生产流水线控制
- 格式:doc
- 大小:267.43 KB
- 文档页数:27
摘要随着当今社会科学技术的日新月异,各类物料输送的生产线对自动化程度的要求也越来越高,原有的生产送料装置,已远远不能满足当前高度自动化的需要。
保障生产的安全性、可靠性、降低生产成本、减少环境污染、减轻劳动强度、提高产品的质量及经济效益,是企业生存和发展所必须面临和解决的现实问题。
本课题是研究通过PLC系统来控制生产线,监控组态来模拟监控界面,实现生产的自动化,可视化。
本课题首先设计PLC控制系统,根据要求实现的功能分配IO口,接线,然后编制通过V4.0 step 7软件进行梯形图的编辑、运行,并把现场的小车运行状况实时传送给上位机,上位机采用力控组态软件进行监控。
监控组态是通过力控ForceContro7.0软件进行监控界面的编辑、运行。
首先设计监控界面,设置通信参数和IO口,使得上下位机能够可靠通信。
上位机监控系统主要通过按钮控制完成电机正反转,电动机正反转灯的显示,传送带的正反转,电动机的正反转控制小车的前进与后退及各种指示工位灯的颜色变化控制等功能。
将各个部件的动作脚本编辑程序,实现了生产流水线的小车运行状态监控。
关键词:PLC;监控组态;状态监控;力控AbstractThis topic is the study of the PLC system to control production lines, monitoring configuration to simulate the monitoring interface, production automation, visualization.Monitoring configuration is controlled through the power of software to monitor interface ForceControl7.0 edit, run. Power Control Power Control 6.0 ForceControl7.0 in adhering to proven technology, based on the historical database, HMI, I / O driver scheduling and other major core improvements were significantly improved with redesigned one of the core components.Through PLC software ladder editor, run. editing software for Siemens series of industrial products including SIMATIC S7, and -based programming, monitoring and parameter setting, SIMATIC industrial software is an important part. has the following features: hardware configuration and parameter setting, communication configuration, programming, testing, start-up and maintenance, document filing, operation and diagnostics functions. have all the features extensive online help, use the mouse to open or select an object, press F1 to get help for the object.With the rapid changes in science and technology in society today, various types of material handling automation production line of the increasingly high demand, the original production of feeding device, can not meet the current needs of a high degree of automation. Protect the production of security, reliability, lower production costs, reduce environmental pollution, reduce labor intensity and improve product quality and economic benefits, is the enterprise survival and development must face and solve reality.Keys word:PLC;configuration;step;Forcecontrol目录摘要 (I)Abstract ............................................................................................................................. I I1绪论 (1)1.1设计的意义和目的 (1)1.2课题的发展状况 (1)1.3课题需要完成的主要任务 (2)2 PLC的控制系统设计 (3)2.1总体结构图 (3)2.2 PLC软件概述 (3)3力控组态监控设计 (5)3.1力控软件的总体介绍 (5)3.1.1 力控的介绍 (5)3.1.2力控的产品发展史 (6)3.1.3数据文件及应用目录说明 (6)3.1.4力控软件的安装 (6)3.1.5力控软件的基本结构 (8)3.2工程管理器 (9)3.2.1工程管理器的建立 (9)3.2.2建立工程组态画面 (12)3.3 I/O设备 (14)3.3.1I/O设备的介绍 (14)3.3.2I/O设备的步骤 (14)3.4 组态动画 (16)3.4.1组态动画的组建 (16)3.4.2力控的对象类型 (17)3.4.3动画连接的类型 (17)3.4.4动画连接的使用 (18)3.4.5设置变量 (20)4系统运行测试 (21)4.1正转运行 (21)4.2反转运行 (27)4.3移位运行 (28)4.4单周期运行 (29)4.5复位运行 (36)总结 (38)致谢 (39)参考文献 (40)附录 (41)1绪论1.1设计的意义和目的基于PLC控制生产流水线可以减少人员的数量,操作简单,省时省力。
流水线检验控制程序1、领货程序:由缝制生产经理下发生产任务单后,车间组长凭领货单到仓库领取辅料,同时将领料单交搬运工到裁床领取裁片。
2、产前会的召开:由车间主任负责联合工艺员组织生产该订单的小组的组长、组检、进行产前的讲解,列出所要注明的重点事项,并有针对性地对该款提出明确的质量要求。
3、产前样的确认:大货投产前一天或当天,由车间组长必须先做一件产前板出来,工艺员、生产经理批复后才能生产,否则,一律不准生产。
批复的首件样挂在醒目处,供员工参考。
4、投产前工作:1)每张新订单投产前,组长必须召集员工进行投产前的讲解,以及示范指导,并做一件当道工序标准样供员工参考,同时要求员工必须生产出来的第一件工序产品交组长认可后才能批量投产。
2)投产第二天就新开款发现的问题进行总结,提醒员工在生产过程中容易产生的错误,并采取防范措施。
同时将犯错误的员工错误的过程讲解出来,以引起其他员工的警示。
5、初期检查:1)组长必须每天不定期地对生产的流水工序进行抽检,对不合格的应要求员工立即改正,并找出产生不合格品的原因。
2)组检投产初期应到车位上进行工序的巡视检查,特别是对重点工序更是要深入细致地检查,将存在的问题及时检查出来,避免批量的返工。
3)对重点工序生产完毕后,组检必须先对工序进行100%检查合格后才能转入下一道工序生产,不合格的流水工序不能进入下一道(如贴后袋、装拉链、装前袋、埋夹等)。
6、工艺员首十件控制:在不缺少物料的情况下,首十件产品一般应在第二天就下流水线,首十件产品下线后工艺员应进行洗水前的检查,包括所用的物料是否正确,工艺有无差错以及洗水前的尺寸是否吻合,并记录好所有的数据,等洗水回来后再进行重复测量。
工厂生产流水规章制度第一章总则第一条为了规范工厂生产流水作业,提高生产效率,保障生产安全,制定本规章制度。
第二条工厂生产流水是指将生产任务分解成若干个工序,通过流水线的形式将产品从一道工序传递至下一道工序,实现高效生产。
第三条生产流水是工厂生产的重要方式,必须按照规章制度进行管理,确保生产任务的顺利完成。
第四条生产流水规章制度适用于工厂所有生产线,各部门和职工必须严格遵守。
第五条工厂生产流水规章制度的制定、修改和解释,由厂长或其委托的负责人负责。
第六条厂长、生产主管以及相关职工要认真学习和执行生产流水规章制度,如有违反将受到相应的处理。
第七条工厂生产流水规章制度的具体内容,包括生产流程、生产准备、生产执行、生产结束等方面的规范。
第八条工厂生产流水规章制度在执行过程中,如有需要调整,必须经过相关负责人的批准,履行相应的手续。
第二章生产流程第九条工厂生产流水的生产流程应当符合产品加工工艺流程,确保产品质量。
第十条生产流程应当明确每一个生产环节的工序、工时、责任人等具体内容,以确保生产的有序进行。
第十一条生产流程的调整必须经过工艺、生产等相关部门的审批,确保产品加工质量不受影响。
第十二条生产流程的变更必须及时通知生产线上的相关人员,做好生产调整。
第十三条对于工厂新上线的产品,必须制定相应的生产流程,并经过试点生产后方可正式投入生产。
第十四条生产流程中的各个环节,必须按照规定的顺序和标准进行操作,不得随意更改。
第三章生产准备第十五条生产流水开始前,必须对生产线进行充分的准备,确保设备完好、原料齐全、人员到位。
第十六条在生产准备阶段,必须对设备进行检查维护、清洁保养,确保设备正常运转。
第十七条生产准备时,必须对原料进行质量检查,确保原料符合产品加工要求。
第十八条生产准备时,必须对操作人员进行培训,确保操作人员熟悉操作流程、安全规范。
第十九条生产准备时,必须对生产环境进行清洁消毒,确保产品加工环境卫生。
第二十条生产准备完成后,必须由相关负责人进行确认,方可执行生产流水。
工业自动化流水线控制系统设计与实现随着科技的不断进步和发展,工业自动化成为现代工业生产的重要组成部分。
在大多数生产过程中,流水线系统被广泛应用,以提高生产效率和降低劳动力成本。
因此,设计和实现一个高效可靠的工业自动化流水线控制系统至关重要。
一、设计和规划流水线系统在设计工业自动化流水线控制系统之前,首先要对整个生产过程进行分析和规划。
这包括确定生产线上所需的机械设备、传感器和执行器,以及确定物料的流动路径和工艺流程。
此外,还需要考虑生产速度、生产质量和安全性等因素。
通过仔细的规划和设计,可以确保流水线系统的高效运行和最佳生产结果。
二、选用合适的硬件设备选用合适的硬件设备对于流水线控制系统的设计和实现至关重要。
这些设备包括PLC(可编程逻辑控制器)、传感器、执行器和人机界面等。
PLC是流水线控制系统的大脑,它负责接收和处理传感器信号,并控制执行器的动作。
传感器用于检测物料的位置、速度和质量等信息,而执行器用于控制物料的运动和加工过程。
人机界面可以方便操作人员对流水线系统进行监控和控制。
三、开发和编程控制系统流水线控制系统的开发和编程是设计和实现过程中的核心部分。
在编程控制系统时,需要根据实际需求编写相应的逻辑控制程序。
这些程序包括流水线的启动和停止、物料的进料和出料、故障检测和处理等功能。
此外,还需要编写相应的报警和记录日志的程序,以便及时发现和处理异常情况。
通过精确和可靠的编程,可以确保流水线控制系统的稳定运行和高效生产。
四、测试和调试系统在流水线控制系统设计和实现完成后,需要进行测试和调试。
这包括检查硬件设备的连接和功能是否正常,验证编程逻辑是否准确和可靠。
通过实际测试,可以发现和解决潜在的问题,确保系统的稳定性和可靠性。
五、优化和改进系统工业自动化流水线控制系统的设计和实现是一个持续改进的过程。
一旦系统开始运行,就可以通过监控和分析实时数据来优化系统的性能和效率。
根据生产过程中的实际需求,可以进行系统参数的调整和优化,以提高生产效率和质量。
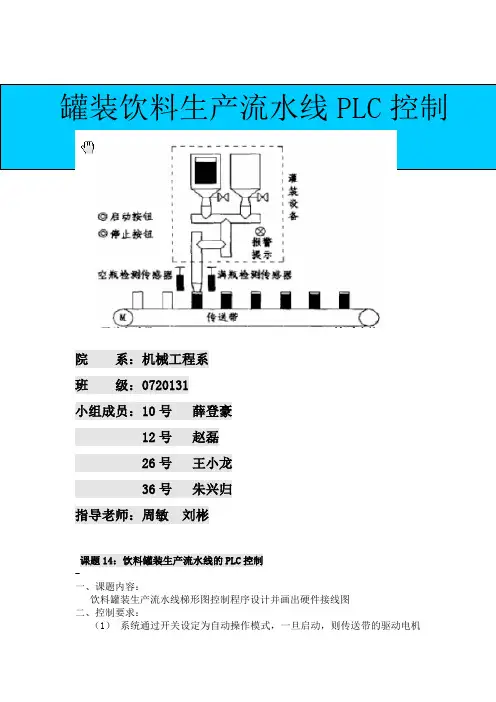
罐装饮料生产流水线PLC控制实验指导书院系:机械工程系班级:0720131小组成员:10号薛登豪12号赵磊26号王小龙36号朱兴归指导老师:周敏刘彬课题14:饮料罐装生产流水线的PLC控制-一、课题内容:饮料罐装生产流水线梯形图控制程序设计并画出硬件接线图二、控制要求:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。
(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警。
(3)用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
(4)可以手动对计数值清零(复位)三、设计步骤1、罐装饮料生产流水线大致流程2、传感器的选择罐装口的定位用光电传感器。
在罐装口处导轨上打一个圆孔,当有空瓶子通过时,利用光电传感器将其定位于罐装口下。
检验空瓶满瓶利用压力传感器,当罐装满时其质量是个定值,用压力感知其质量就可以判断空瓶满瓶。
3、I/O分配表输入触电功能说明输出线圈功能说明I00081 启动按钮Q00004 报警显示I00082 停止按钮Q00024 电动机转动I00083 满瓶信号Q00100 数码管a段I00084 空瓶信号Q00101 数码管b段I00085 清零Q00102 数码管c段Q00103 数码管d段Q00104 数码管e段Q00105 数码管f段Q00106 数码管g段Q00200 数码管a'段Q00201 数码管b'段Q00202 数码管c'段Q00203 数码管d'段Q00204 数码管e'段Q00205 数码管f'段Q00206 数码管g'段4、绘制梯形图光电传感器定位1s罐装设备罐装5s 计数器计空瓶数计数器计满瓶数计数器清零皮带轮上的瓶子移动完成个位数瓶子的计数实现两位数瓶子的计数四、上机调试首先对要求进行编写程序,调整输入输出分配,按照饮料罐装流水线控制系统根据输入再后面填写对应输出,根据要求进行循环,加写循环程序。
PLC控制的玻璃生产流水线设计一、本文概述本文旨在探讨PLC(可编程逻辑控制器)在玻璃生产流水线设计中的应用。
我们将首先简要介绍PLC的基本概念及其在工业自动化中的重要性,然后概述玻璃生产流水线的基本构成和工艺流程。
接下来,本文将详细讨论如何利用PLC实现对玻璃生产流水线的精确控制,包括设备启动、停止、速度调节、故障检测与处理等功能。
我们还将探讨PLC控制系统在提升玻璃生产效率、优化产品质量、降低能耗和减少故障率等方面的优势。
我们将总结PLC在玻璃生产流水线设计中的关键作用,并展望其未来的发展趋势和应用前景。
通过本文的阐述,读者将深入了解PLC控制的玻璃生产流水线的设计理念、实现方法及其在实际生产中的应用效果,为相关领域的研究和实践提供有益的参考。
二、PLC控制技术概述PLC,即可编程逻辑控制器(Programmable Logic Controller),是一种专为工业环境应用而设计的数字运算操作电子系统。
自20世纪60年代末期诞生以来,PLC以其强大的功能、稳定的性能、易于编程和扩展的特性,在工业自动化领域得到了广泛应用。
PLC控制技术以其灵活性、高可靠性、易维护性等特点,成为了现代工业自动化生产流水线的核心控制设备。
PLC的核心部分是一个可编程的存储器,用于存储用户程序,执行逻辑运算、顺序控制、定时、计数和算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械设备或生产过程。
PLC及其有关的外围设备,都应按易于与工业控制系统形成一个整体,易于扩展其功能的原则设计。
在玻璃生产流水线中,PLC控制技术扮演着至关重要的角色。
PLC 通过对生产线上的各个设备和传感器进行实时监控和控制,确保生产过程的连续性和稳定性。
通过预先编程,PLC可以根据生产需求自动调整设备的运行状态,实现生产效率的优化。
同时,PLC还具有强大的故障诊断功能,能够及时发现并处理生产过程中的异常情况,保障生产安全。
生产流水线质量控制规程1. 目的本规程旨在确保生产流水线上的产品质量,提高生产效率,并减少不合格产品的产生。
2. 适用范围本规程适用于所有生产流水线上的产品。
3. 流程概述生产流水线质量控制流程主要包括以下几个步骤:3.1 原材料检验在生产流水线开始前,对原材料进行严格检验。
检验项目包括材料的尺寸、外观、性能等。
原材料不符合要求的,应及时报告并更换。
3.2 制造过程质量控制在生产过程中,进行各种质量控制措施来确保产品符合要求。
包括但不限于:- 定期校准和维护生产设备;- 在生产过程中进行抽样检验;- 控制生产温度、湿度等环境因素;- 监控生产过程中的关键参数等。
3.3 产品检验在产品生产完成后,对产品进行全面检验。
检验项目包括外观、尺寸、性能等。
不合格产品应及时退回,并追溯原因进行处理。
3.4 不合格产品处理发现不合格产品后,需要追溯原因并采取相应的措施进行处理。
包括但不限于:- 根据不合格产品的具体情况,进行修复、重新加工或报废;- 分析不合格产品的原因,找出问题所在并采取措施预防类似问题再次发生。
3.5 数据记录与分析对生产流水线的质量控制数据进行记录,并定期进行分析。
通过分析数据,找出潜在问题并及时采取措施解决。
4. 责任与权限各相关部门应明确各自的责任与权限,并严格按照规程执行,确保质量控制措施的有效实施。
5. 文档控制本规程的修订和审核应按照相应的文档控制程序进行,并确保各版本的一致性和及时性。
6. 审查与改进本规程应定期进行审查,并根据实际情况进行必要的改进。
以上为生产流水线质量控制规程的内容概述。
具体实施细节和操作指导,请参考相应的操作手册和培训材料。
饮料灌装生产流水线的PLC控制课程设计题目:饮料灌装消费流水线的PLC控制班级:姓名:指点教员:完成日期:一、设计标题饮料灌装消费流水线的PLC控制二、设计要求〔1〕系统经过开关设定为自动操作形式,一旦启动,那么传送带的驱动电机启动并不时坚持到中止开关举措或罐装设备下的传感器检测到一个瓶子时中止;瓶子装满饮料后,传送带驱动电机必需自动启动,并坚持到又检测到一个瓶子或中止开关举措.〔2〕当瓶子定位在罐装设备下时,停顿1秒,罐装设备末尾任务,罐装进程为5秒钟,罐装进程应有报警显示,5秒后中止并不再显示报警.〔3〕用两个传感器和假定干个加法器检测并记载空瓶数和满瓶数,一旦系统启动,必需记载空瓶数和满瓶数,设最多不超越99999999瓶.〔4〕可以手动对计数值清零〔复位〕.三、上交资料〔1〕开题报告〔2〕说明书四、进度布置第1周:〔1〕熟习标题,查找资料,整理资料,完成开题报告。
〔2〕停止PLC控制系统的硬件局部设计〔PLC选型及外部接线图〕。
第2周:停止PLC控制系统的软件局部设计〔控制顺序功用和梯形图设计〕。
第3周:查找缺乏,整理说明书。
总体剖析,预备争辩。
五、指点教员评语成绩:指点教员日期摘要随着工业自动化水平日益提高,众多工业企业均面临着传统消费线的改造和重新设计效果。
PLC〔可编顺序控制器〕是以微处置器为中心的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一同,近年来在工业自动控制、机电一体化、改造传统产业等方面失掉普遍运用。
作为通用工业控制计算机,其完成了工业控制范围接线逻辑到存储逻辑的飞跃,在世界工业控制中发扬着越来越重要的作用。
鉴于此,设计者应用PLC的功用和特点设计出了一款饮料灌装消费流水线控制系统。
文章刚末尾引见了PLC的相关知识,接着以饮料灌装流水线为例,采用三菱公司的FX系列可编顺序控制器,引见了PLC 在饮料灌装流水线中的运用,给出了详细的顺序设计进程。
应用PLC控制饮料灌装消费进程,可有效提高灌装消费效率,并清楚添加控制系统的牢靠性和柔性。
技大学本科毕业设计(论文)学院电子信息学院专业电气工程及其自动化学生姓名班级学号指导教师二零年六月技大学本科毕业论文基于PLC的生产流水线电气控制系统设计The Design of The Electrical Control System of Production LinesBased on PLC科技大学毕业设计(论文)任务书学院名称:电子信息学院专业:电气工程及其自动化学生姓名:学号:指导教师:职称:摘要生产流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送机。
可编程逻辑控制器(PLC),一种数字运算操作的电子系统,专为在工业环境应用而设计的,被誉为当代工业自动化的主要支柱之一。
随着科学技术的发展,以PLC作为基本控制单元的电气控制系统在现代化自动生产流水线及管理中优越性越来越明显。
本课题主要是研究利用西门子S7-200 PLC配合西门子MICROMASTER VECTOR变频器、电机等设备实现生产流水线某一部分控制电机的正向、反向以及多段调速运行,使其具备启停、调试、单选等功能。
PLC使用方便、编程简单、现场调试容易、环境要求低、抗干扰能力和可靠性能力强,结合以上特点,本课题采用软件与硬件相结合的方法,采用相对优越的设计思路,探求PLC、变频器、电机之间的控制关系,通过仿真实现以及硬件调试验证了可靠性。
关键词:PLC;变频器;多段调速;自动化;流水线AbstractThe production line is, in a certain line continuously transporting goods and handling machinery, also known as the conveying line or conveyor. Programmable logic controller (PLC), a digital electronic computers operating system, designed for applications in industrial environments , known as one of the main pillars of contemporary industrial automation. With the development of science and technology, as the basic control unit to the PLC electrical control system in modern production lines and management superiority is increasingly evident. The main subject of study with Siemens S7-200 PLC, the Siemens MICROMASTER VECTOR drive, motor and other equipment to achieve a certain part of the production line control motor forward, reverse, and multi-speed run, it has to start and stop,debugging, radio and other functions. PLC easy to use, simple to program, easy on-site commissioning, low environmental requirements, and strong anti-interference ability and reliability capabilities, combined with the above characteristics, the subject using a combination of software and hardware, the use of relatively superior design ideas, and explore the control relationship between PLC, frequency conversion and motor. It has been verified the reliability through simulation and hardware debug.Keywords: PLC; converter; multi-stage speed; automation; pipeline目录第一章绪论 (1)1.1 研究背景 (1)1.2 研究目的及意义 (1)1.3 本文的主要内容 (2)第二章生产流水线电气控制系统设计 (3)2.1 生产流水线简介 (3)2.2 设计目标 (4)2.3 设计思路及实现 (4)第三章控制系统的硬件设计 (6)3.1 西门子S7-200 PLC (6)3.1.1 PLC的组成及工作原理 (6)3.1.2 S7-200 PLC简介 (9)3.1.3 I/O地址分配 (10)3.1.4 S7-200 PLC接线图 (11)3.2 西门子MICROMASTER VECTOR变频器 (12)3.2.1 变频器的工作原理 (12)3.2.2 变频调速 (12)3.2.3 MMV变频器简介 (13)3.2.4 参数设置 (14)3.2.5 多段速控制 (14)3.2.6 变频器接线图 (15)第四章控制系统的软件设计 (17)4.1 PLC编程 (17)4.2 编程软件简介 (18)4.3 顺序控制继电器(SCR)指令 (19)4.4 程序设计 (20)4.5 仿真结果 (26)4.6 结论 (32)结语 (33)致谢 (34)参考文献 (35)第一章绪论1.1 研究背景在可编程逻辑控制器(PLC)问世之前,继电器在工业控制领域中占主导地位,继电器控制系统有体积大、功耗多、可靠性差等十分明显的缺点,尤其当生产工艺发生变化时,就必须重新设计与安装,会造成时间和资金的严重浪费。
实训九装配流水线控制
一、实训目的
1.掌握位左移位指令的使用及编程
2.掌握装配流水线控制系统的接线、调试、操作
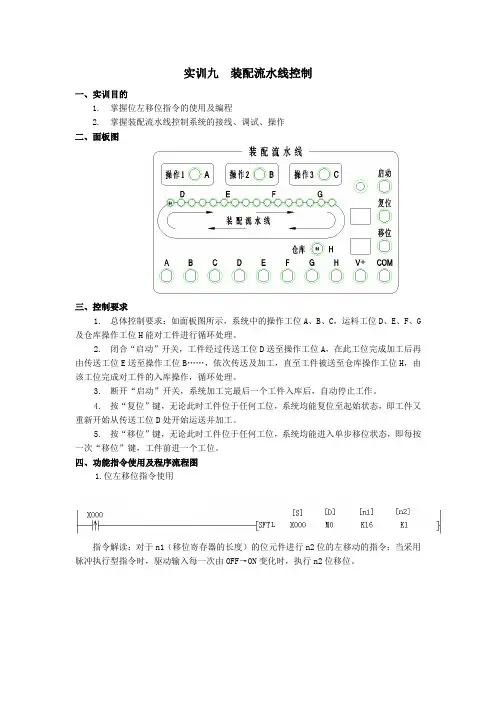
二、面板图
三、控制要求
1.总体控制要求:如面板图所示,系统中的操作工位A、B、C,运料工位D、E、F、G 及仓库操作工位H能对工件进行循环处理。
2.闭合“启动”开关,工件经过传送工位D送至操作工位A,在此工位完成加工后再由传送工位E送至操作工位B……,依次传送及加工,直至工件被送至仓库操作工位H,由该工位完成对工件的入库操作,循环处理。
3.断开“启动”开关,系统加工完最后一个工件入库后,自动停止工作。
4.按“复位”键,无论此时工件位于任何工位,系统均能复位至起始状态,即工件又重新开始从传送工位D处开始运送并加工。
5.按“移位”键,无论此时工件位于任何工位,系统均能进入单步移位状态,即每按一次“移位”键,工件前进一个工位。
四、功能指令使用及程序流程图
1.位左移位指令使用
指令解读:对于n1(移位寄存器的长度)的位元件进行n2位的左移动的指令;当采用脉冲执行型指令时,驱动输入每一次由OFF→ON变化时,执行n2位移位。
五、端口分配及接线图
2.PLC外部接线图
六、程序设计。
基于plc的生产流水线电气控制系统设计--毕业设计论文基于plc的生产流水线电气控制系统设计--毕业设计论文毕业设计(论文) 常州机电职业技术学院毕业设计(论文)作者:于松学号:41340526 系部:电气工程系专业:自动化1335班题目:基于plc流水线的电气控制系统无线设计校内指导教师:企业指导教师评阅者:2016 年 5 月毕业设计(论文)中文摘要随着科学技术的不断发展,生产工艺不断提出新的要求,控制技术从手动控制到自动控制,从简单的控制设备到复杂的控制系统,从有触点的硬接线控制系统到以计算机为中心的存储控制系统。
可编程序控制器(PLC)的出现给工业控制系统带来重大变革。
本文利用学习中讲述的PLC的设计知识和方法、配合变频器、步进电机等设备实现了生产线上工作台的正向运行、反向运行以及多段速运行。
这一控制系统的实现和应用,充分体现了PLC系统在工业现场的应用,亦使其应用的范围更加广泛。
本文首先阐述PLC及其工作原理,进而基于三菱FX2N系列PLC软件而设计的生产流水线控制系统的方案。
关键词:三菱PLC,台达变频器,变革,生产流水线控制系统(小4号黑体)前言在生厂过程、科学研究和其它产业领域中,电气控制技术的应用都是十分广泛的。
在机械设备三的控制中,电气控制亦比其它的控制方法使用的更为普遍。
随着科学技术日新月异的发展,特别是大规模集成电路的问世和微处理机技术的应用,出现了可编程序控制器(PLC),使电气控制技术进入了一个崭新的阶段。
可编程控制器简称PC(Programmable Controller),它经历了可编程序矩阵控制器PMC、可编程序顺序控制器PSC、可编程序逻辑控制器PLC(Programmable Logic Controller)和可编程序控制器PC几个不同时期,为与个人计算机PC 相区别,现在仍然沿用可编程序逻辑控制器这个老名字。
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置,它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
第一章工艺过程分析和控制要求饮料灌装机用于罐装各种各样的瓶装饮料,适合大中型饮料生产厂家。
早期的罐装机械大多数采用容积泵式、蠕动泵式作为计量方式。
这些方式存在一些缺点。
例如:罐装精度和稳定性难以保证、更换罐装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。
PLC控制具有编程简单、工作可靠、使用方便等特点,在工业自动化控制领域应用广泛。
专为PLC应用而设计的触摸屏集主机、输入和输出设备于一体,适合在恶劣的工业环境中使用。
饮料灌装装置主要包括两部分:恒压储液罐灌液和计数部分。
在恒压储液罐灌液中,里面有上限液位和下限液位传感器,它们被淹没时是1状态。
液面低于下限液位时恒压储液罐为空。
饮料通过进液电磁阀流入恒压储液灌,液面到达上限位时进液电磁阀断电关闭,使液位保持稳定。
恒压储液罐下面是罐装头部分,共有若干个灌装头。
夹瓶装置由气缸1驱动下降,下降到位后,夹瓶装置由气缸2夹紧定位,下降及夹紧由行程开关控制位置。
定位夹紧后,罐装头由气压缸3驱动下降,到位后灌装头电磁阀打开,开始灌液,延时后电磁阀关闭,通过电磁阀的开启达到罐装容量控制。
由此饮料罐装设计流程图1-1所示。
图1-1 饮料罐装设计流程图传送带电动机启动1s后,进瓶气缸缩回、开始进瓶,3s后出瓶处气缸4伸出挡住空饮料瓶。
进瓶出设置光电开关检测进瓶个数,当检测到24个是,出瓶处气缸5伸出不再进瓶,传送带电动机停止。
这时,灌装头下降到瓶口,由通过触摸屏输入的时间使PLC控制灌装头的开启时间。
罐装结束后,灌装头上升,夹瓶装置放松、上升。
出瓶处气缸缩回,传送带电动机有开始启动,1s后进瓶处气缸5缩回,光电开关开始检测进瓶个数。
工艺控制要求如下:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动饼一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警(3)用两个传感器和若干加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
自动化生产线中的流水线控制一、概述在现代工业生产中,自动化生产线被广泛应用,其中流水线是一种常见的工作方式。
流水线控制是指对流水线进行有效的监控和管理,以确保生产过程的顺利进行。
本文将介绍自动化生产线中的流水线控制的相关内容。
二、流水线控制的重要性1. 提高生产效率:流水线控制可以将生产过程划分为多个环节,使不同环节的工作可以并行进行,从而提高生产效率。
2. 减少人工错误:通过自动化控制系统,可以减少人为操作的干预,降低因人工操作引起的错误和失误。
3. 优化资源利用:流水线控制可以实现更精细的资源分配,提高物料和设备的利用率,降低生产成本。
4. 实现灵活生产:通过流水线控制,生产线可以根据需求进行快速切换和调整,实现不同产品的灵活生产。
三、流水线控制的关键技术1. 传感器技术:通过安装传感器,可以实时监测生产线上的物料和设备状态,及时发现问题并采取措施。
2. 控制系统:采用先进的控制算法和控制器,对生产线进行自动化控制和调节,保证各个环节的协调运行。
3. 通信技术:建立可靠的通信网络,实现生产线上各个节点之间的信息传递和协作。
4. 数据分析与优化:通过对生产数据的收集和分析,可以对生产线进行优化,提升生产效率和产品质量。
四、流水线控制的应用案例1. 汽车生产线:汽车制造过程通常以流水线的形式进行,通过流水线控制可以实现汽车零部件的自动装配和检测。
2. 电子产品生产线:电子产品的制造需要多个环节的协同工作,通过流水线控制可以实现电子设备的高效生产。
3. 医药生产线:在制药过程中,需要对原材料进行多个环节的加工和检测,通过流水线控制可以实现药品的快速生产。
4. 食品加工生产线:食品加工需要经过多个工序,通过流水线控制可以提高食品加工的效率和卫生程度。
五、流水线控制的挑战和发展趋势1. 智能化发展:随着人工智能和机器学习技术的发展,流水线控制将更加智能化,能够自动识别和学习优化生产过程,提高生产效率。
毕业设计说明书(论文) 基于PLC的车间生产流水线产品运输控制毕业设计说明书(论文)中文摘要毕业设计说明书(论文)外文摘要1 绪论1.1 课题的背景和意义当前企业现代化生产规模不断扩大和深化,使得生产物的输送成为生产物流系统中的一个重要环节。
车间生产流水线产品运输控制是企业现代化生产的重要组成部分,80年代以来,面对激烈的市场竞争,人们在车间生产运输工作中所惯用的那种人工方式,已不能适应快速增长的工作需要。
在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动负担,要求整个工艺生产过程全盘自动化,这就离不开车间生产流水线产品运输控制系统。
在自动化生产线上,有些生产机械的工作台需要按一定的顺序实现自动往返运动,并且有的还要求在某些位置有一定的时间停留,以满足生产工艺要求。
传统的生产流水线产品运输大多是继电器控制,而继电器控制有着接线繁多,故障率高的缺点,且维护维修不易等缺点。
用PLC程序实现车间生产流水线产品运输控制,不仅具有程序设计简易、方便、可靠性高等特点,而且程序设计方法多样。
目前,PLC在工业控制中获得了巨大的成功,因此可以预见,基于PLC的车间生产流水线产品运输控制系统具有广阔的应用前景。
1.2 课题国内外发展的状况由于自动化的不断发展,使得车间生产线的产品运输控制得到不断的改善,生产效率也不断提高,国内外车间生产流水线产品运输控制系统经历了以下几个阶段:a) 手动控制:在20世纪60年代末70年代初期,便有一些工业生产采用PLC 来实现产品运输控制,但是由于当时的技术还不够成熟,只能够用手动的方式来控制机器,而且早期运输控制系统多为继电器—接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,几乎无数据处理和通信功能,必须有专人负责操作。
b) 自动控制:在20世纪80年代,随着计算机的价格下降,这时的大型工控企业将PLC充分地与计算机相结合,自动化设备终于实现了PLC在车间产品运输控制系统方面的应用。
课程设计任务书设计题目:生产流水线监控系统设计教研室主任:指导教师:年月日摘要当代计算机是微电子学与计算数学相结合的产物。
微电子学的基本元件及其集成电路构成了他的硬件基础;而计算数学的计算方法与数据结构则构成计算机的软件基础。
自从1945年底世界上第一台电子数字计算机ENIAC诞生以来,计算机技术取得了异常迅猛的发展。
由电子管、晶体管、集成电路以至第四代的超大规模集成电路计算机,都与微电子技术的进步密切相关,且以所采用的逻辑元件作为划分每代的标志。
计算机正是大规模集成电路孕育的产物。
微型计算机被广泛地用于数值计算和工业控制之中。
数据采集系统是计算机在工业控制中最为普遍的应用系统。
他的任务是采集生产过程中的工况参数并经过 A/ D 转换器送入内存储器 , CPU 将再对这些参数、数据进行分析、运算和处理 , 如数字滤波、量纲变换、仪表误差修正、数字显示、越限报警、打印制表等功能。
若再配上输出通道就可以方便地组成计算机控制系统。
此次设计为一生产流水线监控系统,每当一定数目的产品下线,该系统能发出提示信息;根据需要,系统能给出当天已生产产品的总的数量。
利用KK1+开关模拟流水线上通过的产品,每按动一次开关就相当于有一个产品下线;现要求每当有若干个(自定)产品下线,系统给出提示信息,同时发出提示声音。
另外,根据需要,管理者可随时察看当天已经生产的产品数量。
关键字:流水线发声中断目录1 设计内容和要求 (1)1.1设计题目 (1)1.2设计要求 (1)1.3设计目的 (1)2 设计原理与方法 (2)2.1开发环境 (2)2.2原理说明 (2)2.2.1 发声原理 (2)2.2.2 中断原理 (2)2.2.3 定时器原理 (3)2.2.4 计数原理 (3)2.3设计思想 (3)3 芯片介绍 (4)3.18253/8254芯片介绍 (4)3.1.1 8253/8254引脚图如下(图3-1) (4)3.28255芯片介绍 (5)3.2.1 8255特性 (5)3.2.2 8255引脚功能 (5)3.2.3 8255引脚图如下图(图3-2) (6)3.38259芯片介绍 (6)3.3.1 8259工作原理 (6)3.3.2 8259主要功能 (8)3.3.3 8259引脚图(如图3-3) (8)4 系统设计 (9)4.1流程图 (9)4.2连线图 (10)4.3电子发生器程序流程图(图4-4) (12)5 测试结果 (13)总结 (14)参考文献 (15)附录源代码 (16)1 设计内容和要求1.1 设计题目生产流水线监控系统设计1.2 设计要求1、采用模拟计数装置,自行设计外围电路,将光电检测开关的色标信号(代替工件)送给TDN微机原理实验箱中的8253进行计数。
2. 设计一生产流水线监控系统,每当一定数目的产品下线,该系统能发出提示信息;根据需要,系统能给出当天已生产产品的总的数量。
3. 利用KK1+开关模拟流水线上通过的产品,每按动一次开关就相当于有一个产品下线;现要求每当有若干个(自定)产品下线,系统给出提示信息,同时发出提示声音(使发声器发声,持续时间3秒钟)。
另外,根据需要,管理者可随时察看当天已经生产的产品数量。
根据需要,需选择的芯片有8254,8259;其他参数可运行check.exe程序查询1.3 设计目的系统目标设计利用TDN微机原理实验箱以及自行设计的外围检测电路,制作一个能测量某流水线工件个数,并显示报警的简易检测装置。
光电开光的引线说明及内部结构图:实验箱中,8255的地址为60H、61H、62H、63H,8253的地址为40H、41H、42H、43H。
对用户开放的引脚如图:中断控制采用系统总线上的IR6(中断向量地址:0038H--003BH)实现。
2 设计原理与方法2.1开发环境生产流水线监控系统的开发与运行环境如下:硬件条件:微机,SUPERPRO 编程器、GAL 、EEPROM 芯片,TEC-2000教学机; 软件条件:监控程序MONITOR 、交叉汇编程序、GAL 逻辑的设计开发软件FM 软件。
2.2 原理说明2.2.1 发声原理设定闹铃时间,当设定的闹铃时间相等时,调用函数,闹铃开始响,3秒钟后闹铃标志取反,闹铃结束。
2.2.2 中断原理按动KK1开关,当按下10次时,调用延时子程序产生中断。
中断过程示意图如下(图2-1)图2-1中断过程示意图中断服务2.2.3 定时器原理利用延时子程序来实现定时操作。
2.2.4 计数原理每次有产品下线时,计数器自动加1。
2.3 设计思想某产品的包装流水线中,一个包装箱能装10罐饮料。
装箱时希望流水线上每通过10罐饮料,流水线要停3秒以等待包装箱封口,然后继续通过下一箱的10罐。
流水线就是这样周而复始的运作。
利用一片8254来完成流水线控制中的定时和计数功能。
假设8254的端口地址为8CH~8FH,采用的时钟频率是2KHz。
用8254的计数通道1作为计数器,用于产品下线的计数;计数通道2作为定时器,定时为3S。
当计数通道1的OUT脚出现0到1的跳变的时候,将启动计数通道2开始定时,而计数通道2定时阶段将控制计数通道1停止计数,只有其定时结束并停止定时阶段才可再次启动计数通道1开始计数。
3 芯片介绍3.1 8253/8254芯片介绍intel8253是NMOS工艺制成的可编程计数器/定时器,有几种芯片型号,外形引脚及功能都是兼容的,只是工作的最高计数速率有所差异,例如8253(2.6MHz),8253-5(5MHz)8253内部有三个计数器,分别成为计数器0、计数器1和计数器2,他们的机构完全相同。
每个计数器的输入和输出都决定于设置在控制寄存器中的控制字,互相之间工作完全独立。
每个计数器通过三个引脚和外部联系,一个为时钟输入端CLK,一个为门控信号输入端GATE,另一个为输出端OUT。
每个计数器内部有一个8位的控制寄存器,还有一个16位的计数初值寄存器CR、一个计数执行部件CE和一个输出锁存器OL。
执行部件实际上是一个16位的减法计数器,它的起始值就是初值寄存器的值,而初始值寄存器的值是通过程序设置的。
输出锁存器的值是通过程序设置的。
输出锁存器OL用来锁存计数执行部件CE的内容,从而使CPU可以对此进行读操作。
顺便提一下,CR、CE和OL都是16位寄存器,但是也可以作8位寄存器来用。
3.1.1 8253/8254引脚图如下(图3-1)图3-1 8253引脚图3.2 8255芯片介绍3.2.1 8255特性(1)一个并行输入/输出的LSI芯片,多功能的I/O器件,可作为CPU总线与外围的接口.(2)具有24个可编程设置的I/O口,即使3组8位的I/O口为PA口,PB 口和PC口.它们又可分为两组12位的I/O口,A组包括A口及C口(高4位,PC4~PC7),B组包括B口及C口(低4位,PC0~PC3).A组可设置为基本的I/O 口,闪控(STROBE)的I/O闪控式,双向I/O3种模式;B组只能设置为基本I/O或闪控式I/O两种模式,而这些操作模式完全由控制寄存器的控制字决定.3.2.2 8255引脚功能RESET:复位输入线,当该输入端外于高电平时,所有内部寄存器(包括控制寄存器)均被清除,所有I/O口均被置成输入方式。
CS:芯片选择信号线,当这个输入引脚为低电平时,即/CS=0时,表示芯片被选中,允许8255与CPU进行通讯;/CS=1时,8255无法与CPU做数据传输.RD:读信号线,当这个输入引脚为低电平时,即/RD=0且/CS=0时,允许8255通过数据总线向CPU发送数据或状态信息,即CPU从8255读取信息或数据。
WR:写入信号,当这个输入引脚为低电平时,即/WR=0且/CS=0时,允许CPU将数据或控制字写入8255。
D0~D7:三态双向数据总线,8255与CPU数据传送的通道,当CPU 执行输入输出指令时,通过它实现8位数据的读/写操作,控制字和状态信息也通过数据总线传送。
PA0~PA7:端口A输入输出线,一个8位的数据输出锁存器/缓冲器,一个8位的数据输入锁存器。
PB0~PB7:端口B输入输出线,一个8位的I/O锁存器,一个8位的输入输出缓冲器。
PC0~PC7:端口C输入输出线,一个8位的数据输出锁存器/缓冲器,一个8位的数据输入缓冲器。
端口C可以通过工作方式设定而分成2个4位的端口,每个4位的端口包含一个4位的锁存器,分别与端口A和端口B配合使用,可作为控制信号输出或状态信号输入端口。
'A0,A1:地址选择线,用来选择8255的PA口,PB口,PC口和控制寄存器.当A0=0,A1=0时,PA口被选择;当A0=0,A1=1时,PB口被选择;当A0=1,A1=0时,PC口被选择;当A0=1.A1=1时,控制寄存器被选择.3.2.3 8255引脚图如下图(图3-2)图3-2 8255引脚图3.3 8259芯片介绍3.3.1 8259工作原理首先,一个外部中断请求信号通过中断请求线IRQ,传输到IMR(中断屏蔽寄存器),IMR根据所设定的中断屏蔽字(OCW1),决定是将其丢弃还是接受。
如果可以接受,则8259A将IRR(中断请求暂存寄存器)中代表此IRQ的位置位,以表示此IRQ有中断请求信号,并同时向CPU的INTR(中断请求)管脚发送一个信号,但CPU这时可能正在执行一条指令,因此CPU不会立即响应,而当这CPU正忙着执行某条指令时,还有可能有其余的IRQ线送来中断请求,这些请求都会接受IMR的挑选,如果没有被屏蔽,那么这些请求也会被放到IRR中,也即IRR中代表它们的IRQ的相应位会被置1。
当CPU执行完一条指令时后,会检查一下INTR管脚是否有信号,如果发现有信号,就会转到中断服务,此时,CPU会立即向8259A芯片的INTA(中断应答)管脚发送一个信号。
当芯片收到此信号后,判优部件开始工作,它在IRR 中,挑选优先级最高的中断,将中断请求送到ISR(中断服务寄存器),也即将ISR中代表此IRQ的位置位,并将IRR中相应位置零,表明此中断正在接受CPU 的处理。
同时,将它的编号写入中断向量寄存器IVR的低三位(IVR正是由ICW2所指定的,不知你是否还记得ICW2的最低三位在指定时都是0,而在这里,它们被利用了!)这时,CPU还会送来第二个INTA信号,当收到此信号后,芯片将IVR中的内容,也就是此中断的中断号送上通向CPU的数据线。
这个内容看起来仿佛十分复杂,但如果我们用一个很简单的比喻来解释就好理解了。
CPU就相当于一个公司的老总,而8259A芯片就相当于这个老总的秘书,现在有很多人想见老总,但老总正在打电话,于是交由秘书先行接待。
每个想见老总的人都需要把自己的名片交给秘书,秘书首先看看名片,有没有老总明确表示不愿见到的人,如果没有就把它放到一个盒子里面,这时老总的电话还没打完,但不停的有人递上名片求见老总,秘书就把符合要求的名片全放在盒子里了。