低倍标准的全面诠释及美国标准简介
- 格式:ppt
- 大小:20.55 MB
- 文档页数:169
第十章低倍检验第一节概述本章主要叙述钢的热酸蚀试验、冷酸蚀试验、电解腐蚀试验、塔形车削发纹缺陷检验。
在金属材料的宏观检验工作中,酸蚀法是检验金属材料缺陷,评定金属质量的最常用方法之一。
酸蚀试验简单易行,一般不需要特殊设备,也不需要严格的试样制备工序。
在钢材生产和机器制造工业中,酸蚀试验常列为按顺序检验项目中的第一位。
如果一批钢材在酸蚀检验中显示出不允许有的缺陷或超过标准允许存在的缺陷时,则其它试验可不必再进行。
因此,它亦是控制材料质量的一种有效方法。
对于在生产过程中取样进行酸蚀试验,如发现材料或零件有严重宏观缺陷时,可停止该批材料的加工与生产,避免造成更大的损失。
酸蚀和断口检验,都属钢的低倍宏观检验,虽然在很多情况下可以同时并用,相互补充,但是各有其适用的范围。
例如钢中发裂(白点),在横截面酸蚀试样上能显示出发纹及其分布位置,而在纵截面进行断口检验时,则显示出清晰的白点形貌。
但显示枝晶、流线和疏松等,用酸蚀试验较为合适。
钢的过热和过烧则在断口检验上最易发现。
对于高碳工具钢一般要求进行断口检验。
对韧性较大的结构钢要求进行热酸蚀检验。
对于特殊用途或要求严格的钢材,如滚珠轴承钢及弹簧钢等则要求作酸蚀试验和断口检验。
对于在使用中经受高交变重载荷的机器零件来说,钢材内部的纯净度必须保持在较高水平,才能获得满意的疲劳寿命,因此用塔形试验检查发纹缺陷成了重要手段。
第二节试样的制取一、取样酸蚀试样必须取自最易发生各种缺陷的部位。
根据钢的化学成分、锭模设计、冶炼及浇注条件、加工方法、成品形状和尺寸的不同,一般宏观缺陷有不同的种类、大小和分布情况。
在钢锭的上部以及加工后相当于该部位的钢坯和钢材上,最容易有缩孔、疏松、气泡、偏析等缺馅。
一般在上小下大的钢锭轧制方坯中,发现小头部位的缺陷较为严重,中部次之,大头较轻。
因此国家标准(GB226-77)中钢的热蚀试验方法里规定,在接近于钢锭帽口部位取样。
对于新设计锭模,用新浇注方法及冶炼新钢种时,最好解剖钢锭进行酸蚀试验,以检验各种缺陷的分布情况,然后再确定取样部位。
低倍检验基础知识培训一、基本概念金相检验分为两部分:低倍检验和高倍检验1、低倍组织检验又称宏观检验是用肉眼和放大镜及体式显微镜来检查钢材的纵、横断面或断口上各种宏观缺陷的一种方法。
通过宏观检验在发现钢中缺陷同时还可以观察钢材组织的不均匀性。
2、高倍检验又叫微观检验,利用金相显微镜、X光、电子显微镜等手段,来观察各种金属不同状态的显微组织结构和各种缺馅,称为高倍检验。
钢材的宏观缺陷多数是在钢锭浇铸结晶过程中形成的,要掌握宏观组织检验,正确判定缺陷,首先对铸锭的结晶过程大致有一个了解。
二、钢锭的结晶过程钢液在钢锭模内由液态逐渐冷凝而结晶成固态时,整个结晶过程比较复杂,而且影响钢锭结晶的因素也很多,需要仔细分析。
1、合金钢铸锭的宏观组织钢材合金铸锭的典型宏观组织:外壳的细晶区、中间的柱状晶区和心部的等轴晶区。
在浇注过程中,当液态金属注入锭模时,钢液接触钢锭模受强烈冷却,结晶首先从靠近模壁开始,在很大过冷度的情况下,其成核率高,结晶非常迅速,晶核的生成速度大大超过了晶核的成长速度,迅速在模壁表面形成细小等轴区图中1部位。
随着铸锭细晶区的形成,钢锭由于冷凝而收缩,锭模由于受热而膨胀,使钢锭与模壁间产生了孔隙,锭模内的液态金属冷却速度和散热缓慢,结晶速度减慢,激冷层与钢液的界面上晶体沿着与散热方向相反的方向(向着锭心)成长,形成柱状晶。
如图中2部位是柱状晶区。
随着钢锭结晶的发展,钢液温度逐渐下降,锭模温度逐渐升高,散热速度更慢,柱状晶成长速度也逐渐变慢,最后停止向前伸长,中心部钢液温度继续降低,当达到熔点以下时,钢锭中心部未凝固的钢液中几乎同时产生晶核,但是由冷却速度减慢,过冷度减少,生核率低,散热方向也不明显,故最后形成粗大等轴晶区。
图中3部位是无定向粗大等轴晶区。
2、合金钢铸锭的缺陷A 缩孔上图中4部位B 偏析宏观偏析包括:正偏析、反偏析和比重偏析显微偏析包括:胞晶偏析、枝晶偏析和晶界偏析连铸坯:白亮带。

美国材料与试验协会标准中、低强度碳素钢板技术条件ASTM A283/A283M—03代替ASTM A283/A283M—001 范围1.1 本标准适用于一般用途结构品质的四个级别(A、B、C和D级)的碳素钢钢板。
1.2 对于需焊接的钢板,其先决条件是焊接工艺适合于钢级和预期的用途。
见A6/A6M的附录X3焊接性能资料。
1.3 无论以英寸——磅或SI单位表示的数值都应视为标准值。
在正文中,SI单位在括号内示出。
由于两种单位制的数值不可能精确地相等,故必须独立地分别采用两种单位制。
无论如何,不能混用。
1.4 由卷材制成的钢板(略)1.5 本标准包括注解或脚注,或二者都有,以提供说明性资料。
这些注解和脚注不包含任何强制性要求,但表中和图中的除外。
2 引用标准2.1 ASTM标准A6/A6M 热轧结构钢板、型钢、板桩和棒钢通用技术条件3 交货一般要求3.1 按本标准供应的材料应符合现行版本的A6/A6M标准中的要求;对于所订购的材料当与A6/A6M冲突时,应优先满足本标准。
3.2 由卷材制成的钢板(略)4 工艺4.1 钢应使用下列工艺中的一种或几种来制造:平炉、碱性氧气转炉、或者电炉。
5 化学成分要求5.1 熔炼分析应符合表1中所规定的要求。
5.2 表1规定要求的元素的成品分析允许偏差应符合A6/A6M的规定。
6 拉伸性能要求6.1 由拉伸试样代表的钢板的拉伸性能应符合表2中所规定的要求。
表1 化学成分要求熔炼分析,%元素A级B级C级D级C,最大Mn,,最大P,最大S,最大Si钢板,≤1.5in.[ ≤40mm],最大 钢板,>1.5in.[ >40mm] Cu,最小%(当规定为含Cu钢时)0.140.900.0350.040.400.15-0.400.200.170.900.0350.040.400.15-0.400.200.240.900.0350.040.400.15-0.400.200.270.900.0350.040.400.15-0.400.20表2 拉伸性能要求AA级B级C级D级抗拉强度,ksi[MPa]屈服点,最小,ksi[MPa]伸长率,标距8in.[200mm],最小,% B 伸长率,标距2in.[50mm],最小,% B45-60[310-415]24[165]273050-65[345-450]27[185]252855-75[380-515]30[205]222560-80[415-550]33[230]2023A:见A6/A6M标准中拉伸试验的试样取向一节。
铜合金低倍检验标准
铜合金低倍检验标准一般包括以下几个方面:
1. 外观检查:检查铜合金的外观是否有明显的缺陷,如气泡、裂纹、崩裂等。
2. 尺寸检查:检查铜合金的长度、宽度、厚度等尺寸是否符合要求。
3. 化学成分检验:检测铜合金中的化学元素含量,包括铜的含量以及其他合金元素的含量。
4. 机械性能检验:检测铜合金的硬度、抗拉强度、延伸率等机械性能指标是否符合要求。
5. 耐蚀性检验:检测铜合金在特定环境下的耐蚀性能,如耐酸、耐碱、耐盐水等。
6. 焊接性能检验:对铜合金进行焊接试验,检测焊缝的质量和强度。
7. 特殊性能检验:根据铜合金的具体用途,进行相应的特殊性能检验,如导电性能、磁性能、耐磨性能等。
需要注意的是,铜合金的低倍检验标准可以根据具体的合金类型、产品要求和行业标准进行调整和补充。
不同的铜合金产品可能具有不同的检验标准。
1.4定义1)air gap(空气距离):从空口最低任何管道或其他供水装置到水箱或配件溢流线的垂直距离2)bidet 妇洗器:个人卫生清洗器,可供冷水或热水,用于清洗下身。
3)blister 水泡:表面突起的部分,最大尺寸不超过1/8”(3mm)。
4)blister large 大水泡:表面突起的部分,最大尺寸大于1/8”(3mm)。
5)blowout action 喷射式冲刷:座便器的一种冲刷方式,借助喷射水流直接冲击管道入水口,将底座内的物体冲入管道,通过(管道内)围堰,进入重力排污系统。
6)blowout bowl type:喷射式底座:非虹吸式的底座,拥有完整的座圈,管道在底座的后部,可见的或隐藏式的喷射口,并采用喷射式冲刷。
7)bubble 气泡:表面的突起的部分,或沙斑点,最大尺寸小于1/32”(1mm)。
8)crack 开裂:釉面或坯体开裂,但不是风惊或裂纹。
9)craze 裂纹:细的开裂,在釉面。
10)critical lever (C/L) 关键线;当水达到这个位置时,会因重力和/或低于大气压而倒流回供水管。
11)discoloration 色差:一个有色的区域,最大尺寸超过1/4”(6mm),或大量的斑点或污点使产生变色的效果。
12)dull or eggshell finish 无光泽或蛋壳式活粗:无光泽的或平坦的表面处理,未烧熟的釉,或有很多小釉泡的半施釉的表面,或暗淡的不平滑的表面,不能与是为了装饰目的而制造缎面或哑光效果的表面混淆。
13)dunt 风惊:因为生产过程中的应力导致的穿透坯体的细裂缝。
14)exposed body 缺釉:未施釉的部分,最大尺寸达到1/16“(2mm)或更大。
15)fill valve 进水阀:供水阀(常被称为ballcock),由浮球或其他类似装置控制开启或关闭,用于向水箱供水。
防虹吸式进水阀在被认证的空气距离内有防虹吸装置,防倒流装置(或防真空装置),作为进水阀的一个部分,被安置在供水控制阀的排水一侧。
铜合金低倍检验标准一、样品制备铜合金低倍检验的样品制备要求严格。
首先需将待检测铜合金样品从中间取一段,然后用2000目的砂纸磨去样品表面的氧化物污垢,使得样品表面呈银白色。
接着,用酸洗去除样品表面的残留物,并用乙醇擦洗样品表面,使其干净整洁。
二、检测方法铜合金低倍检验常采用显微镜法和电子探针法,其中显微镜法又可分为光学显微镜法和扫描电镜法。
在使用显微镜法时,需将样品切成厚度为0.5mm的薄片,然后盖上玻璃片,在显微镜下观察。
而在使用电子探针法时,则需在样品上打一个0.5mm左右直径的孔,使电子探针能够进入样品内部进行分析。
三、检验标准铜合金低倍检验标准有多种,如国际铜协会推荐的铜合金低倍检验标准、日本工业标准等。
其中,国际铜协会推荐的铜合金低倍检验标准是比较常用的标准。
根据该标准,铜合金中的杂质应符合以下要求:砷、砷化合物、氧化铅(PbO)、氧化锌(ZnO)及碳(C)的单独含量均不应超过0.1%,硅(Si)不应超过0.5%,氧化铜(Cu2 O)不应超过0.05%。
此外,还要保证总氧含量不超过0.3%。
四、常见问题解析1. 样品制备不到位会影响检测结果。
2. 不同检测方法对检测结果的精度有影响,需要根据具体情况选择合适的检测方法。
3. 检验标准限制各种杂质的含量,但对铜合金的性能并没有明确规定,因此在实际应用中需结合具体情况进行分析。
4. 一些杂质可能会产生互相干扰的效应,因此需对不同杂质之间的影响进行综合分析。
5. 在检测过程中,存在一定的误差和偏差,需要注意区分真正的杂质和检测误差,并结合实际情况进行合理判断和解释。
【结尾】本文详细介绍了铜合金低倍检验的标准和常见问题,通过对样品制备、检测方法、检验标准和结果解析等方面的分析,为读者提供了一定的帮助。
但需要注意的是,在实际检验过程中还需根据具体情况进行综合分析和判断,以确保检测结果准确可靠。
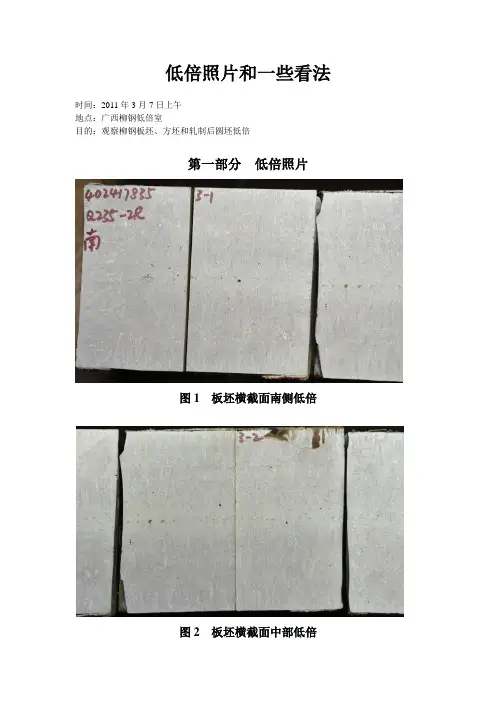
低倍照片和一些看法时间:2011年3月7日上午地点:广西柳钢低倍室目的:观察柳钢板坯、方坯和轧制后圆坯低倍第一部分低倍照片图1 板坯横截面南侧低倍图2 板坯横截面中部低倍图3 板坯横截面北侧低倍图4 板坯2横截面北侧低倍图5 板坯2横截面中部低倍图6 板坯2横截面南侧低倍图7 轧制圆棒材低倍和塔形试验图8 酸洗后的板坯和方坯铸坯低倍图9 柳钢165方坯40Cr低倍第二部分:对低倍的一些看法低倍的目的:1按照用户协议和相应的标准提供合格的铸坯;2监控连铸生产,发现出现的低倍问题,及时纠正现场问题。
因为低倍是宏观分析,使用肉眼和倍率不大的放大镜来观察,主要针对裂纹、夹渣、气泡、疏松、偏析、缩孔等缺陷进行观察和评级。
对于微观的成分偏析不是低倍试验完成的,比如在树枝晶之间的偏析就是微观分析的范畴了,常规的光谱分析就无能为力。
光谱的光斑直径大约在Φ10mm左右,这个范围大大超出了枝晶之间的尺寸了,对于枝晶之间浓化的钢水成分产生的不同分析不出来的,所以我说不能使用局部研磨的方式来替代低倍加工和酸洗。
微观偏析仍然有尺度的问题,我说过在扫描电镜下使用能谱分析或者是电子探针能够分析极小的非金属夹杂物的成分,在这个尺度上不能说均匀的组织和成分了。
我们说的均匀的成分是指在一定的面积范围内,这个范围的大小必须得到大家的公认,也必须得到世界的公认。
在炼钢厂和检验中心广泛使用了光谱分析仪,打点的光斑直径基本上都是标准的,在Φ10mm的范围内得出来的成分分析就代表了这个区域的平均成分。
我认为在世界冶金界上都遵循了这个俗成约定的规定。
熔炼分析:熔炼分析是炼钢界普遍使用的交货方式,这个试样是从连铸的中间包内取样的,但是高碳钢往往是精炼炉结束后取样,如果经过真空脱气就是脱气后取样。
熔炼分析是非常准确的,它代表了一炉钢的平均化学成分,这是可信的。
成品分析:成品分析是指在钢材上或者钢坯上面的化学成分分析。
与熔炼分析有所不同。
比如说在连铸坯上面取样分析成分,不能使用一个点的成分来代表整个截面的成分,应该使用铸坯从表面经过中心到另外一个表面的5-7个点的成分分析的平均值来代表铸坯的化学成分,一定要记住。
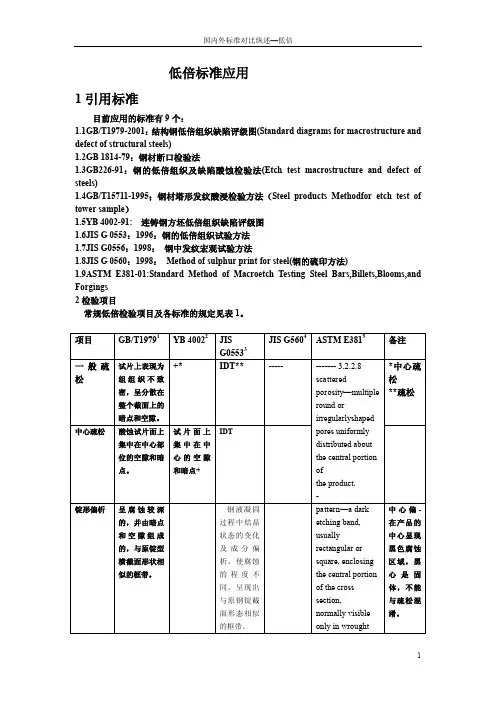
低倍标准应用
1引用标准
目前应用的标准有9个:
1.1GB/T1979-2001:结构钢低倍组织缺陷评级图(Standard diagrams for macrostructure and defect of structural steels)
1.2GB 1814-79:钢材断口检验法
1.3GB226-91:钢的低倍组织及缺陷酸蚀检验法(Etch test macrostructure and defect of steels)
1.4GB/T15711-1995;钢材塔形发纹酸浸检验方法(Steel products Methodfor etch test of tower sample)
1.5YB 4002-91: 连铸钢方坯低倍组织缺陷评级图
1.6JIS G 0553:1996:钢的低倍组织试验方法
1.7JIS G0556:1998:钢中发纹宏观试验方法
1.8JIS G 0560:1998:Method of sulphur print for steel(钢的硫印方法)
1.9ASTM E381-01:Standard Method of Macroetch Testing Steel Bars,Billets,Blooms,and Forgings
2检验项目
常规低倍检验项目及各标准的规定见表1。
1 适用于碳素钢、低合金钢、弹簧钢(锻、轧坯)。
2 适用于连铸生产的碳素钢及低合金钢等方坯横截面腐蚀低倍组织的缺陷。
方坯横截面尺寸范围为边长90~200mm。
低倍组织金相检验标准(一)
低倍组织金相检验标准
1. 引言
•金相检验是材料科学中的一种常用分析方法,用于研究材料的组织结构和性质。
•低倍组织金相检验是金相检验的一种常见技术手段,主要用于对材料的宏观结构进行观察和分析。
2. 检验前准备
•样品制备:首先需要将待检材料切割成适当尺寸的试样,通常使用金相切割机完成。
•打磨与腐蚀:将试样进行打磨,以去除切割过程中产生的痕迹,并且使样品表面光滑。
之后,可以使用适当的腐蚀剂对试样进行腐蚀处理,以突出组织结构。
3. 低倍金相显微镜观察
•准备显微镜:选择一台合适的低倍金相显微镜,并安装适当的目镜和物镜。
•调节光源:确保显微镜的光源调节合适,以获得清晰的样品观察效果。
•观察样品:将经过打磨和腐蚀处理的样品放置在显微镜上,通过调节焦距和聚焦方式,观察样品的宏观结构。
4. 结果分析
•观察样品:细致观察样品的表面形貌、晶粒分布、非金属夹杂物等特征。
•鉴定组织类型:根据观察到的组织特征,判断样品的组织类型,如奥氏体、铁素体等。
•记录和分析:将观察到的结果记录下来,并进行数据分析,以得出样品的结论。
5. 结论
•低倍组织金相检验是一种重要的材料分析方法,能够提供有关材料宏观结构的信息。
•正确执行低倍组织金相检验标准,能够确保检验结果的准确性和可靠性,为材料科学研究提供宝贵支持。
以上是对低倍组织金相检验标准的简要介绍,包括检验前准备、
显微镜观察、结果分析和结论等内容。
通过遵守标准的操作程序,以
及准确记录和分析观察到的结构特征,可以获得可靠的金相检验结果。
低倍组织金相检验标准摘要:一、低倍组织金相检验概述二、低倍组织金相检验标准的发展历程三、低倍组织金相检验的具体方法四、低倍组织金相检验标准的重要性五、低倍组织金相检验标准的应用领域六、低倍组织金相检验的未来发展趋势正文:低倍组织金相检验是一种重要的金属材料质量控制手段,通过对金属材料的低倍组织进行金相检验,可以有效评估金属材料的性能和质量。
本文将详细介绍低倍组织金相检验标准的发展历程、具体方法及其在金属材料质量控制中的重要性。
低倍组织金相检验标准的发展历程可以追溯到20世纪初。
随着金属材料应用的日益广泛,人们逐渐认识到金属材料的低倍组织对其性能的影响。
为了更好地评估金属材料的质量,各国纷纷开始研究和发展低倍组织金相检验技术。
经过数十年的发展,目前低倍组织金相检验已经成为一种成熟的金属材料质量控制方法。
低倍组织金相检验的具体方法主要包括宏观金相检验和微观金相检验。
宏观金相检验主要通过光学显微镜观察金属材料的低倍组织形态、大小和分布;微观金相检验则通过电子显微镜观察金属材料的微观结构,如晶粒、夹杂物等。
这两种方法相互结合,可以全面评估金属材料的低倍组织质量。
低倍组织金相检验标准的重要性体现在以下几个方面:首先,低倍组织金相检验可以快速、准确地评估金属材料的性能和质量,为金属材料的生产和应用提供重要依据;其次,低倍组织金相检验可以有效控制金属材料的质量,降低生产成本;最后,低倍组织金相检验可以促进金属材料科学技术的发展,推动金属材料应用领域的拓展。
低倍组织金相检验标准广泛应用于钢铁、有色金属、合金等金属材料的生产和质量控制领域。
在钢铁行业,低倍组织金相检验被用于评估钢的宏观组织和微观组织,以确保钢的性能和质量达到标准要求;在有色金属行业,低倍组织金相检验被用于研究金属间化合物、金属陶瓷等新材料的性能和质量;在合金行业,低倍组织金相检验被用于评估合金的组织结构和性能,为合金的开发和应用提供重要依据。
未来,随着金属材料科学技术的不断发展,低倍组织金相检验标准将不断更新和完善。
低倍组织金相检验标准金相检验是一种用于分析金属材料的微观组织和结构的方法。
通过金相检验,我们可以了解材料的晶粒结构、非金属夹杂物和金属相的含量等重要信息,为材料的性能评估和质量控制提供有力支持。
本文将介绍低倍组织金相检验的标准和要求。
一、金相检验概述金相检验是一种基于金相显微镜观察金属材料组织和结构的方法。
通过对材料进行切割、打磨、腐蚀等处理,然后使用金相显微镜对材料进行观察和分析,可以得到材料的显微组织图像。
金相检验可以帮助我们判断材料的晶粒大小、晶界分布、夹杂物类型和含量等信息。
二、低倍组织金相检验的要求低倍组织金相检验主要关注材料的宏观组织特征,要求对组织图像的观察结果准确、清晰。
以下是低倍组织金相检验的要求:1. 样品制备:样品应根据不同材料的特性进行切割、打磨和腐蚀处理,确保样品表面光洁度和腐蚀均匀性。
2. 显微镜观察:使用低倍金相显微镜对样品进行观察,要求图像清晰、亮度适中。
观察时应将金相显微镜调整至适当的放大倍数,以确保能够全面观察到样品的宏观组织特征。
3. 组织特征描述:对观察到的组织特征进行准确的描述。
描述应包括晶粒大小、晶界分布、夹杂物类型和含量等信息。
4. 标记和记录:对每个样品的观察结果进行标记和记录,确保数据的准确性和可追溯性。
三、低倍组织金相检验的评定标准针对不同材料和不同应用领域,存在着一些通用的金相检验标准和评定方法。
以下是一些常用的低倍组织金相检验的评定标准:1. 晶粒大小评定:通过对样品中晶粒的观察和测量,使用晶粒尺寸评级标准对晶粒大小进行评定。
2. 晶界评定:观察晶界的分布情况,评定晶界的清晰度和细腻程度。
3. 夹杂物评定:观察样品中的夹杂物类型和含量,使用夹杂物评级标准对夹杂物进行评定。
4. 金相图像评定:对金相图像的清晰度、对比度和均匀性进行评定,确保观察结果的准确性和可靠性。
四、结论低倍组织金相检验是一种重要的金相检验方法,可以为材料的性能评估和质量控制提供可靠依据。
低倍检验基础知识培训一、基本概念金相检验分为两部分:低倍检验和高倍检验1、低倍组织检验又称宏观检验是用肉眼和放大镜及体式显微镜来检查钢材的纵、横断面或断口上各种宏观缺陷的一种方法。
通过宏观检验在发现钢中缺陷同时还可以观察钢材组织的不均匀性。
2、高倍检验又叫微观检验,利用金相显微镜、X光、电子显微镜等手段,来观察各种金属不同状态的显微组织结构和各种缺馅,称为高倍检验。
钢材的宏观缺陷多数是在钢锭浇铸结晶过程中形成的,要掌握宏观组织检验,正确判定缺陷,首先对铸锭的结晶过程大致有一个了解。
二、钢锭的结晶过程钢液在钢锭模内由液态逐渐冷凝而结晶成固态时,整个结晶过程比较复杂,而且影响钢锭结晶的因素也很多,需要仔细分析。
1、合金钢铸锭的宏观组织钢材合金铸锭的典型宏观组织:外壳的细晶区、中间的柱状晶区和心部的等轴晶区。
在浇注过程中,当液态金属注入锭模时,钢液接触钢锭模受强烈冷却,结晶首先从靠近模壁开始,在很大过冷度的情况下,其成核率高,结晶非常迅速,晶核的生成速度大大超过了晶核的成长速度,迅速在模壁表面形成细小等轴区图中1部位。
随着铸锭细晶区的形成,钢锭由于冷凝而收缩,锭模由于受热而膨胀,使钢锭与模壁间产生了孔隙,锭模内的液态金属冷却速度和散热缓慢,结晶速度减慢,激冷层与钢液的界面上晶体沿着与散热方向相反的方向(向着锭心)成长,形成柱状晶。
如图中2部位是柱状晶区。
随着钢锭结晶的发展,钢液温度逐渐下降,锭模温度逐渐升高,散热速度更慢,柱状晶成长速度也逐渐变慢,最后停止向前伸长,中心部钢液温度继续降低,当达到熔点以下时,钢锭中心部未凝固的钢液中几乎同时产生晶核,但是由冷却速度减慢,过冷度减少,生核率低,散热方向也不明显,故最后形成粗大等轴晶区。
图中3部位是无定向粗大等轴晶区.2、合金钢铸锭的缺陷A 缩孔上图中4部位B 偏析宏观偏析包括:正偏析、反偏析和比重偏析显微偏析包括:胞晶偏析、枝晶偏析和晶界偏析连铸坯:白亮带。