钳工中级操作技能考核评分记录表
- 格式:doc
- 大小:521.00 KB
- 文档页数:14
钳工实操考核表
一、考核时间和地点
•考核时间:_______
•考核地点:_______
二、考核人员
•考核人员:_______
•考核评委:_______
三、考核内容
1.钣金工具使用
–掌握不同种类的钣金工具,了解其作用和适用场景。
2.工件检测
–能够正确使用检测工具,如卷尺、直尺等,进行工件尺寸、平直度等方面的检测。
3.钣金工件加工
–能够根据图纸要求,正确使用加工工具进行钣金工件的裁剪、弯曲、焊接等操作。
4.质量要求
–对加工的钣金工件进行质量检验,确保工件符合设计要求。
四、考核标准
•对于每项考核内容,根据实际操作展开考核,根据实操情况评定合格或不合格。
•考核合格者,应综合各项考核内容,根据实际表现给予优良、中等或合格评定。
五、其他事项
•请考核人员做好充分准备,确保考核顺利进行。
•考核过程中需严格遵守安全操作规范,确保人身和设备安全。
六、总结
钳工实操考核表是评价钳工实际操作能力的重要工具,只有经过实际操作的考核,才能真实反映一个钳工的工作水平。
希望通过本次考核,能够发现钳工存在的不足之处,并及时进行改进,提高钳工的工作技能,为企业的生产提供更优质的服务。
以上是钳工实操考核表的相关内容,请各位考核人员认真阅读,并做好充分准备。
祝考核顺利!。
--——公司——年钳工技术比武试卷
(操作技能部分)
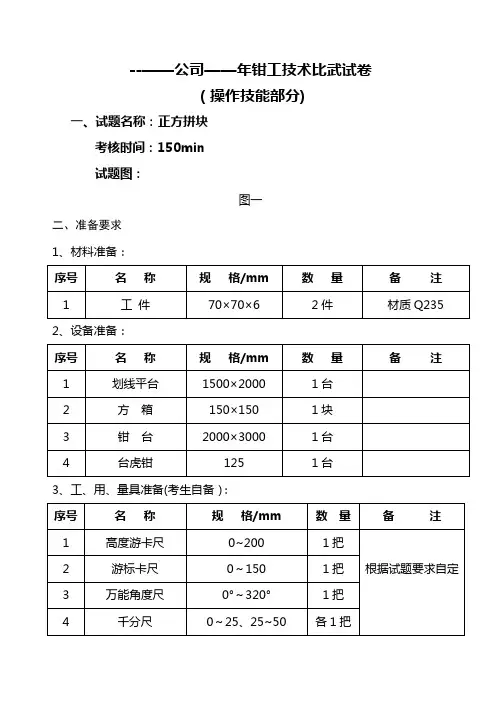
一、试题名称:正方拼块
考核时间:150min
试题图:
图一
二、准备要求
1、材料准备:
2、设备准备:
3、工、用、量具准备(考生自备):
注:可根据试题自行选择工、用、量具。
三、操作考核规定及说明
1、操作程序
1)锉削;
2)配合。
2、考核规定说明
1)如操作违章,将停止考核;
2)考核采用百分制,考核项目得分按鉴定比重进行折算。
3、考核方式说明:全过程按操作标准过程进行评分.
4、考核技能说明:主要考核考生对正方拼块操作技能掌握的熟练程度.
四、考核时限:
1、准备时间:10min(不计入考核时间)。
2、正式操作时间:150min。
3、从正式操作开始计时.
4、考核时,提前完成操作不加分,超时停止操作。
五、钳工中级操作技能考核评分记录表
现场号__________工位_________性别_________
试题名称:正方拼块考核时间:150min
考评员:核分员:年月日六、钳工中级操作技能考核现场记录表
现场号工位性别
试题名称:正方拼块考核时间:150min
现场考评员:年月日。


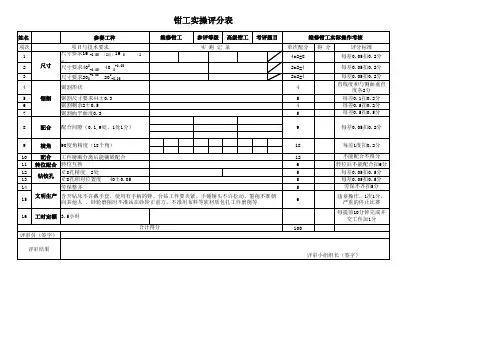
机修钳工中级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:T型体制作考核时间:150min考评员:核分员:年月日机修钳工中级操作技能试题试题名称:T型体制作考核时间:150min技术要求:1.以件一为基准,件二配作;2.配合,翻转配合间隙≤0.08机修钳工高级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:凸R镶配件制作考核时间:180min考评员:核分员:年月日机修钳工高级操作技能试题试题名称:凸R镶配件制作机修钳工技师操作技能考核评分记录表现场号: 工位: 性别:______试题名称:梯形台对配考核时间:180min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 件1尺寸59005.0-3 超差0.03扣1.5分37±0.05 3 超差0.02扣1.5分11005.0-4 超差0.04扣2分60°±4′ 4 超差2′扣2分平行度0.04(2处) 4 一处超差0.02扣1分垂直度0.04(2处) 4 一处超差0.02扣1分Ra3.2(8处)8 一处降一级扣1分2 件2尺寸59005.0-3 超差0.03扣1.5分11005.0-(2处) 4 超差0.04扣1分605.0+(2处) 6 一处超差0.04扣1.5分30±0.05 3 超差0.04扣1.5分75005.0-4 超差0.04扣2分60°±4′ 4 超差2′扣2分平行度0.04(2处) 4 一处超差0.02扣1分垂直度0.04(2处) 4 一处超差0.02扣1分Ra3.2(12处)12 一处降一级扣1分3 配合尺寸平行度0.04 4 超差0.02扣2分4 超差0.02扣2分50±0.10 4 超差0.02扣2分配合间隙0.05(14处)14 一处超差0.02扣1分4 考核时限在规定时间内完成超时停止操作考评员:核分员:年月日机修钳工技师操作技能试题试题名称:梯形台对配试题名称:梯形台对配试题名称:梯形台对配。

技能操作考核评分表考生姓名:职业(工种):钳工申报等级:中级工.1.2钳工操作试卷考生姓名:职业(工种):钳工申报等级:中级工操作内容:加工六方体。
工具名称规格数量台虎钳1台手锯1把中粗扁锉2501把细扁锉2001把细扁锉1501把万能角度尺1把旅游卡尺1251把钻头Φ10.51个丝锥M121套划规1付钢直尺1个样冲1把高度游标划线尺1把手锤1把宽度角尺75mm1把二、操作要求:1、粗、精锉基准面工A,达到平面的平面度0.04mm,表面粗糙度Ra≦3.24μm的要求,同时要保证与圆柱母线的尺寸要求()06.0±。
2、粗、精锉相对面,以第一面为基准划出相距尺寸32mm的平面加工线,然后锉销,达到图样要求。
3、粗、精锉第三面,达到图样要求,同时要保证与母线的尺寸为()06.0±,控制120°角。
4、粗、精锉第四面,达到图样,同时要保证与母线的尺寸为()06.0±,及与第三面边长相等。
5、粗、精锉第五面,以第三面为基准划出相距为32mm的平面加工线,然后锉削达到图样要求。
6、粗、精锉第六角,以第四面为基准,划出相距32mm的平面加工线,然后锉削达到图样要求。
7、按图样要求,全部精度复查,并作必要的修整锉削,最后锐边倒棱。
8、钻孔,按¢10.5mm钻孔。
9、攻丝,用M12mm丝锥攻内螺纹。
课题名称六方体加工考号工时定额4小时序号技术要求配分评分标准自检复检得分1平面度0.04 (6面)12一处超差0.01扣1分2尺寸要素(3处)9一处超差0.01扣1分3尺寸公差值不大于0.08(3处)8一处超差0.02扣232-d232-d232-d。
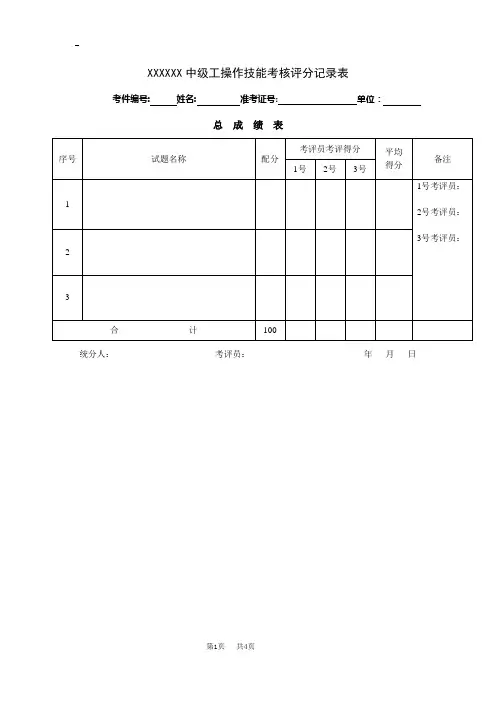
考件编号: 姓名: 准考证号:单位:
总成绩表
序号试题名称配分
考评员考评得分平均
得分
备注1号2号3号
1 1号考评员:2号考评员:3号考评员:
2
3
合 计100
统分人:考评员:年月日
考件编号: 姓名: 准考证号:单位:
试题1、
配分、评分标准:
序号主要内容考核要求评分标准配分扣分得分1
2
合计
备注否定项:损坏考试等设备的,本次技能考核视为不合格。
选择考核项目时应考虑的其他因素:
(1)本项目满分分。
(2)本项目考核时间限定在分钟。
(3)操作时,现场应有2名考评员,其中1人任现场监护。
考评员:年月日核分人:年月日
XXXXXX中级工操作技能考核评分记录表考件编号: 姓名: 准考证号:单位:
试题2、
配分、评分标准:
序号主要内容考核要求评分标准配分扣分得分1
2
3
合计
备注否定项:。
选择考核项目时应考虑的其他因素:
(1)本项目满分分。
(2)本项目考核时间限定在分钟。
(3)操作时,现场应有2名考评员,其中1人任现场监护。
评分人:年月日核分人:年月日
XXXXX中级工实操考试器材准备通知单:
序号器材名称型号数量准备对象备注。
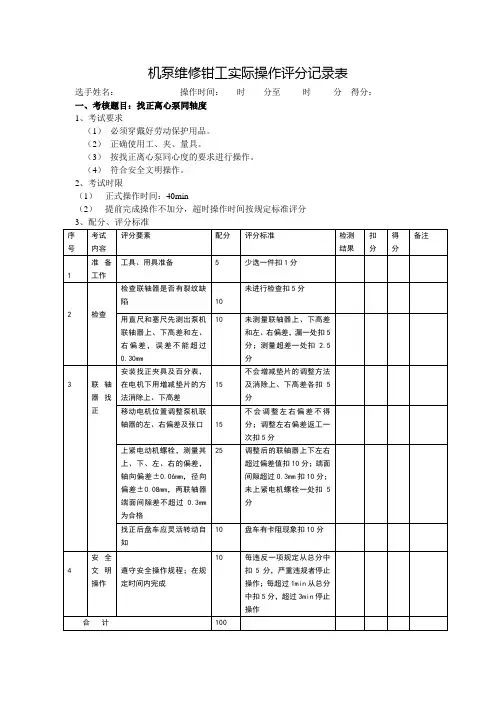
机泵维修钳工实际操作评分记录表
选手姓名:操作时间:时分至时分得分:
一、考核题目:找正离心泵同轴度
1、考试要求
(1)必须穿戴好劳动保护用品。
(2)正确使用工、夹、量具。
(3)按找正离心泵同心度的要求进行操作。
(4)符合安全文明操作。
2、考试时限
(1)正式操作时间:40min
(2)提前完成操作不加分,超时操作时间按规定标准评分
二、考核题目:加工外六方
1、考试要求
(1)必须穿戴好劳动保护用品。
(2)必备的工具、量具准备齐全。
(3)划线准确、清晰。
(4)按工艺要求进行加工。
(5)符合安全文明操作。
2、考试时限
(1)准备时间:3min(不计入考试时间)。
(2)正式操作时间:80min.
提前完成操作不加分,超时操作时间按规定标准评分
(3)
名称:外六方 材料:45
考评员:
核分员:
日期:年月日
三、考核题目:安装离心泵机械密封
1、考试要求
(1)必须穿戴好劳动保护用品。
(2)必备的工具、量具准备齐全。
(3)清洗检查所有装配部件。
(4)按顺序要求安装离心泵。
(5)符合安全文明操作。
2、考试时限
(3)准备时间:3min(不计入考试时间)
(4)正式操作时间:45min
(5)提前完成操作不加分,超时操作时间按规定标准评分
考评员:
核分员:
日期:年月日。
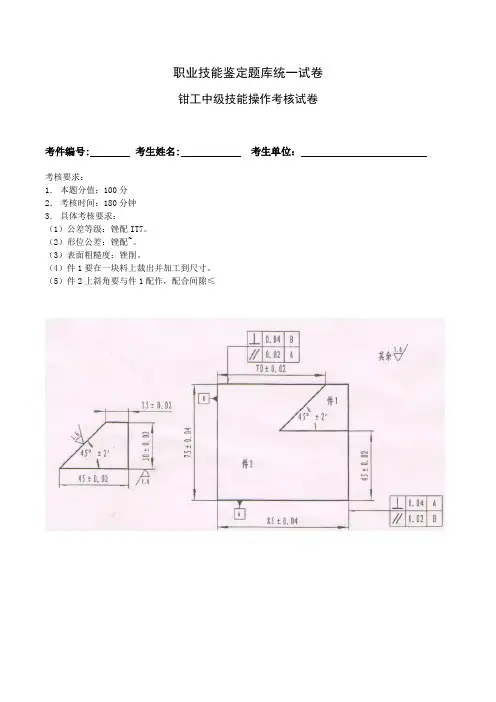
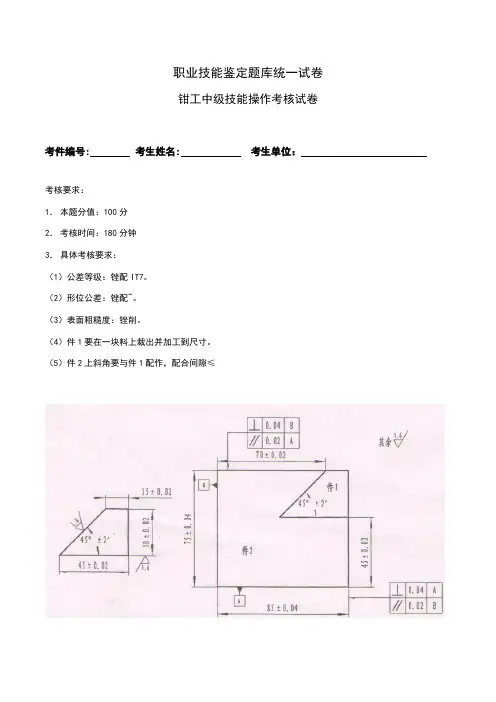
职业技能鉴定国家题库钳工中级操作技能考核试卷注 意 事 项1、本试卷依据2020年颁布的《钳工》国家职业标准命制,考试时间180分钟。
2、请在试卷密封处填写姓名、准考证号和所在单位的名称。
3、请服从考评员指挥,保证考核安全顺利进行。
试题一、凹凸件锉配 1、准备要求 (1)材料准备 名称 规格(mm) 数量 要求 备注 Q235钢板 60x45x8 2 无变形(2) 工具设备准备名称 规格 数量 要求 锯弓(条) 1个/人 工况良好 备注 板锉 1个/人 正常使用 钳工台 1个/人 牢固可靠 手套 1付/人 正常使用 丝锥 M8 1付/人 正常使用 游标卡尺 1个/人 正常使用 直角尺 1个/人 正常使用 台钻 4人/台 正常使用 毛刷1个/人正常使用2、操作考核程序规定及说明 (1)操作程序说明1)按图样依次完成(2)考核规定说明 1)如违章操作该项目考核终止;2)考核采用百分制,考核项目得分按组卷比重进行折算。
(3) 考核方式说明: 该项目为模拟操作试题, 全过程按操作标准结果进行评分。
(4)考核技能说明:该项目考核考生对钳工基本操作的熟练程度。
3、考核时限(1)准备时间: 5min ;(2)操作时间: 120min ,从正式操作开始计时;(3)考核时,提前完成操作不加分, 考核时间到停止操作。
4、考件图样--------------------------考-------------------生----------------答---------------题-------------不--------------------准------------------超------------------过-------------------此-------------线------------------地区 姓名单位名称准考证号试题二、立式铣床二级维护与保养1、准备要求(1)设备准备(2)工具准备2、操作考核程序规定及说明(1)操作程序说明1)按考核项目依次完成(2)考核规定说明1)如违章操作该项目考核终止;2)考核采用百分制,考核项目得分按组卷比重进行折算。
钱纳里标准产业结构和工业化阶段理论技能操作考核评分表考生姓名:职业(工种):钳工申报等级:中级工页脚内容4钳工操作试卷考生姓名:职业(工种):钳工申报等级:中级工操作内容:加工六方体。
一、工具准备工具名称规格数量台虎钳1台手锯1把中粗扁锉2501把细扁锉2001把细扁锉1501把万能角度尺1把旅游卡尺1251把钻头Φ10.51个丝锥M121套划规1付钢直尺1个样冲1把高度游标划线尺1把手锤1把宽度角尺75mm1把二、操作要求:1、粗、精锉基准面工A ,达到平面的平面度0.04mm ,表面粗糙度Ra ≦3.24μm的要求,同时要保证与圆柱母线的尺寸要求( )06.0±。
2、粗、精锉相对面,以第一面为基准划出相距尺寸32mm 的平面加工线,然后锉销,达到图样要求。
3、粗、精锉第三面,达到图样要求,同时要保证与母线的尺寸为( )06.0±,控制120°角。
4、粗、精锉第四面,达到图样,同时要保证与母线的尺寸为( )06.0±,及与第三面边长相等。
5、粗、精锉第五面,以第三面为基准划出相距为32mm 的平面加工线,然后锉削达到图样要求。
6、粗、精锉第六角,以第四面为基准,划出相距32mm 的平面加工线,然后锉削达到图样要求。
7、按图样要求,全部精度复查,并作必要的修整锉削,最后锐边倒棱。
8、钻孔,按¢10.5mm 钻孔。
9、攻丝,用M12mm 丝锥攻内螺纹。
三、操作成绩评定记录表课题名称 六方体加工 考号 工时定额 4小时 序号 技术要求配分评分标准自检 复检 得分 1 平面度 0.04 (6面) 12 一处超差0.01扣1分 2 尺寸要素 ( 3处) 9 一处超差0.01扣1分 3 尺寸公差值不大于0.08(3处)8一处超差0.02扣1分4 120°角面的倾斜度0.03(6处) 12 一处超差0.01扣1分5 边长均等允差0.15超差0.1扣1分 6 表面粗糙度Ra ≦3.24μm (6面) 12 一处超差0.1扣1分 7 锉纹整齐,倒棱均匀。
百度文库- 让每个人平等地提升自我
钳工中级操作技能考核评分记录表
现场号: 工位: 性别:______
试题名称:阶梯对配制作考核时间:150min
序号考核项
目
评分要素配分评分标准
检测
结果
扣
分
得
分
备
注
1 锉配150
03
.0
(2处)10 超差扣1分
30±(2处)10 超差扣1分
45±(2处)8 超差扣2分
表面粗糙度 6 升高一级扣1分配合间隙≤(5处)30 超差扣2分
错边量≤8 超差扣1分
60±(2处)8 超差扣1分
平行度 6 超差扣1分
垂直度10 超差扣1分
4-φ3 4 每少一处扣1分
2 考核时
限
在规定时间内完成超时停止操作
3 否决项形状、位置与图纸相符不符考核项目为零分
合计100
考评员:核分员:年月日
钳工中级操作技能试题
试题名称:阶梯对配制作2
3
钳工高级操作技能考核评分记录表
现场号: 工位: 性别:______
试题名称:135°角度拼块制作考核时间:240min
序号考核
项目
评分要素配分评分标准
检测
结果
扣分得分备注
1 锉配150
027
.0
-
6 超差扣1分
300
033
.0
-
6 超差扣1分
450
039
.0
-
6 超差扣2分135°±4′(2处)8 超差2′扣2分表面粗糙度(10处)10 升高一级扣1分配合间隙≤(4处)25 超差扣2分
60±(2处) 6 超差扣1分
45±(2处) 6 超差扣1分
孔距一致性尺寸为 5 超差扣1分
22± 4 超差扣1分
2 铰孔2-φ10H7 6 超差扣1分
垂直度 5 超差扣2分
11± 5 超差扣1
表面粗糙度 2 升高一级扣1分
3 考核
时限
在规定时间内完成超时停止操作
4 否决
项
形状、位置与图纸相符不符考核项目为零分合计100
考评员:核分员:年月日
钳工高级操作技能试题
试题名称:135°角度拼块制作5
钳工技师操作技能考核评分记录表现场号: 工位: 性别:______
序号考核
项目
评分要素配分评分标准检测结果扣分得分备注
1
配
合配合互换性不能互换直接扣30分
件1、件2配合错边≤0.07mm(2
处)
4每超差扣1分,一处2分配合尺寸70± 2 每超差扣1分
配合间隙≤0.08mm(3处) 6 每超差扣1分,一处2分配合间隙≤0.04mm(4处)8 每处超差扣1分,一处2分
2
锉
销件1 135°±4′(2处) 4
每处超差1′扣1分,一处
2分
件1 2406.0
02
.0
+
-
(2处) 6 每处超差扣1分,一处3分件 1 尺寸25未注公差尺寸按
GB/T1804m级要求
2 每超差扣1分
件1 47± 3 每超差扣1分
件1 70± 2 每超差扣1分
件1平面度达(8处)8 一处1分,超差不得分件1平行度达(3处) 3 一处1分,超差不得分件1垂直度达(3处) 3 一处1分,超差不得分件2 135°±4′(2处) 4
每处超差1′扣1分,一处
2分
件2 24±(2处) 6 每处超差扣1分,一处2分件2 25± 3 每超差扣1分
件2 47±3每超差扣1分
件2 70± 2 每超差扣1分
件2平面度达(8处)8 一处1分,超差不得分件2平行度达(3处) 3 一处1分,超差不得分件2垂直度达(3处) 3 一处1分,超差不得分
3其
他
项
目
件1、2的表面粗糙度(12处)12 一处1分,超差不得分φ3未注公差尺寸按GB/T1804m级要
求(6处)
2 每处超差扣分,扣完为止
除去毛刺倒C2(4处) 2 每处达不到要求扣1分其他,如有无缺陷 1 其他不合格酌情扣分
合计100
钳工技师操作技能试题试题名称:燕尾方槽配件制作
钳工技师操作技能试题
试题名称:燕尾方槽配件制作名称:件2零件图
材质:Q235-A
钳工技师操作技能试题试题名称:燕尾方槽配件制作
钳工高级技师操作技能考核评分记录表现场号: 工位: 性别:______
序号考核
项目
评分要素配分评分标准检测结果扣分得分备注
1
配
合配合互换性
如不能互换直接从总分扣20
分
件1、件2配合错边≤0.07mm(4处)4每超差扣1分,一处1分
配合尺寸70± 2 每超差扣1分
配合间隙≤0.08mm(6处) 6 一处1分,超差不得分
配合间隙≤0.04mm(8处)8 每处超差扣1分,一处1分
50± 2 每超差扣1分
2
锉
销件1 120°±4′(2处) 4 每处超差1′扣1分,一处2分
件1 25±(2处) 4 每处超差扣1分,一处2分
件1 50± 3 每超差扣1分
件1 70± 2 每超差扣1分
件1 40± 2 每超差扣1分
件1 R6±(2处) 4 每处超差扣1分,一处2分
件1 Ф820.0
10
.0
+
+
2 每超差扣1分
件1平面度达(6处) 6 一处1分,超差不得分
件1平行度达(3处) 3 一处1分,超差不得分` 件1垂直度达 1 超差不得分
件2 120°±4′(2处) 4 每处超差1′扣1分,一处2分
件2 2506.0
02
.0
+
-
(2处) 4 每超差扣1分,一处2分
件2 35± 2 每超差扣1分
件2 45±3每超差扣1分
件1 70± 2 每超差扣1分
件2 R6±(2处) 6 每处超差扣1分,一处3分
件2 Ф820.0
10
.0
+
+
2 每超差扣1分
件2平面度达(6处) 6 一处1分,超差不得分
件2平行度达(3处) 3 一处1分,超差不得分
件2垂直度达 1 超差不得分
3其
他
项
目
件1、2的表面粗糙度(18处)9 一处分,超差不得分φ3未注公差尺寸按GB/T1804m级要求
(4处)
2 一处分,超差不得分
除去毛刺倒C2(4处) 2 一处分,超差不得分其他,如有无缺陷 1 其他不合格酌情扣分合计100
考评员:核分员:年月日
试题名称:三角、R弧面镶配件
试题名称:三角、R弧面镶配件
钳工高级技师操作技能试题试题名称:三角、R弧面镶配件。