生产流水线及示范
- 格式:ppt
- 大小:2.02 MB
- 文档页数:40
生产流水线设计范文一、引言生产流水线是一种高效率的生产方式,通过将生产过程分解成不同的环节,并由不同工人负责各自环节的操作,从而实现高速连续生产。
本文将就生产流水线的设计进行详细说明,包括流水线布局、工位数量与配置、工人与设备的安排等方面。
二、流水线布局1.布局类型2.工位分布根据产品的加工过程和工序的先后顺序,确定各个工位的位置和数量。
合理的工位分布可以减少物料和工人的移动距离,从而提高生产效率。
三、工位数量与配置1.工位数量确定生产流水线的工位数量需要考虑到生产需求和生产节拍。
根据产品的加工时间、生产周期和目标产量确定每个工位的工作内容和工作时长。
2.工位配置根据产品的加工流程确定各个工位之间的排列顺序。
相邻工位之间的匹配需要考虑到生产过程中物料的流转和工序之间的协调性。
四、工人与设备的安排1.工人数量与技能根据生产流水线的设计,确定所需的工人数量和技能水平。
根据各个工位的工作内容和难易程度,确定不同工人在不同工位的分配比例。
2.设备选择与安装根据生产流水线的要求,选择合适的设备。
设备的性能和质量对整个流水线的效率和稳定性有重要影响。
严格按照设备的安装要求进行安装和调试。
五、生产效率的提高与控制1.定时维护与保养定期对设备进行维护和保养,确保设备的正常运转。
定期更换磨损严重的零部件,避免设备故障对生产造成影响。
2.生产过程的监督与管理建立严格的生产管理制度,监督生产过程中各个环节的运行情况。
对生产情况进行及时记录和分析,及时发现问题并采取措施进行调整和优化。
六、风险与安全措施在设计生产流水线的过程中,需要考虑到生产过程中可能出现的风险和安全隐患,并采取相应的安全措施,确保工作人员的身体健康和生产环境的安全。
七、总结本文介绍了生产流水线的设计要点,包括流水线布局、工位数量与配置、工人与设备的安排等方面。
通过合理的设计和管理,生产流水线可以提高生产效率,降低生产成本,提高产品质量。
同时,需要注意安全风险和工人健康的保障,确保生产过程的可持续发展。
全自动封箱打包生产流水线解决方案
全自动封箱打包生产流水线主要是为了实现包装箱自动上下封箱,角边封箱,井字打包的功能,本套设备主要由以下构成:
MG-5050E一字型全自动封箱机(1台)
MG-J5050I角边封箱机(直入型)(1台)
顶升移栽机构(一台)
MG-103A无人化打包机(2台)
前后端无动力滚筒线各0.5米
主要操作流程:已装好产品折好上盖的产品箱从左边的滚筒进入此流水线,进入第一台包装机械:全自动一字型封箱机(进行一字型封箱)—→进入第二台包装机械:全自动打包机(打两道打包带)—→进入第三台包装机械:90°旋转机—→进入第四台包装机械:全自动角边封箱机(进入四角边封箱,形成工字型封箱)—→进入最后的第五台包装机械:全自动打包机(打另外两道的打包带,形成井字形打包)—--→工字型封箱+井字型打包完成。
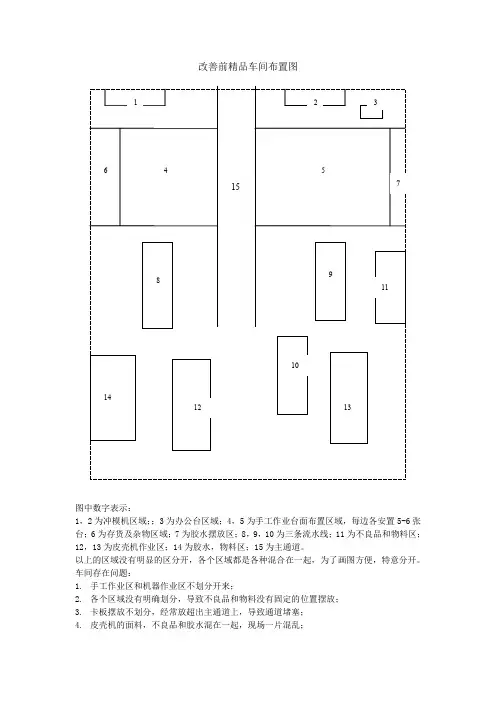
改善前精品车间布置图
图中数字表示:
1,2为冲模机区域;;3为办公台区域;4,5为手工作业台面布置区域,每边各安置5-6张台;6为存货及杂物区域;7为胶水摆放区;8,9,10为三条流水线;11为不良品和物料区;12,13为皮壳机作业区;14为胶水,物料区;15为主通道。
以上的区域没有明显的区分开,各个区域都是各种混合在一起,为了画图方便,特意分开。
车间存在问题:
1.手工作业区和机器作业区不划分开来;
2.各个区域没有明确划分,导致不良品和物料没有固定的位置摆放;
3.卡板摆放不划分,经常放超出主通道上,导致通道堵塞;
4.皮壳机的面料,不良品和胶水混在一起,现场一片混乱;
5.皮壳机旁边的流水线严重影响皮壳机的正常作业,而且那条线属于可没有的东西
改善后礼品部车间布置图
图中数字表示:
1,2为冲模机区域;3为办公台区域;4,5为手工作业台面布置区域,每边各安置4张台;6,7为两边手工作业区域的卡板摆放区;8,9为两条流水线作业的区域;10,11为两条流水线的卡板摆放区;12为胶水摆放区;13,14为两台皮壳机作业区;15,16为皮壳机卡板摆放区;17为吸尘器摆放区;18,19为物料摆放区;20为不良品摆放区;21为皮壳机专用胶水摆放区;22为不良品摆放区;23为皮壳机面料摆放区;24为车间主通道。
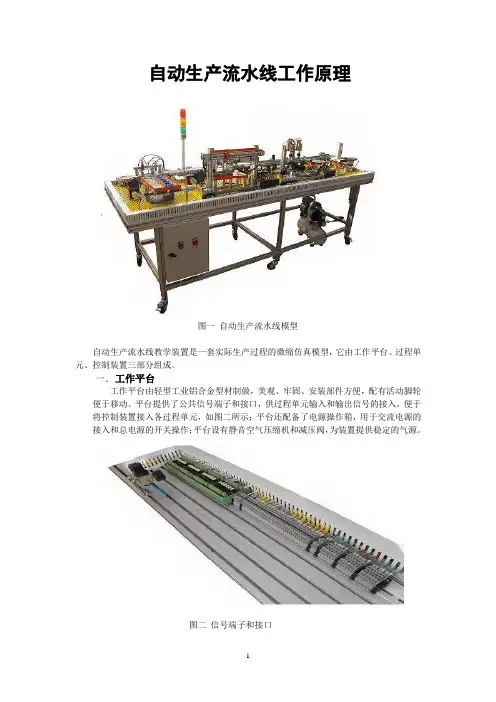
自动生产流水线工作原理图一自动生产流水线模型自动生产流水线教学装置是一套实际生产过程的微缩仿真模型,它由工作平台、过程单元、控制装置三部分组成。
一.工作平台工作平台由轻型工业铝合金型材制做,美观、牢固、安装部件方便,配有活动脚轮便于移动。
平台提供了公共信号端子和接口,供过程单元输入和输出信号的接入,便于将控制装置接入各过程单元,如图二所示;平台还配备了电源操作箱,用于交流电源的接入和总电源的开关操作;平台设有静音空气压缩机和减压阀,为装置提供稳定的气源。
图二信号端子和接口二.过程单元过程单元由四个独立的网孔底板将每个单元的部件集中安放,其中有的单元是可以互换位置的,例如将供料单元和存放单元互换;或将加工单元和装配单元互换就可以改变生产流程或工艺,大大提高了教学的灵活性和多样性;每个单元在配备了控制器以后均可以独立运行,也可构成连续生产的自动流水线,方便教学的循序渐进和分散集中。
1.供料单元图三供料单元供料单元如图三所示,由自动出料仓、四自由度机械手、物料输送带、信号端子等组成。
配备单杆直气缸、双杆直气缸、薄型气缸、旋转气缸、机械夹、电磁阀等气动元件;配备直流减速电机、光微开关、光电传感器、磁开关、继电器等电气元件;配备同步轮、同步带、传动轴、皮带等机械元件。
供料单元可以实现物料的自动出仓、传递和输送。
2.加工单元图四加工单元加工单元如图四所示,由自动机加工设备、四自由度机械手、物料输送带、信号端子等组成。
配备双杆直气缸、薄型气缸、旋转气缸、机械夹、电磁阀等气动元件;配备直流减速电机、光微开关、光电传感器、磁开关、位置开关、继电器等电气元件;配备同步轮、同步带、传动轴、皮带、滚珠丝杠、联轴器等机械元件。
加工单元可以完成物料的自动传递、加工工序和输送。
3.装配单元图五装配单元装配单元如图五所示,由自动出料仓、自动装配设备、四自由度机械手、物料输送带、信号端子等组成。
配备双杆直气缸、薄型气缸、旋转气缸、机械夹、真空发生器、吸盘、电磁阀等气动元件;配备步进电机、直流减速电机、光微开关、光电传感器、色标传感器、磁开关、位置开关、继电器等电气元件;配备同步轮、同步带、传动轴、皮带等机械元件。
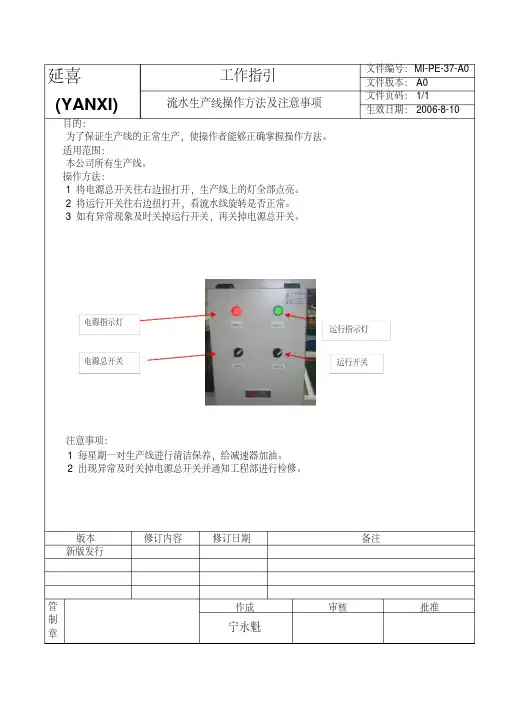
延喜(YANXI)
工作指引文件编号:MI-PE-37-A0
文件版本:A0
流水生产线操作方法及注意事项文件页码:1/1
生效日期:2006-8-10
目的:
为了保证生产线的正常生产,使操作者能够正确掌握操作方法。
适用范围:
本公司所有生产线。
操作方法:
1 将电源总开关往右边扭打开,生产线上的灯全部点亮。
2 将运行开关往右边扭打开,看流水线旋转是否正常。
3 如有异常现象及时关掉运行开关,再关掉电源总开关。
注意事项:
1 每星期一对生产线进行清洁保养,给减速器加油。
2 出现异常及时关掉电源总开关并通知工程部进行检修。
版本修订内容修订日期备注新版发行
管制章
作成审核批准
宁永魁
电源总开关
电源指示灯
运行开关
运行指示灯。
标准流水线流程模式
为使生产更加流畅、建立标准化的生产流水线,从而提高生产效率。
一、流水线的基本模式为“四相加”,即“流水线+标准盒型+定点定
线+辅助设备”的四个基本条件的合理配置结合,从而形成标准的流水线生产模式。
二、流水线的前提条件:1、物料配套齐全2、人员的合理配置
3、成熟的工艺
4、标准的盒型
5、设备的辅助
三、流水线定点定线图
1、天地盖盒型
盒型:天地盖
材质:工业板(密度板需另加把角人员)
2、书本盒盒型
盒型:书本盒
材质:工业板/密度板
产量:3000套
人员数:40人左右。
流水生产线平衡实例分析 -(I)生产线平衡就是对生产的全部工序进行均衡化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。
它是生产流程设计及作业标准化中最重要的方法。
生产线平衡的目的是通过平衡生产线使现场更加容易理解“一个流”的必要性及生产作业控制的方法。
玩具小车生产线平衡实例某J型玩具小车要在一个传送带上组装,每天需生产500辆。
每天的生产时间为420分。
表0-1列出了J型小车的装配步骤及其定额时间,请根据节拍和作业次序的限制,求使工作站数量最少的生产线平衡方式。
1.绘制装配生产线的流程图图6-1 给出了表6-1中的次序关系(表示作业次序关系,箭头长度无实际意义)。
表6-1 J型小车的装配步骤及其时间图6-1 J型小车的流程图2.计算节拍3.工作站最小值(理论上)4.选择作业分配规则研究表明,对于特定的问题有些规则会优于其他规则。
一般来说,首先安排有许多后续作业或者持续时间很长的作业,因为它们会限制装配生产线平衡的实现。
这种情况下,我们选用如下规则:规则一:按后续作业数量最多规则优先安排作业;规则二:按作业时间最长规则优先安排作业;规则三:按该项作业元素时间与后续作业元素时间的总和最大规则优先安排作业(阶位法)。
5.平衡装配生产线,将所有作业分配到各工作站(1)平衡方案A:选用规则一,按后续作业数量最多规则来平衡装配生产线。
各项作业的后续作业数量如表6-2所示。
根据后续作业最多规则给工作站1,2安排作业,在规则一遇到问题时,采用规则二,直至所有作业安排完毕。
表6-3列出了实际的安排。
表6-2 各项作业的后续作业数量计算流水线负荷率77.38%的负荷率意味着该装配线不平衡或闲置时间达22.62%(有57秒闲置),最空闲的是工作站5。
表6-4所示的工作地5的负荷率仅为17.86%。
那么我们能否得到更好的平衡方案呢?下面我们给出平衡方案B。
表6-4 平衡方案A中各工作地负荷率表6-6 按阶位法分配作业元素过程。
KH-LS03生产实训流水线该实训生产流水线是本公司广泛听取各类院校建议和需求而研发的新一代实训装置,结构新颖、合理、工艺先进,实训环境接近工业现场,通过开设一系列生产实习、工艺实习、课程设计,使学生具备电路设计、调试及电话、收音机、扩音器、无线电发送、接收器等产品的安装、测试的技能,提高学生实际动手能力,加强学生与工厂的实际直接接轨。
结构与功能:1、采用荷兰进口2mm厚度的耐高温防静电皮带2、每工位长0.8M/长台,1.2M/飞机式,带宽0.4M3、工作台高度:750±50mm,线体总高:1950mm4、线体上方设有置物台,可放置仪器设备等物品5、采用电磁/变频调速电机控制,可设定0-3M/min6、选配有气管接头,可接气动工具使用7、工作台采用防火板帖塑制造,台面为静电台垫8、台边以铝型材包边,经久耐用9、配置A4标准作业指导书看板架10、采用七孔多功能插座11、配置抽屉或根据要求配置工具箱使用12、照明独立控制开关,采用日光灯照明13、机架结构采用型钢制成,外表静电喷塑14、配置人体静电、设备接地、电源地等隔离功能15、可根据要求配置线体长度及工位16、具有多种不同线体结构选择17、根据平面尺寸设计任意工位及要求方案(出图)参考型号及规格:KH-LS01型:置物台高度355mm,长台宽度350mm,皮带宽度为400mm,照明支架宽度为1000mm。
KH-LS02型:置物台高度355mm,工作台尺寸为600mm×800mm,皮带宽度为400mm,照明支架宽度为1000mm。
KH-LS03型:置物台高度500mm,短台宽度300mm,皮带宽度为400mm,照明支架宽度为900mm。
注:根据用户的教室大小、工位多少及具体的配备要求制作不同的生产实训线,并提供详细的图纸及配置后再定价。