麦克风类检验标准
- 格式:doc
- 大小:155.50 KB
- 文档页数:4
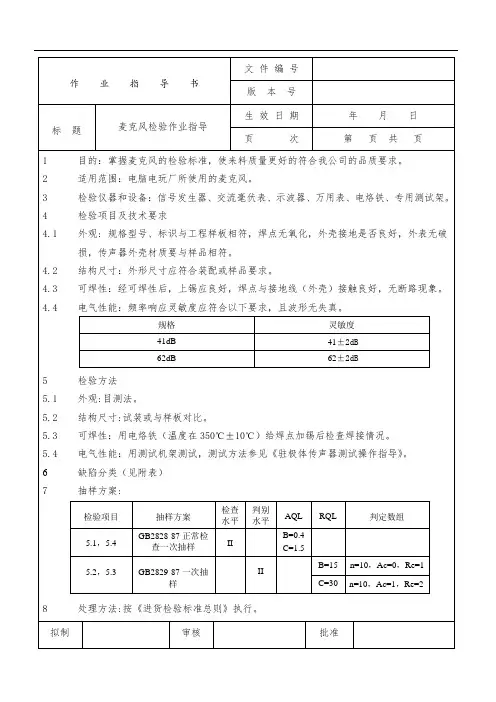
1.目的:确保耳机外观和性能符合公司产品质量的要求,保证耳机的质量。
2.适用范围:适用机乐堂品牌麦克风检验。
3.术语和定义:3.1 缺陷定义:致命缺陷:产品存在对使用者的人身及财产安全构成威胁的缺陷。
重缺陷:产品存在使用会严重影响功能、性能,为重缺陷;轻缺陷:上述缺陷以外的其它不会影响功能、性能,产品使用的轻缺陷。
4..抽样标准:根据MIL-STD-105E《逐批检验计数抽样程序及抽样表》II级一次抽样标准对来料进行抽检,接受质量限为:致命缺陷(CRI):AC=0 重缺陷(Major): AQL 0.65 轻缺陷(Minor): AQL 1.5.5.检验项目与标准:5.1检验条件距离:人眼与被测物表面的距离为300 mm ~ 350 mm。
时间:每件检查总时间不超过10s。
位置:检视面与桌面成45_。
上下左右各转动90_(保证各个面的缺陷均能被看到),前后翻转。
照明:100W冷白荧光灯,光源距被测物表面500 mm~550mm ,(照度达600 Lux~800Lux)。
检验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
5.2检验工具5.2.1卡尺(0.02mm),百分尺(0.01mm ),测厚规<厚度尺>(0.01mm),投影仪5.2.2 硬度测试仪,RCA耐磨仪器、恒温恒湿箱等5.3包装检验5.4外观检验1.1.1塑胶产品缺陷定义1.1.1.1熔接线:指成形时树脂的两条流线不能够完全融合时形成的线状的线条;1.1.1.2云雾状:指透明的塑胶内部或表面出现的不是很清晰的云雾状的现象;1.1.1.3银丝:成形时树脂内的水蒸气,气体等有流入过模腔内的痕迹成银状呈现在制品表面;1.1.1.4发白:塑胶制品上有因施加有变曲的物理力量而导致变白的现象;1.1.1.5顶白/顶凸:由于塑料件的包紧力大,顶杆区域受到强大的顶出力所产生的白印或凸起;1.1.1.6拉白:成型品脱模时,由于钩料杆的拉力大于顶料杆的顶出力,而使某部位所产生的白;1.1.1.7裂纹:指制品的表面或内部出现极细微的裂纹的现象;1.1.1.8流纹:模具腔内成形材料的流状痕迹残留在制品上造成外观上的缺陷;1.1.1.9色差:与样品不符或色差仪测数△E≤1.0 为OK;1.1.1.10烧焦:制品的表面因高温导致变色的现象;1.1.1.11油渍:在产品表面所残留的油污;1.1.1.12手印:在产品表面或零件光亮面出现的手指印痕;1.1.1.13点缺陷:具有点形状的缺陷,测量尺寸时以其最大直径为准;1.1.1.14异色点:在产品表面出现的颜色异于周围的点;1.1.1.15多胶点:因模具方面的损伤而造成局部细小的塑胶凸起;1.1.1.16黑点:成形后制品表面掺进通常不使用的异物造成外观上能够明显地辨别出来的色差现象;1.1.1.17飞边、披锋:指成形材料渗入模具的间隙中凝固后形成的多余部分;1.1.1.18修飞边的不良:使用刀等工具修飞边以外的部分,或没有完全修好的情况;1.1.1.19刮伤:制品的表面由于外部施加物理力量而导致有一部分被削掉的状态;1.1.1.20亮斑:对于非光面的塑料件,由于壁厚不均匀,在壁厚突变处产生的局部发亮现象;1.1.1.21有感划痕:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕;1.1.1.22无感划痕:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕;1.1.1.23气泡:制品内部因混有空气、水、气体等成分而导致塑胶制品的内部产生空洞的缺陷;1.1.1.24缺料:由于气体滞留及成形压力不足引起的先端部及骨位的细微部分形成填充不足的现象;1.1.1.25胶口高出:模具进胶完成后产品部分出现进胶口批锋未加工;1.1.1.26变形:主要是塑胶产品在形成或加工后,由于歪曲导致形成凹状或凸状的现象;1.1.1.27缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持较高的压力来填1.1.1.28翘曲:塑料件因内应力而造成的平面变形;1.1.1.29填充不足:因注射压力不足或模腔内排气不良等原因,使融熔树脂无法到达模腔内的某一角落而造成的射料不足现象;1.1.1.30破裂:因内应力或机械损伤而造成产品的裂纹或细小开裂;1.1.1.31凹坑:由于模具的损坏等原因,造成在平面上出现的高低不平;1.1.1.32彩虹现象:指透明区域在反光条件下出现彩色光晕的现象;1.1.1.33透明度差:指透明区出现模糊、透明度不佳的现象。
1.目的:确保耳机外观和性能符合公司产品质量的要求,保证耳机的质量。
2.适用范围:适用机乐堂品牌麦克风检验。
3.术语和定义:3.1 缺陷定义:致命缺陷:产品存在对使用者的人身及财产安全构成威胁的缺陷。
重缺陷:产品存在使用会严重影响功能、性能,为重缺陷;轻缺陷:上述缺陷以外的其它不会影响功能、性能,产品使用的轻缺陷。
4..抽样标准:根据MIL-STD-105E《逐批检验计数抽样程序及抽样表》II级一次抽样标准对来料进行抽检,接受质量限为:致命缺陷(CRI):AC=0 重缺陷(Major): AQL 0.65 轻缺陷(Minor): AQL 1.5.5.检验项目与标准:5.1检验条件距离:人眼与被测物表面的距离为300 mm ~ 350 mm。
时间:每件检查总时间不超过10s。
位置:检视面与桌面成45_。
上下左右各转动90_(保证各个面的缺陷均能被看到),前后翻转。
照明:100W冷白荧光灯,光源距被测物表面500 mm~550mm ,(照度达600 Lux~800Lux)。
检验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
5.2检验工具5.2.1卡尺(0.02mm),百分尺(0.01mm ),测厚规<厚度尺>(0.01mm),投影仪5.2.2 硬度测试仪,RCA耐磨仪器、恒温恒湿箱等5.3包装检验5.4外观检验1.1.1塑胶产品缺陷定义1.1.1.1熔接线:指成形时树脂的两条流线不能够完全融合时形成的线状的线条;1.1.1.2云雾状:指透明的塑胶内部或表面出现的不是很清晰的云雾状的现象;1.1.1.3银丝:成形时树脂内的水蒸气,气体等有流入过模腔内的痕迹成银状呈现在制品表面;1.1.1.4发白:塑胶制品上有因施加有变曲的物理力量而导致变白的现象;1.1.1.5顶白/顶凸:由于塑料件的包紧力大,顶杆区域受到强大的顶出力所产生的白印或凸起;1.1.1.6拉白:成型品脱模时,由于钩料杆的拉力大于顶料杆的顶出力,而使某部位所产生的白;1.1.1.7裂纹:指制品的表面或内部出现极细微的裂纹的现象;1.1.1.8流纹:模具腔内成形材料的流状痕迹残留在制品上造成外观上的缺陷;1.1.1.9色差:与样品不符或色差仪测数△E≤1.0 为OK;1.1.1.10烧焦:制品的表面因高温导致变色的现象;1.1.1.11油渍:在产品表面所残留的油污;1.1.1.12手印:在产品表面或零件光亮面出现的手指印痕;1.1.1.13点缺陷:具有点形状的缺陷,测量尺寸时以其最大直径为准;1.1.1.14异色点:在产品表面出现的颜色异于周围的点;1.1.1.15多胶点:因模具方面的损伤而造成局部细小的塑胶凸起;1.1.1.16黑点:成形后制品表面掺进通常不使用的异物造成外观上能够明显地辨别出来的色差现象;1.1.1.17飞边、披锋:指成形材料渗入模具的间隙中凝固后形成的多余部分;1.1.1.18修飞边的不良:使用刀等工具修飞边以外的部分,或没有完全修好的情况;1.1.1.19刮伤:制品的表面由于外部施加物理力量而导致有一部分被削掉的状态;1.1.1.20亮斑:对于非光面的塑料件,由于壁厚不均匀,在壁厚突变处产生的局部发亮现象;1.1.1.21有感划痕:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕;1.1.1.22无感划痕:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕;1.1.1.23气泡:制品内部因混有空气、水、气体等成分而导致塑胶制品的内部产生空洞的缺陷;1.1.1.24缺料:由于气体滞留及成形压力不足引起的先端部及骨位的细微部分形成填充不足的现象;1.1.1.25胶口高出:模具进胶完成后产品部分出现进胶口批锋未加工;1.1.1.26变形:主要是塑胶产品在形成或加工后,由于歪曲导致形成凹状或凸状的现象;1.1.1.27缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持较高的压力来填1.1.1.28翘曲:塑料件因内应力而造成的平面变形;1.1.1.29填充不足:因注射压力不足或模腔内排气不良等原因,使融熔树脂无法到达模腔内的某一角落而造成的射料不足现象;1.1.1.30破裂:因内应力或机械损伤而造成产品的裂纹或细小开裂;1.1.1.31凹坑:由于模具的损坏等原因,造成在平面上出现的高低不平;1.1.1.32彩虹现象:指透明区域在反光条件下出现彩色光晕的现象;1.1.1.33透明度差:指透明区出现模糊、透明度不佳的现象。
电容式麦克风的性能评估与标准化测试近年来,随着科技的飞速发展,电容式麦克风在音频领域中扮演着重要的角色。
电容式麦克风以其高灵敏度、宽频响和低噪声的特点,成为许多场合中的首选设备。
然而,如何对电容式麦克风的性能进行评估和标准化测试,是一项至关重要的任务。
本文将深入探讨电容式麦克风的性能评估以及常用的标准化测试方法。
首先,对电容式麦克风的性能进行评估需要考虑以下几个关键指标:频率响应、灵敏度、失真率、动态范围和方向性。
频率响应是指麦克风在不同频率下的响应能力。
一个好的电容式麦克风应该能够在整个听觉频率范围内提供平坦的响应。
评估电容式麦克风的频率响应可以通过使用声音发生器和频谱分析仪来测量麦克风在各个频率下的信号输出。
通过比较测量结果与标准参考值,我们可以评估麦克风的频率响应情况。
灵敏度是指麦克风接收声音信号的能力。
一个灵敏度较高的麦克风能够捕捉到较弱的声音信号。
通常,我们使用标准的声压级来评估麦克风的灵敏度。
标准的声压级是指在特定声源和距离下麦克风接收到的信号电平。
测量麦克风的灵敏度可以使用声压级仪器和标准声源。
失真率是指麦克风在传输过程中引入的失真数量。
常见的失真包括非线性失真和谐波失真。
非线性失真是指麦克风输出的信号与输入信号不成比例。
谐波失真是指麦克风输出的信号包含输入信号频率的倍数。
评估麦克风的失真率可以使用频谱分析仪或失真分析仪来测量。
动态范围是指麦克风在接收声音信号时的最大和最小电平之间的差异。
动态范围越大,麦克风可以接收到更广泛的声音强度范围。
评估麦克风的动态范围可以使用声压级仪器和标准声源来测量。
方向性是指麦克风在不同方向上接收声音信号的能力。
麦克风的方向性可以分为无指向性、单指向性和多指向性。
无指向性麦克风可以从各个方向上均匀接收声音信号,单指向性麦克风主要接收来自特定方向的声音信号,而多指向性麦克风则可以在多个方向上接收声音信号。
评估麦克风的方向性可以使用悬挂麦克风并使用单频声源在不同角度上进行测量。
生效日期:2014年11月10日目录1.目的 (4)2.适用范围 (4)3.定义 (4)4.抽样方案 (4)5.检验步骤 (4)5.1外包装检验 (4)5.2来料与样品一致性检验 (4)5.3外观检验 (4)5.4尺寸测量 (5)5.5性能测试 (5)5.6可靠性检查/定期可靠性保证 (5)6.缺陷分类 (5)7.记录要求 (6)8.附录 (6)MIC检验标准1.目的适应本公司MIC物料(发话器)检验的需要。
2.适用范围本公司IQC所有手机MIC来料。
3.定义3.1 CRI(致命缺陷):违反相关安规标准,对安全有影响者。
3.2 MAJ(主要缺陷):属功能性缺陷,影响使用或装配。
3.3 MIN(次要缺陷):属外观、包装轻微缺陷,不影响使用或装配。
4.抽样方案4.1依据《GB/T2828.1-2003》一般检验水平II从不同的包装箱(包)内随机抽取来料。
4.2 AQL取值(抽样有特殊规定的除外):CRI(致命缺陷)=0;MAJ(主要缺陷)=0.4;MIN(次要缺陷)=1.0。
4.3 检验抽样方案转换原则依据《GB/T2828.1-2003》相关转移规则进行(针对同一供应商同一型号的部品)。
4.4 抽样开箱率要求:当同种物料来料>3箱时检验开箱率必须达到60%;当同种物料来料≤3箱时检验开箱率必须达到100%。
5.检验步骤5.1 外包装检验5.1.1 货品检验单:要求货品检验单上的供应商、送检单号、来货数量、物料编码、物料名称等与实物相符。
5.1.2 物料的包装:要求箱(盒/袋)内、外无异物、水、灰尘、破损等情况。
5.1.3外包装标识、出货报告:要求外包装标识正确,内容填写完整与实物相符;出货报告格式符合标准、内容项目齐全、清晰、正确、须有结论审核;如需符合RoHS要求的物料,检查包装箱是否贴有ROHS标识贴纸。
5.2 来料与样品一致性检验核对来料是否同物料承认书、样板相符,如需符合RoHS要求的物料、则需核对是否有SGS报告或RoHS 申明。
麦克风测试标准
麦克风的测试标准主要包括声学特性和电学特性两个方面。
以下是一些主要的测试标准:
1. 声学特性:
- 灵敏度:麦克风对声音的响应程度。
通常用分贝(dB)或者伏特(V)为单位。
- 频率响应:麦克风对不同频率声音的响应。
通常用频率响应曲线来表示。
- 相位:麦克风输出的声音相对于输入声音的相位。
- 噪声:麦克风在静默状态下的声音输出。
通常用分贝(dB)为单位。
- 动态范围:麦克风能够发出的最大声音和最小声音之间的比值。
2. 电学特性:
- 输出阻抗:麦克风输出端的等效电阻。
- 输入阻抗:麦克风输入端的等效电阻。
- 灵敏度:麦克风对声音的响应程度。
通常用分贝(dB)或者伏特(V)为单位。
- 频率响应:麦克风对不同频率声音的响应。
通常用频率响应曲线来表示。
- 相位:麦克风输出的声音相对于输入声音的相位。
- 噪声:麦克风在静默状态下的声音输出。
通常用分贝(dB)或单位表示。
- 动态范围:麦克风能够发出的最大声音和最小声音之间的比值。
以上只是一部分基本的测试标准,具体的测试标准可能会根据麦克风的类型和用途的不同而有所差异。


手机麦克风类检验标准1. 目的制定本公司的检验标准和试验方法,确保本公司所有麦克风类材料能满足研发设计、生产装配以及用户的使用要求。
2. 适用范围本规程适用于本公司所有麦克风类材料的检验。
注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。
3. 缺陷类别定义A类严重缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷。
B类重缺陷(Major Defect):产品存在下列缺陷,为主要缺陷。
1)功能缺陷影响正常使用;2)性能参数超出规格标准;3)导致客户拒绝购买的严重外观缺陷;4)包装存在可能危及产品形象的缺陷。
C类次要缺陷(Minor Defect):不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4. 检验条件及环境1)在自然光或60W-100W(照度达600~800Lux)冷白荧光灯照明条件下检验;2)观察距离:300-350mm ;3)观察角度:水平方位45°±15°;4)检验时按正常要求的距离和角度扫描整个被检测面:10S±5S;5)检验人员裸视或矫正视力1.0以上,不能有色盲、色弱者。
5. 抽样标准抽样检验依GB2828-2003标准,取一般检验水平Ⅱ;AQL:A类缺陷为0B类缺陷为0.65C类缺陷为1.5特殊项目(尺寸、可靠性)抽样方案为:S-1或具体规定数量,Ac = 0,Re = 1。
6. 包装要求6.1.1 包装检验6.1.2现品票要求⑴、产品包装为胶袋包装,现品票粘在胶袋表面正中的位置;⑵、产品包装为纸箱包装, 现品票应粘在纸箱的右上角。
现品票参考格式:10.可靠性检验10. 参考文件10.1《检验和试验程序》 10.2《品质部抽样方案》10.3《整机测试手册》。
麦克风办理CE认证标准是什么?麦克风也称话筒,微音器。
麦克风是将声音信号转换为电信号的能量转换器件。
现在麦克风分为两种,一种是有线的、一种是无线的,现在我们去KTV的话都是用的无线麦克风,无线麦克风可以不受电线限制,非常的便捷,但传输的距离受信号限制,所以一些大舞台上,仍然使用着有线的麦克风。
办理CE认证依据麦克风所带的功能不同,办理CE认证时的检测标准和费用也是不同的。
下面我们来看看麦克风办理CE认证标准。
麦克风等无线产品CE认证测试标准:ETSI EN301489-1无线产品EMC部分的通用要求。
ETSI EN301489-3CE认证无线短距离产品EMC部分的特殊要求。
如433.92MHz的无线门铃等产品。
ETSI EN 301489-7 CE认证带GSM功能的无线产品EMC部分的特殊要求。
如GSM 手机等产品。
ETSI EN301489-17CE认证宽带调制产品EMC部分的通用要求。
如蓝牙耳机,带WIFI功能的平板电脑。
ETSI EN 300220-1/-2CE认证中频率在25~1000MHz范围内,功率小于500mW的无线短距离产品的检测标准。
如433.92MHz的无线门铃等产品。
ETSI EN 300330-1/-2CE认证中频率在9KHZ~25MHz范围内的无线短距离产品的检测标准。
如13.56MHz的RFID产品。
ETSI EN 300440-1/-2CE认证除蓝牙,WIFI外的宽带调制产品的检测标准。
如2.4G 的采用FSK调制的游戏遥控器等,但是必须注意的是,对于采用跳频技术(FHSS)的产品,其设计时信道数至少为20个信道。
ETSI EN 300328CE认证工作于2.4GISM频段的宽带调制产品的检测标准。
如蓝牙耳机,带WIFI功能的平板电脑。
ETSI EN 301511CE认证具有GSM通讯功能的电子产品的检测标准。
如GSM手机,带GSM功能的平板电脑等。
SAR标准采用EN62209。
话筒检测报告
报告编号:XXXX
报告日期:XXXX年XX月XX日
一、检测单位:XXX公司
二、检测对象:话筒
三、检测标准:GB/T 10745-2019《话筒性能测试方法》
四、检测数据:
1. 静态电容 C0:
测量值:XX pF
2. 静态电阻 R0:
测量值:XX Ω
3. 动态电容 C:
频率(Hz)测量值(pF)10 XX
100 XX
1000 XX
10000 XX
4. 灵敏度:
测量值:XX mV/Pa
5. 电源电压 V:
测量值:XX V
五、检测结论:
根据GB/T 10745-2019《话筒性能测试方法》,经过上述检测数据的分析和判定,本次检测的话筒在静态电容、静态电阻、动态电容、灵敏度、电源电压等方面均符合标准规定的技术要求,检测结果合格。
六、备注:
本次检测采用XX型检测仪器,检测条件符合GB/T 10745-2019《话筒性能测试方法》的规定。
检测人员:XXX
检测时间:XXXX年XX月XX日
检测单位盖章:XXX公司
以上为话筒检测报告,请认真查阅。
如有疑问,请及时与我们联系。
麦克风检验标准《麦克风检验标准:让你的声音“C 位出道”!》嘿,你知道吗?在声音的奇妙世界里,就如同超级英雄要有厉害的装备一样,麦克风也有它的检验标准,要是不搞清楚,那你的声音之旅可能就像在迷雾中打转,找不到方向哦!一、外观要“颜值担当”“哇塞,麦克风的外观可不能是个丑八怪呀!”麦克风的外观可是很重要的哦!就像选美比赛一样,一个精致、美观的麦克风首先就能吸引大家的眼球。
不能有明显的瑕疵、划痕或者损坏,要像一位精心打扮的明星一样,闪亮登场!比如说,那些做工粗糙、外壳有破损的麦克风,就像是穿着破破烂烂衣服的路人,怎么能在声音的舞台上成为焦点呢?而一个外观完美的麦克风,就如同穿着华丽礼服的公主,一出现就惊艳全场。
二、性能得“实力超群”“嘿,麦克风的性能可不能拉胯呀!”这可是关键中的关键呢!麦克风的灵敏度就如同短跑运动员的速度,要足够高才能快速捕捉到声音的细微变化。
它就像一个超级敏锐的侦探,任何一点声音的蛛丝马迹都逃不过它的“耳朵”。
还有频率响应,要宽广而平坦,就像一片广阔的草原,能容纳各种不同的声音在上面自由驰骋。
如果频率响应不好,那声音就会变得奇怪又别扭,就像唱歌跑调一样让人难受。
再说说信噪比,这就像是声音世界里的“安静指数”,信噪比高的麦克风能让你的声音清晰纯净,而不是被各种噪音所干扰,仿佛在一个安静的图书馆里说话一样清晰。
三、耐用性需“坚如磐石”“哎呀呀,麦克风可不能是个娇弱的小公主呀!”它得经得起各种折腾和考验。
就像一位久经沙场的战士,不管是风吹雨打还是磕磕碰碰,都能屹立不倒。
连接线要牢固,不能轻易松动或者断裂,否则就像断了腿的运动员,无法正常发挥。
还有麦克风的内部结构,要稳定可靠,不能随便出故障。
你想想,如果在一场重要的演唱会上,麦克风突然“罢工”了,那可真是一场灾难呀!就像一场精心准备的演出突然被打断一样让人尴尬。
四、兼容性得“左右逢源”“哇哦,麦克风的兼容性可不能差呀!”它要能和各种设备友好相处,就像一个社交达人一样,和谁都能聊得来。
深圳市xxx科技有限公司无线麦克风可靠性测试通用标准文件编号:QMP-MICPHONE-001版本:V1.0文件修订履历版本修订内容简述修订日期修订人V1.0初版发行2021/10/15xxx文件发放范围部门有无部门有无品质部√研发部√产品部√业务部项目部√采购部1.目的根据产品特性以及使用寿命,定义成品的可靠性测试项目和条件,确保成品品质符合设计要求,从而保障成品的品质和产品使用寿命.2.适用范围适用于xxx科技有限公司的所有无线麦克风成品产品.3.测试项目(单体:测试数量为3pcs/项目,包装:1carton/项目)3.1环境可靠性测试:测试项目测试设备测试条件判断标准高温储存(裸机)高低温试验箱测试前检查样品功能,产品外观试验条件:温度60±2℃,湿度90%,持续时间48H;测试条件:温度25±3℃,相对湿度60%±5%,静置2H后进行测试试验后外观功能正常高温工作(裸机)高低温试验箱温度40±2℃,开机测试,持续时间48H 1.高温工作过程功能正常;2.试验后功能外观正常。
低温储存(裸机)高低温试验箱试验条件:温度-20±2℃,持续时间48H;测试条件:温度25±3℃,相对湿度60%±5%,静置2H后进行测试试验后外观功能正常低温工作(裸机)高低温试验箱温度-10℃,开机测试,持续时间48H 1.低温工作过程功能正常;2.试验后功能外观正常。
高低温循环测试(裸机)高低温试验箱试验条件:-20℃(2H),60℃(2H)为1个循环,常温升高温时间小于35分钟,高度到低温转换时间小于85分钟,共计10个循环;测试条件:温度25±3℃,相对湿度60%±5%,静置2H后进行测试。
试验后功能外观正常盐雾测试(裸机/部件)盐雾实验仪测试温度为35±2ºC;湿度≥85%;PH值6.5-7.2之间,用5%±1%的NaC1溶液连续喷雾;试验时间:成品8小时,部品物料48小时盐雾喷洒;试验结束后自然干燥24小时再检查1.试验后功能外观正常2.样品表面无生锈,脱落应在正常标准范围内。
1.目的:规范麦克风(话筒)类产品的检查项目及其标准,指导IQC人员进行正确检查及判别。
2.范围:适用于麦克风(话筒)产品的来料检验及制程、最终检验。
3.抽样标准:依据MIL-STD-105E II级一次抽样,AQL: 致命缺陷(Cr.)= 0;严重缺陷(MAJ)AQL=0.65;轻微缺陷(MIN)AQL=1.5。
4.本检验规程未尽项目,需检验可参照国标要求,当检验规范的检验项目在技术要求中未作规定时,可不作检验要求。
5.测试方法和缺陷判定5.1.外观/包装测试:5.2功能/性能测试6.可靠性测试:6. 1.摇摆试验:6.1.1.将被测MIC延长线自插头部位悬挂400g砝码、60度、40次/分钟,弯折100次;6.1.2.测试完毕后检查有无开路,短路或INT的现象6.1.3每批抽取2PCS进行测试;6.2拉力测试:6.2.1将延长线插入话筒中,另一端使用5Kg的重物悬挂60S;6.2.2测试完毕后检查有无SR处拉脱离、断落的现象;6.2.3每批抽取2PCS进行测试;6.3跌落测试6.3.1将话筒在1M的高度自由落体跌落在水泥地面上,跌落3次;6.3.2测试完毕后检查不可有结构件脱离现象,功能需正常;6.3.3每批抽取2PCS进行测试;7、环保检测:7.1每批对照环保报告清单,查看报告是否在有效期内(有效期1年,在报告有效期前一个月,即第11个月,每批去抽样2个进行环保测试,然后通知采购,要求供应商提供环保报告)。
变更履历:1、2015-5-16 首次发行 V1.0制定: 审核: 批准:欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习课件等等打造全网一站式需求。
麦克风进货检验制度简介麦克风是声学设备中重要的一部分,广泛应用于不同领域,如语音识别、会议、演唱会等。
为了确保麦克风的质量和性能稳定,进货检验制度是必不可少的。
在本文中,我们将详细介绍麦克风进货检验制度的相关内容,包括检验的目的、检验的流程、检验的方法以及检验的标准。
检验的目的麦克风进货检验制度的主要目的是检验每批麦克风的质量和性能是否符合相关标准,并确保麦克风能够满足客户的要求。
通过检验,我们可以减少不合格产品的出现,保证客户利益不受损害,提高企业的信誉度和市场竞争力。
检验的流程麦克风进货检验制度的流程主要包括以下几个步骤:步骤一:接收麦克风在接收麦克风时,首先需要检查外包装是否完好无损。
如果外包装有损坏或变形,需要进行记录并报告供应商。
接着,需要检查麦克风型号、规格、数量是否与订单相符,如果不符需要及时与供应商沟通并处理。
步骤二:外观检验外观检验是麦克风进货检验的第一步,主要是检查麦克风的外观是否完整、无裂痕、无瑕疵,并且外表无明显污渍和变色。
同时需要检查麦克风是否与供应商提供的样品一致。
步骤三:性能检验性能检验是麦克风进货检验的关键步骤,主要是检查麦克风的灵敏度、指向性、信噪比、频率响应、失真度等性能指标是否符合相关标准。
性能检验需要使用专业设备进行测量,并对测试结果进行记录和分析。
步骤四:耐久性测试耐久性测试是麦克风进货检验的重要步骤之一,主要是检查麦克风是否具有耐久性。
在耐久性测试中,需要对麦克风进行多次使用和非正常使用,比如高温、低温、湿度等环境下的测试。
通过耐久性测试,可以检查麦克风的品质和使用寿命。
步骤五:包装检验包装检验是麦克风进货检验的最后一步骤,主要是检查麦克风的包装是否符合标准,并确保包装的完好无损,以保证麦克风在运输过程中不受损坏。
检验的方法麦克风进货检验的方法主要包括以下几种:1.目测法目测法是检查麦克风外观的常见方法。
通过观察麦克风的外观,可以检查是否存在破损、变形、变色等外观问题。
1. 目的
制定本公司的检验标准和试验方法,确保本公司所有麦克风类材料能满足研发设计、生产装配以及用户的使用要求。
2. 适用范围
本规程适用于本公司所有麦克风类材料的检验。
注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。
3. 缺陷类别定义
A类严重缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷。
B类重缺陷(Major Defect):产品存在下列缺陷,为主要缺陷。
1)功能缺陷影响正常使用;
2)性能参数超出规格标准;
3)导致客户拒绝购买的严重外观缺陷;
4)包装存在可能危及产品形象的缺陷。
C类次要缺陷(Minor Defect):不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4. 检验条件及环境
1)在自然光或60W-100W(照度达600~800Lux)冷白荧光灯照明条件下检验;
2)观察距离:300-350mm ;
3)观察角度:水平方位45°±15°;
4)检验时按正常要求的距离和角度扫描整个被检测面:10S±5S;
5)检验人员裸视或矫正视力1.0以上,不能有色盲、色弱者。
5. 抽样标准
抽样检验依GB2828-2003标准,取一般检验水平Ⅱ;
AQL:A类缺陷为0
B类缺陷为0.65
C类缺陷为1.5
特殊项目(尺寸、可靠性)抽样方案为:S-1或具体规定数量,Ac = 0,Re = 1。
6. 包装要求
6.1.1 包装检验
6.1.2现品票要求
⑴、产品包装为胶袋包装,现品票粘在胶袋表面正中的位置;
⑵、产品包装为纸箱包装, 现品票应粘在纸箱的右上角。
现品票参考格式:
7.外观检验
8.尺寸
9.电性能测试
10.可靠性检验
10. 参考文件
10.1《检验和试验程序》 10.2《品质部抽样方案》
10.3《整机测试手册》。