曲轴加工工艺设计 ppt课件
- 格式:ppt
- 大小:6.35 MB
- 文档页数:26
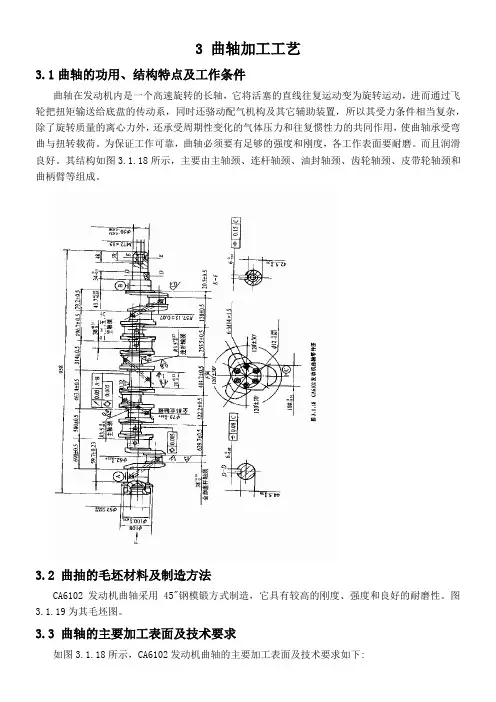
3 曲轴加工工艺3.1曲轴的功用、结构特点及工作条件曲轴在发动机内是一个高速旋转的长轴,它将活塞的直线往复运动变为旋转运动,进而通过飞轮把扭矩输送给底盘的传动系,同时还骆动配气机构及其它辅助装置,所以其受力条件相当复杂,除了旋转质量的离心力外,还承受周期性变化的气体压力和往复惯性力的共同作用,使曲轴承受弯曲与扭转载荷。
为保证工作可靠,曲轴必须要有足够的强度和刚度,各工作表面要耐磨。
而且润滑良好。
其结构如图3.1.18所示,主要由主轴颈、连杆轴颈、油封轴颈、齿轮轴颈、皮带轮轴颈和曲柄臂等组成。
3.2 曲抽的毛坯材料及制造方法CA6102发动机曲轴采用45"钢模锻方式制造,它具有较高的刚度、强度和良好的耐磨性。
图3.1.19为其毛坯图。
3.3 曲轴的主要加工表面及技术要求如图3.1.18所示,CA6102发动机曲轴的主要加工表面及技术要求如下:1.主轴颈:曲轴共有7个主轴颈,它们是曲轴的支点。
为了最大限度地增加曲轴的刚度,通常将主轴颈设计得粗一些,尽管这会增加重量,但是它可以大大提高曲轴的刚度,增加重叠度,减轻扭振的危害。
主轴颈为7560.32a h R m φμ,圆柱度公差为0.005mm 。
第一轴颈长0.100.0543.7mm ++,第四轴颈宽0.37070mm +,第七轴颈宽59.70.23mm ±,第二、三、五、六轴颈宽0.31038mm +以第一、七主轴颈为基准。
第四主轴颈的径向跳动公差为0.05mm 。
2.连杆轴颈:曲轴共有六个连杆轴颈,它与连杆总成大头相连接。
轴颈为6260.32a h R m φμ,圆柱度公差为0.005mm 。
轴颈宽38H10mm ,其与主轴颈的重叠度为11.35mm 。
3.油封轴颈:油封轴颈为1007h mm φ。
4.曲柄臂:曲柄臂用于连接主轴颈和连杆轴颈,共有十二个。
它呈长圆形,是曲轴的薄弱环节。
容易产生扭断和疲劳破坏。
曲柄半径为R(57.15士0.07)mm 。
汽车曲轴工艺设计
汽车曲轴的工艺设计是指对曲轴的制造工艺进行设计和优化,以确保曲轴的质量、性能和使用寿命达到要求。
汽车曲轴的工艺设计主要包括以下几个方面:
1. 材料选择:选择适合曲轴制造的材料,通常采用高强度、高耐磨性、高疲劳强度和高耐蚀性的合金钢材料。
2. 排列方式设计:根据汽车发动机的工作原理和要求,确定曲轴的排列方式,如直列式、对置式等。
3. 组装设计:考虑到曲轴的加工和组装,必须合理设计曲轴的分段和连接方式,以便于加工和组装。
4. 工艺路线设计:确定曲轴的加工工艺路线,包括切割、锻造、热处理、车削、磨削等工序的顺序和参数设定。
5. 加工工艺优化:针对曲轴各个工序的加工过程,通过优化工艺参数和改善加工方法,提高加工效率和质量。
6. 表面处理设计:确定曲轴的表面处理方式,如镀铬、高温硬化等,以提高曲轴的耐磨性和耐腐蚀性。
7. 质量控制设计:设计合适的检测和测试方法,确保曲轴的质量符合设计要求,并制定相应的质量控制标准和流程。
通过科学的工艺设计和优化,可以提高曲轴的性能、降低成本,使曲轴具有较好的可靠性和使用寿命,从而提高汽车发动机的整体性能和可靠性。