在国民经济的各个部门中都广泛地使用着各式各样的塑料制品。
特别是在办公设备、照相机、汽车、仪器仪表、机械制造、交通、电信、轻工、建筑业产品、日用品以及家用电器行业中的电视机、收录机、洗衣机、电冰箱和手表的壳体等零件,都已经向塑料化方向发展。
近几年来由于工程塑料制件的强度和精度等得到很大的提高,因而各种工程塑料零件的使用范围正在不断扩大,预计今后随着微型电子计算机的普及和汽车的微型化,塑料制件的使用范围将会越来越大,塑料工业的生产量也将迅速增长,塑料的应用将覆盖国民经济所有部门,尤其在国防和尖端科学技术领域中占有越来越重要的地位。
目前,世界的塑料产量已超过有色金属产量的总和。
塑料模具就是利用特定形状去成型具有一定形状和尺寸的塑料制品的工艺基础装备。
用塑料模具生产的主要优点是制造简便、材料利用高、生产率高、产品的尺寸规格一致,特别是对大批量生产的机电产品,更能获得价廉物美的经济效果。
塑料模具的现代设计与制造和现代塑料工业的发展有极密切的关系。
随着塑料工业的飞速发展,塑料模具工业也随之迅速发展。
在我国,随着国民经济的高速发展,模具工业的发展也十分迅速。
1999年中国大陆制造工业对模具的总市场需求量约为330亿元,今后几年仍将以每年10%以上的速度增长。
对于大型、精密、复杂、长寿命—5/25/2008模具需求的增长将远超过每年10%的增幅。
汽车、摩托车行业的模具需求将占国内模具市场的一半左右。
1999年,国内汽车年产量为183万辆,保有量为1500万辆,预计到2005年汽车年产量将达600万辆。
仅汽车行业就将需要各种塑料件36万吨,而目前的生产能力仅为20多万吨,因此发展空间十分广阔。
家用电器,如彩电、冰箱、洗衣机、空调等,在国内的市场很大。
目前,我国的彩电的年产量己超过3200万台,电冰箱、洗衣机和空调的年产量均超过了100万台。
家用电器行业的飞速发展使之对模具的需求量极大。
到2010年,在建筑与建材行业方面,塑料门窗的普及率为30%,塑料管的普及率将达到50%,这些都会大大增加对模具的需求量。
其它发展较快的行业,如电子、通讯和建筑材料等行业对模具的需求,都将对中国模具工业和技术的发展产生巨大的推动作用。
1.2 我国塑料模具现状及地区分布塑料成型所用的模具成为塑料成型模,是用于成型塑料制件的模具,它是型腔模的一种类型。
塑料工业是当今世界上增长最快的工业门类之一,它是随着石油工业的发展应运而生的。
自从聚氯乙烯塑料问世以来,随着高分子化学技术的发展以及高分子合成技术、材料改进技术的进步、愈来愈多的具有优异性能的高分子材料不断涌现,从而促进塑料工业的发展。
目前,塑料制件几乎已经进入了一切工业部门以及人民日常生活的各个领域。
按照塑料制件成型的方法不同,塑料成型模具通常可以分成以下几类:(1)注射模(2)压缩模(3)压注模(4)挤出模(5)气动成型模在中国,人们已经越来越认识到模具在制造中的重要基础地位,认识到模具技术水平的高低,已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品质量、效益和新产品的开发能力。
我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产l8英寸大屏幕彩电塑壳注射模具、6. 5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具。
精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
如天津荣天和机电有限公司和烟台北极星I.K模具有限公司制造的多腔VCD和DVD齿轮模具,所生产的这类齿轮塑件的尺寸精度、同轴度、跳动等要求都达到了国外同类产品的水平,而且还采用最新的齿轮设计软件,纠正了由于成型收缩造成的齿形误差,达到了标准渐开线齿形要求。
还能生产厚度仅为0. 08mm的一模两腔的航空杯模具和难度较高的塑料门窗挤出模等等。
注塑模型腔制造精度可达0. 02 ~ 0. 05mm,表面粗糙度Ra0. 2 u m,模具质量、寿命明显提高了,非淬火钢模寿命可达10~30万次,淬火钢模达50 ~100万次,交货期较以前缩短,但和国外相比仍有较大差距。
成型工艺方面,多材质塑料成型模、高效多色注射模、镶件互换结构和抽芯脱模机构的创新设计方面也取得较大进展。
气体辅助注射成型技术的使用更趋成熟,如青岛海信模具有限公司、天津通信广播公司模具厂等厂家成功地在29~34英寸电视机外壳以及一些厚壁零件的模具上运用气辅技术,一些厂家还使用了C-MOLD气辅软件,取得较好的效果。
热流道模具开始推广,有的厂采用率达20%以上,一般采用内热式或外热式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道模具。
但总体上热流道的采用率不到10%,与国外的50~80%相比,差距较大。
在制造技术方面,CAD/CAM/CAE技术的应用水平上了一个新台阶,以生产家用电器的企业为代表,陆续引进了相当数量的CAD/CAM系统,如美国EDS的UG II、美国Parametric Technology公司的Pro/Engineer、美国CV公司的CADS5、英国Deltacam公司的DOCT5、日本HZS公司的CRADE、以色列公司的Cimatron、美国AC-Tech公司的C-Mold及澳大利亚Moldflow公司的MPA塑模分析软件等等。
这些系统和软件的引进,虽花费了大量资金,但在我国模具行业中,实现了CAD/CAM的集成,并能支持CAE技术对成型过程,如充模和冷却等进行计算机模拟,取得了一定的技术经济效益,促进和推动了我国模具CAD/CAM 技术的发展。
近年来,我国自主开发的塑料模CAD/CAM系统有了很大发展,主要有北航华正软件工程研究所开发的CAXA系统、华中科技大学开发的注塑模HSC5.0系统及CAE软件等,这些软件具有适应国内模具的具体情况、能在微机上应用且价格较低等特点为进一步普及模具CAD/CAM技术创造了良好条件[1]。
近年来,国内己较广泛地采用一些新的塑料模具钢,如:P20, 3Cr2Mo, PMS,SM I、SM II等,对模具的质量和使用寿命有着直接的重大的影响,但总体使用量仍较少。
塑料模标准模架、标准推杆和弹簧等越来越广泛地得到应用,并且出现了一些国产的商品化的热流道系统元件。
但目前我国模具标准化程度和商品化程度一般在30%以下,和国外先进工业国家已达到70%-80%相比,仍有很大差距[3]。
技术比较见表1 附表1: 国内外塑料模具技术比较表项目国内国外注塑模型腔精度0. 005~0. 01mm 0.02~0.05mm型腔表面粗糙度Ra0.01~0. 05 um Ra0.20 um非淬火钢模具寿命10-60万次10~30万次淬火钢模具寿命160~300万次50~100万次热流道模具使用率80%以上总体不足10%标准化程度70~80% 小于30%中型塑料模生产周一个月左右2~4个月期目前,全世界模具的年产值约为650亿美元,我国模具工业的产值在国际上排名位居第三位,仅次于日本和美国。
虽然近几年来,我国模具工业的技术水平己取得了很大的进步,但总体上与工业发达的国家相比仍有较大的差距。
我国模具工业起步晚,底子薄,与工业发达国家相比有很大的差距,但在国家产业政策和与之配套的一系列国家经济政策的支持和引导下,我国模具工业发展迅速。