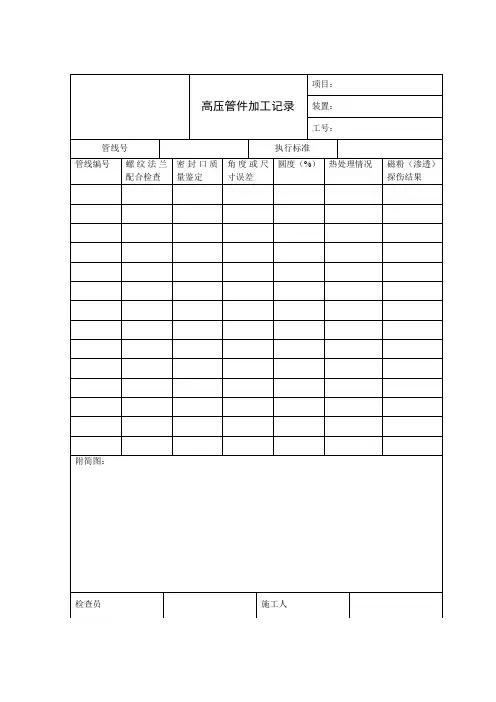
高压管件加工记录
- 格式:doc
- 大小:37.50 KB
- 文档页数:1
1 总则1.0.1为了提高工业金属管道工程的施工水平,保证工程质量,制订本规范。
1.0.2本规范适用于设计压力不大于42MPa,设计温度不超过材料允许的使用温度的工业金属管道(以下简称“管道”)工程的施工及验收。
1.0.3本规范不适用于核能装置的专用管道、矿井专用管道、长输管道。
1.0.4管道的施工应按设计文件施行。
当修改设计时,应经原设计单位确认,并经建设单位同意。
1.0.5与场组装的机吕或设备所属管道,应按制造厂的技术文件施行,但质量标准不得低于本规范的规定。
1.0.6管道的施工除应执行本规范的规定外,尚应执行国家现行有关标准、规范的规定。
2 术语2.0.1管道 piping由管道组成件和管道支承件组成,用以输送、分配、混合、分离、排放、计量、控制或制止流体流动的样子、管件、法兰、螺栓连接、垫片、阀门和其他组成件或受压部件的装配总成。
2.0.2管道组成件 piping components用于连接或装配管道的元件。
它包括管子、管件、法兰、垫片、紧固件、阀门以及膨胀接头、挠性接头、耐压软管、疏水器、过滤器和分离器等。
2.0.3管道支承件 pipe-supporting elements管道安装件和附着件的总称。
2.0.4安装件 fixtures将负荷从管子或管道附着件上传递到支承结构和设备上的元件。
它包括吊杆、弹簧支吊架、余拉杆、平衡锤、松紧螺栓、支撑杆、链条、导轨、锚固件、鞍座、垫板、滚柱、托座和滑动支架等。
2.0.5附着件 structural attachments用焊接、螺栓连接或夹紧等方法附装在管子上的零件,它包括管吊、吊(支)耳、圆环、夹子、吊夹、紧固夹板和裙式管座等。
2.0.6剧毒流体 lethal fluid如有极少量这类物质泄漏到环境中,被人吸入或与人体接触,即使迅速治疗,也能对人体造成严重的和难以治疗的伤害的物质。
相当于现行国家标准《职业性接触毒物危害程度分级》中Ⅰ级危害程度的毒物。

压力容器压力管道安装检验办事指南压力容器压力管道安装检验办事指南+现场准备一、办理所需资料(一)窗口办理需提交资料一)压力容器所需要的资料1. 报检单位填写《检验受理(协议)单(2)》,并加盖施工单位和使用单位公章;2.《特种设备安装改造维修告知书》及《特种设备安装改造维修告知接收回执》;3. 质保体系文件(在东莞第一次安装工程的或体系文件有变更的,需要提供);4. 施工方案和施工进度计划(签名、手续齐全);5. 管材、管件、法兰、焊材等外购材料的材质证书(复印件且需加盖安装公司公章);6. 产品质量证明书原件及复印件;7. 压力容器设计图(或竣工图);8. 外地移装到东莞的压力容器,应提供由移出地安全监察机构开具的迁移证明和由分院出具的检验报告;9.资质证明原件及复印件(复印件需在东莞市质监局锅炉科加盖“与原件相符”字样)。
二)压力管道所需要的资料1.报检单位填写《检验受理(协议)单(2)》,并加盖施工单位和使用单位公章;2.《特种设备安装改造维修告知书》及《特种设备安装改造维修告知接收回执》;3.安装单位的质保手册(首次在东莞安装的安装单位提供)、现场人员任命文书及人员资质证书;4、施工方案和施工进度计划(编制、审核、审批人员手写签名);5. 设计资料、设计说明;6.组织机构代码证复印件;7. 资质证明原件及复印件(复印件需在东莞市质监局锅炉科加盖“与原件相符”字样)。
(二)现场检验需提供资料一)压力容器现场所需资料1. 无损探伤报告及底片(手签字或电子签字,盖章手续齐全),及人员的探伤单位资质证原件及复印件;2. 安全阀、压力表等安全附件的校验报告。
二)压力管道现场所需资料1. 开工报告;2. 作业指导书;3. 设计图纸会审记录和设计交底记录(设计单位资质证明);4. 设计修改及材料代用通知文件;5. 焊接工艺评定;6. 阀门试验记录,压力表、安全阀校验报告;7. 无损探伤报告及底片(手签字或电子签字,盖章手续齐全),及人员的探伤单位资质证原件及复印件;8. 隐蔽工程(封闭)记录及保温记录;9. 防腐(补口)施工记录、电火花测度记录;10. 管道单线图(至少两人签名,手续齐全);11.管段统计表(内容包括管道名称、管道编号、起点、止点、材质、设计压力、设计温度、介质及长度);12.竣工报告(需施工方、建设方签名盖章);13.工程交接验收证书;14.合金钢材料的主要合金元素的光谱分析记录(电站炉高温高压的蒸汽管道需提供);15.高压管件加工记录,压力表、安全阀校验报告(电站炉蒸汽管道需提供);16.各种材料质量证明书及复验证明文件,包括管材、管件、焊材及现场焊工等;17.合金钢阀门的光谱分析记录;18.焊接过程记录;19.无损检测资质以及人员资格复印件;20.管道压力试验及气密性试验记录(需建设方、施工方、检验员确认)。

专用作业指导书管道加工检验作业指导书1. 目的:通过对管道加工检验作业施工质量的有效控制,保证压力管道的施工质量。
2. 适用范围:本公司压力管道的管道加工检验作业。
3. 职责3。
1 管道加工的质量控制由检验质量控制责任工程师主控。
3.2 项目施工队进行操作记录,项目检验员检验,项目质保师、检验责任师验收。
项目部进行质量初评,质量技术处抽检后进行综合评定。
4 准备卡尺、卷尺、钢板尺、角度尺、水平尺.5检验要求5.1管子切割(Ⅰ)保证项目5.1.1高压钢管、不锈钢管和合金钢管切割后必须及时正确标上原有标记,且明显、清晰。
检验方法:观察检查。
检查数量:应按钢种各抽查5%,且不得少于1件。
5.2弯管制作(Ⅰ)保证项目5.2.1高压钢管弯制后,必须进行无损探伤,如果有缺陷,应予消除,其剩余壁厚严禁小于公称壁厚的90%,且不小于设计计算壁厚。
检验方法:检查高压弯管加工记录。
检查数量:应抽查10%,且不得少于3份.5.2.2冷弯后的碳素钢、合金钢管弯管和有应力腐蚀的弯管的热处理应符合设计要求和《工业管道工程施工及验收规范》GBJ235-1982第3.2.7条的规定。
检验方法:检查热处理记录.检查数量:应抽查10%,且不得少于3份。
5.2.3合金钢管弯管热处理后的硬度值应符合设计要求和《工业管道工程施工及验收规范》GBJ235-1982第3.2.8条的规定。
检验方法:检查热处理记录.检查数量:应抽查10%,且不得少于3份。
(Ⅱ)基本项目5.2.4弯管的表面质量应符合下列规定。
合格:无裂纹、分层、重皮、过烧等缺陷,且过渡圆滑。
优良:在合格的基础上,表面光洁。
检验方法:观察检查。
检查数量:应抽查5%,且不得少于1件.5.2.5高压弯管的壁厚减薄率和椭圆率应符合下列规定。
合格:壁厚减薄率不超过10%,且弯管的壁厚不小于设计计算壁厚;椭圆率不超过5%。
检验方法:检查高压弯管加工记录并用测厚仪及卡尺实测.检查数量:高压弯管加工记录应抽查10%,实测5%,且不得少于1件。
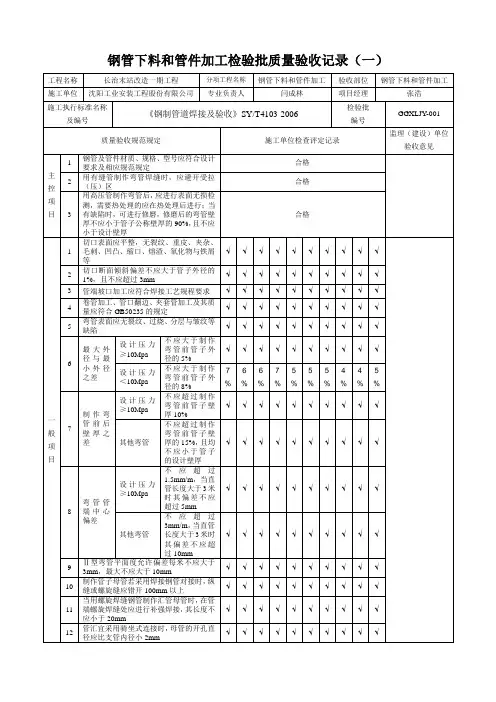
钢管下料和管件加工检验批质量验收记录(一)工程名称长治末站改造一期工程分项工程名称钢管下料和管件加工验收部位钢管下料和管件加工施工单位沈阳工业安装工程股份有限公司专业负责人闫成林项目经理张浩施工执行标准名称及编号《钢制管道焊接及验收》SY/T4103-2006检验批编号GGXLJY-001质量验收规范规定施工单位检查评定记录监理(建设)单位验收意见主控项目1钢管及管件材质、规格、型号应符合设计要求及相应规范规定合格2用有缝管制作弯管焊缝时,应避开受拉(压)区合格3用高压管制作弯管后,应进行表面无损检测,需要热处理的应在热处理后进行;当有缺陷时,可进行修磨,修磨后的弯管壁厚不应小于管子公称壁厚的90%,且不应小于设计壁厚合格一般项目1切口表面应平整,无裂纹、重皮、夹杂、毛刺、凹凸、缩口、熔渣、氧化物与铁屑等√√√√√√√√√√2切口断面倾斜偏差不应大于管子外径的1%,且不应超过3mm√√√√√√√√√√3 管端坡口加工应符合焊接工艺规程要求√√√√√√√√√√4卷管加工、管口翻边、夹套管加工及其质量应符合GB50235的规定√√√√√√√√√√5弯管表面应无裂纹、过烧、分层与皱纹等缺陷√√√√√√√√√√6最大外径与最小外径之差设计压力≥10Mpa不应大于制作弯管前管子外径的5%√√√√√√√√√√设计压力<10Mpa不应大于制作弯管前管子外径的8%7%6%6%7%5%5%5%4%4%5% 7制作弯管前后壁厚之差设计压力≥10Mpa不应超过制作弯管前管子壁厚10%√√√√√√√√√√其他弯管不应超过制作弯管前管子壁厚的15%,且均不应小于管子的设计壁厚√√√√√√√√√√8弯管管端中心偏差设计压力≥10Mpa不应超过1.5mm/m,当直管长度大于3米时其偏差不应超过5mm√√√√√√√√√√其他弯管不应超过3mm/m,当直管长度大于3米时其偏差不应超过10mm√√√√√√√√√√9Ⅱ型弯管平面度允许偏差每米不应大于3mm,最大不应大于10mm √√√√√√√√√√10制作管子母管若采用焊接钢管对接时,纵缝或螺旋缝应错开100mm以上√√√√√√√√√√11当用螺旋焊缝钢管制作汇管母管时,在管端螺旋焊缝处应进行补强焊接,其长度不应小于20mm√√√√√√√√√√12管汇宜采用骑坐式连接时,母管的开孔直径应比支管内径小2mm√√√√√√√√√√钢管下料和管件加工检验批质量验收记录(二)工程名称长治末站下游改造工程分项工程名称钢管下料和管件加工验收部位钢管下料和管件加工施工单位沈阳工业安装工程股份有限公司专业负责人闫成林项目经理张浩施工执行标准名称及编号《钢制管道焊接及验收》SY/T4103-2006检验批编号GGXLJY-001质量验收规范规定施工单位检查评定记录监理(建设)单位验收意见一般项目13骑坐式管坡口及角接接头接头夹角90°~105°子管与鞍口角度45°√√√√√√√√√√坡口角度45-60 √√√√√√√√√√根部间隙 1.5-2.5 √√√√√√√√√√钝边0-1.5 √√√√√√√√√√105°~150°子管与鞍口角度45°~90°√√√√√√√√√√坡口角度60°√√√√√√√√√√根部间隙 1.5-2.5 √√√√√√√√√√钝边0-1.5 √√√√√√√√√√14管汇采用插入式连接时应在母管上开孔并加工坡口坡口角度应为45°~60°其允许偏差±2.5°√√√√√√√√√√孔与子管外径间隙0.5mm~2mm,子管插入深度不应超过母管内壁√√√√√√√√√√15管汇组对的允许偏差母管总长±5mm √√√√√√√√√√子管间距±3mm √√√√√√√√√√子管与母管两中心线的相对偏移±1.5mm √√√√√√√√√√子管法兰接管长度±1.5mm √√√√√√√√√√法兰水平度或垂直度子管直径mm≤300≤1 √√√√√√√√√√>300≤2 √√√√√√√√√√母管直线度母管公称直径mm≤100≤L/1000,最大15mm√√√√√√√√√√>100≤2L/1000,最大15mm√√√√√√√√√√施工单位检查评定结果项目专业质量检查员年月日监理(建设)单位验收结论监理工程师(建设单位项目代表)年月日。