MLCC工艺流程介绍
- 格式:pptx
- 大小:4.42 MB
- 文档页数:17


成型工艺流程及条件成型常见产品缺陷
一.成型工艺流程及条件介绍
第一節 成型工艺
1.成型工艺参数类型
(1). 注塑参数
a.注射量
b.计量行程
c.余料量
d.防诞量
e.螺杆转速
f.塑化量
g.预塑背压
h.注射压力和保压压力
i.注射速度
(2)合模参数
a.合模力
b.合模速度
c.合模行程.
d.开模力
e.开模速度
f.开模行程
g.顶出压力
h.顶出速度 i.顶出行程
2.温控参数
a.烘料温度
b.料向与喷嘴温度
c.模具温度
d.油温
3.成型周期
a.循环周期
b.冷却时间
c.注射时间
d.保压时间
e.塑化时间
f.顶出及停留时间
g.低压保护时间
成型工艺参数的设定须根据产品的不同设置.
第二节成型条件设定
按成型步骤:可分为开锁模,加热,射出,顶出四个过程.
开锁模条件:
快速段中速度
低压高压速度
锁模条件设定:
1锁模一般分: 快速→中速→低压→高压
2.快锁模一般按模具情况分,如果是平面二板模具,快速锁模段可用较快速度,甚至于用到特快,当用到一般快速时,速度设到55-75%,完全平面模可设定到
80-90%,如果用到特快就只能设定在45-55%,压力则可设定于50-75%,位置段视产品的深浅(或长短)不同,一般是开模宽度的1/3. 3.中速段,在快速段结束后即转换成中速,中速的位置一般是到模板(包括三板模,二板模)合在一块为止,具体长度应视模板板间隔,速度一般设置在30%-50%间,压力则是20%-45%间.
4.低压设定,低速设定一般是在模板接触的一瞬间,具体位置就设在机台显示屏显示的一瞬间的数字为准,这个数字一般是以这点为标准,,即于此点则起不了高压,高于此点则大,轻易起高压.设定的速度一般是15%-25%,视乎不同机种而定,压力一般设定于1-2%,有些机则可设于5-15%,也是视乎不同机种不同.
5.高压设定,按一般机台而言,高压位置机台在出厂时都已作了设定,相对来讲,是不可以随便更改的,比如震雄机在50P.速度相对低压略高,大约在30-35%左右,而压力则视乎模具而定,可在55-85%中取,比如完全平面之新模,模具排气良好,甚至于设在55%即可,如果是滑块较多,原来生产时毛边也较多,甚至于可设在90%还略显不足.

注塑工艺流程及条件介绍
第一節 成型工艺
1.注塑工艺参数类型
(1).注塑参数
a.注射量b.计量行程c.余料量d.防诞量e.螺杆转速f.塑化量g.预塑背压h.注射压力和保压压力i.注射速度
(2)合模参数
a.合模力b.合模速度c.合模行程.d.开模力e.开模速度f.开模行程g.顶出压力h.顶出速度
i.顶出行程
2.温控参数
a.烘料温度b.料管与喷嘴温度c.模具温度d.油温
3.成型周期
a.循环周期b.冷却时间c.注射时间d.保压时间e.塑化时间f.顶出及停留时间g.低压保护时间
*成型工艺参数的设定须根据产品的不同设置
第二节 注塑条件设定
一.按成型步骤:可分为开锁模,加热,射出,顶出四个过程.
开锁模条件:快速段中速度 低压高压速度
A锁模条件设定:
1锁模一般分: 快速→中速→低压→高压
2.快锁模一般按模具情况分,如果是平面二板模具,快速锁模段可用较快速度,甚至于用到特快,当用到一般快速时,速度设到55-75%,完全平面模可设定到 80-90%,如果用到特快就只能设定在45-55%,压力则可设定于50-75%,位置段视产品的深浅(或长短)不同,一般是开模宽度的1/3.
3.中速段,在快速段结束后即转换成中速,中速的位置一般是到模板(包括三板模,二板模)合在一块为止,具体长度应视模板板间隔,速度一般设置在30%-50%间,压力则是20%-45%间.
4.低压设定,低速设定一般是在模板接触的一瞬间,具体位置就设在机台显示屏显示的一瞬间的数字为准,这个数字一般是以这点为标准,,即于此点则起不了高压,高于此点则大,轻易起高压.设定的速度一般是15%-25%,视乎不同机种而定,压力一般设定于1-2%,有些机则可设于5-15%,也是视乎不同机种不同.
5.高压设定,按一般机台而言,高压位置机台在出厂时都已作了设定,相对来讲,是不可以随便更改的,比如震雄机在50P.速度相对低压略高,大约在30-35%左右,而压力则视乎模具而定,可在55-85%中取,比如完全平面之新模,模具排气良好,甚至于设在55%即可,如果是滑块较多,原来生产时毛边也较多,甚至于可设在90%还略显不足.
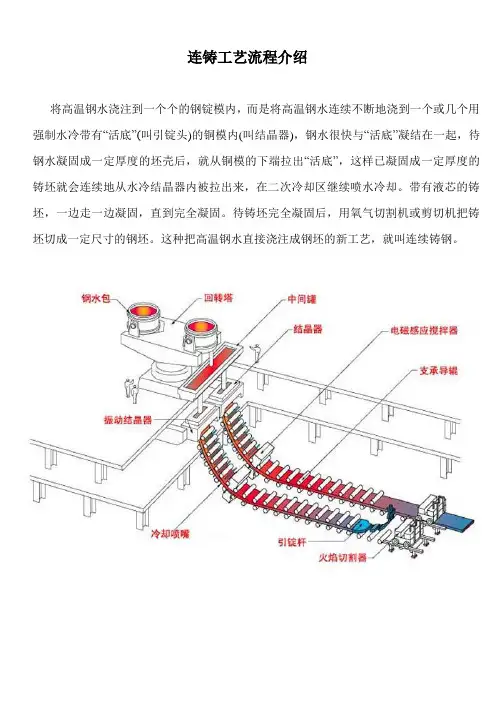
连铸工艺流程介绍
将高温钢水浇注到一个个的钢锭模内,而是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底”(叫引锭头)的铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。带有液芯的铸坯,一边走一边凝固,直到完全凝固。待铸坯完全凝固后,用氧气切割机或剪切机把铸坯切成一定尺寸的钢坯。这种把高温钢水直接浇注成钢坯的新工艺,就叫连续铸钢。
【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
连铸的目的: 将钢水铸造成钢坯。
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备
一、连铸钢水的温度要求:
钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂 纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷; ③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:
根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。

涂装工艺流程介绍
涂装工艺流程主要分电泳线和面漆线。
电泳线的主要流程如下:
预清理酸洗——清理打磨——预清理除油——电泳线上件——高压水洗—— 预脱脂——脱脂——水洗1——水洗2——表面调整——磷化——水洗3——水洗4——泳前纯水洗——阴极电泳——UF1——UF2——泳后水洗——电泳烘干。
前三步主要是除去工件的焊痕、锈迹和油渍。下面简单介绍一下电泳线各步的作用。
高压水洗:利用高压水流将工件表面、内腔及夹缝内的灰尘、铁粉及杂物冲掉,去除预清理过程中未能除尽的灰尘及杂物,保证工件的处理效果和后道工序槽液的质量。
预脱脂:脱脂液以稳定的压力喷射到工件表面,附着在工件表面油污被浸润、乳化、溶解和分散;借助于喷淋的机械作用,可使脱脂剂更好的发挥作用,去除油污。
脱脂:在脱脂浸渍、循环泵搅拌的复合作用下,工件表面、内腔、夹缝处的油污得到进一步的清洗,去除油污。
水洗1:采用喷淋的处理方式对工件表面的脱脂剂进行清洗。
水洗2:采用浸渍加出槽喷淋的处理方式对工件进行清洗,以便进一步清除工件表面及内腔残留的脱脂液。
表面调整:经喷淋清洗,使槽液中的胶体微粒吸附在工件表面,形成均匀的吸附层,同时也能消除工件表面的状态差异对磷化质量的影响。 磷化:在磷化液中浸渍磷化后,便得到一层连续、均匀、致密的结晶体,使工件具有较好的耐蚀性及与涂膜的结合力,为泳涂作准备。
水洗3:通过喷淋清洗,去除附着在工件表面的磷化液和磷化渣。
水洗4:通过在槽液中完全浸渍加出槽喷淋的处理方式,进一步洗除工件内腔及表面残留的磷化液与磷化渣。
泳前纯水洗:通过在纯水槽液中完全浸渍加出槽喷淋的处理方式,去除工件表面的杂质离子,降低电导,为电泳做准备。
阴极电泳:将具有导电性的被涂物浸于一定浓度的电泳漆槽液中作为阴极,在槽液的另一端设置与之对应的阳极,在两极间通直流电,在被涂物表面析出均一、水不溶的电泳漆膜
UF1:UF液对工件进行喷淋清洗,将附着在工件表面的电泳漆液冲洗掉,回收工件表面浮漆,逆向溢流返回到电泳槽内。