重力铸造工艺
- 格式:ppt
- 大小:1.63 MB
- 文档页数:30
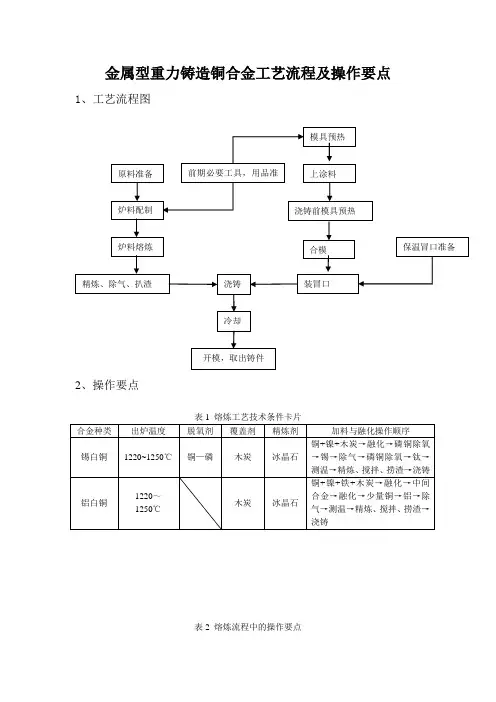
铝合金重力铸造综述目录铝合金重力铸造综述1.概述:---------------------------------------------------42.铝合金铸件金属型重力铸造工艺技术 ------------------------5 2.1铝合金铸件金属型铸造工艺设计---------------------------52.1.1铸件浇注位置-------------------------------------------52.1.2浇冒系统---------------------------------------------52.1.3砂芯的定位方式---------------------------------------62.1.4模具工作温度-----------------------------------------62.1.5模具的结构设计---------------------------------------62.1.6 铝合金浇注温度、浇注速度----------------------------62.2铝合金金属型设计及材料---------------------------------72.2.1金属型设计及制造-------------------------------------72.2.2金属型材料-------------------------------------------72.3 铝合金重力铸造制芯工艺--------------------------------72.3.1热芯-------------------------------------------------82.3.2 壳芯------------------------------------------------82.3.3 冷芯------------------------------------------------93.铝合金铸造工艺性能--------------------------------------103.1流动性-------------------------------------------------103.2收缩性-------------------------------------------------103.2.1体收缩-----------------------------------------------113.2.2线收缩-----------------------------------------------113.3 热裂性------------------------------------------------113.4 气密性------------------------------------------------123.5铸造应力-----------------------------------------------123.5.1热应力-----------------------------------------------123.5.2相变应力---------------------------------------------123.5.3收缩应力---------------------------------------------123.6 吸气性------------------------------------------------124.金属型重力铸造的优缺点 ---------------------------------134.1优点--------------------------------------------------134.2 缺点--------------------------------------------------135.金属型铸件常见缺陷及预防 ------------------------------135.1 针孔------------------------------------------------135.2 气孔------------------------------------------------145.3氧化夹渣--------------------------------------------145.4 热裂------------------------------------------------145.5疏松-------------------------------------------------146.铝合金金属型铸造设备及自动化 --------------------------156.1金属型铸造设备---------------------------------------156.2金属型铸造自动化生产线-------------------------------15 6.3 主要重力铸造设备介绍 -----------------------------156.3.1 J34-6水平重力铸造机------------------------------156.3.2 倾转式重力铸造机---------------------------------166.3.3 Loramendi制芯机--------------------------------16~197.铝合金铸件典型工艺介绍--------------------------------197.1 铝合金薄壁件---------------------------------------197.1.1复杂铝合金薄壁件的基本概念及特征------------------197.1.2 有色合金复杂薄壁件成型的基本要求------------------207.2 TA1铝缸盖铸造工艺探讨-----------------------------21参考文献------------------------------------------------221、概述:从近几年全球工业发展来看,轿车工业是铸造工业的最大用户。
重力铸造百科名片重力铸造重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称重力浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造主要指金属型浇铸。
1.把金属材料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、粉末冶金等等。
其中,铸造是最基本、最常用及最广泛的工艺。
2.把熔化的金属液注入用耐高温材料制作的中空铸型内,冷凝后得到预期形状的制品,这就是铸造。
所得到的制品就是铸件。
3.铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)。
有色精密铸件厂专业从事有色金属铸造,重点是铝合金和锌合金铸造。
4.铸造有可按铸型的材料分为砂型铸造和金属型铸造。
精密铸件厂对这两种铸造工艺都得心应手,并自行设计、制造这两类铸造模具。
5.铸造还可按金属液的浇注工艺分为重力铸造和压力铸造。
重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺。
广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。
精密铸件厂长期从事砂型和金属型的重力铸造。
这几种铸造工艺是目前有色金属铸造中最常用的、也是相对价格最低的。
6.砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。
砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。
砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。
砂型铸造用的模具,以前多用木材制作,通称木模。
旭东精密铸件厂为改变木模易变形、易损坏等弊病,除单件生产的砂型铸件外,全部改为尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。
重力铸造工艺方法重力铸造工艺方法是一种常用的金属铸造工艺,它利用金属液体的重力作用,将熔融金属注入到铸型中,经过冷却凝固后得到所需的铸件。
这种工艺方法具有简单、成本低、适用范围广等优点,被广泛应用于各个领域。
重力铸造工艺方法的关键步骤是制作铸型。
铸型是制造铸件的模具,可以根据铸件的形状和尺寸要求进行设计和制作。
制作铸型的常用材料有砂型、金属型、陶瓷型等。
在制作铸型的过程中,需要考虑到铸型的强度和耐高温性能,以及铸型的开盖方便性等因素。
重力铸造工艺方法的下一步是准备熔融金属。
熔融金属是铸造的基本原料,通常使用电炉或其他熔炼设备将金属加热至熔点以上,使其转化为液态。
在准备熔融金属的过程中,需要控制好熔炼温度和金属成分的配比,以确保熔融金属的质量和性能。
然后,将熔融金属注入到铸型中。
在重力铸造工艺中,通常采用重力自动浇注的方法,即将熔融金属置于一定高度的浇注池中,通过浇注道和浇注口将金属液体引入铸型中。
在注入过程中,需要控制好注入速度和注入压力,以避免金属液体的湍流和气泡的产生。
接下来,经过一定的冷却时间,熔融金属在铸型中逐渐凝固。
在凝固过程中,需要控制好冷却速度和冷却方式,以确保铸件的凝固结构和性能。
通常可以采用水冷、风冷等方式进行冷却。
同时,还需要考虑到铸件的缩孔和缩痕问题,在冷却过程中进行合理的排气和补充金属液体。
待铸件完全凝固后,即可进行脱模和后处理。
脱模是指将凝固的铸件从铸型中取出的过程,可以采用震动、敲击等方法帮助脱模。
脱模后,还需要进行修磨、抛光等后处理工序,以提高铸件的表面质量和精度。
根据铸件的要求,还可以进行热处理、表面处理等工艺,以改善铸件的力学性能和耐腐蚀性能。
重力铸造工艺方法是一种简单、成本低的金属铸造工艺,具有广泛的应用前景。
通过合理的设计和操作,可以得到满足各种要求的铸件,为各个行业的发展提供了重要的支持和保障。
同时,随着技术的不断进步,重力铸造工艺方法也在不断完善和创新,为铸造行业的发展带来了更多的可能性。
铸造可按铸件的材料分为:
黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等)
铸造有可按铸型的材料分为:
砂型铸造和金属型铸造。
按照金属液的浇注工艺可分为:
1、重力铸造:指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
2、压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺,按照压力的大小,又分为高压铸造(压铸)和低压铸造。
补充知识:
1、精密铸造是相对于传统的铸造工艺而言的一种铸造方法。
它能获得相对准确地形状和较高的铸造精度。
较普遍的做法是:首先做出所需毛坯(可
留余量非常小或者不留余量)的电极,然后用电极腐蚀模具体,形成空腔。
再用浇铸的方法铸蜡,获得原始的蜡模。
在蜡模上一层层刷上耐高温的液体砂料。
待获得足够的厚度之后晾干,再加温,使内部的蜡模溶化掉,获得与所需毛坯一致的型腔。
再在型腔里浇铸铁水,固化之后将外壳剥掉,就能获得精密制造的成品
2、选择铸造方式时应考虑:a.优先采用砂型铸造 b.铸造方法应和生产批量相适
c.造型方法应适合工厂条件 d.要兼顾铸件的精度要求和成
3、金属材料的力学性能主要指:强度、刚度、硬度、塑性、韧性等。
重力铸造工艺方法重力铸造工艺方法是一种常见的金属成型工艺,它通过利用重力作用将熔化金属流入模具中,使其凝固成型。
这种工艺方法广泛应用于铸造行业,特别是对于大型铸件的生产。
一、工艺原理重力铸造工艺方法是利用重力作用使熔化金属自然流动,从而填充模具腔体,形成所需的铸件形状。
相比其他铸造工艺,重力铸造不依赖于外部压力,因此能够制造较大尺寸和较复杂形状的铸件。
二、工艺步骤1. 准备模具:选择合适的模具,根据铸件的形状和尺寸进行设计和制造。
模具的质量和精度对最终铸件的质量有重要影响。
2. 准备熔炉和金属材料:根据铸件的要求,选择合适的金属材料,并将其加热至熔化状态。
3. 准备铸造设备:安装好模具,并将其置于铸造设备中。
根据需要,可以选择倾翻式或静态式铸造设备。
4. 倾翻或静态铸造:将熔化金属倒入铸造设备,通过重力作用使其自然流动进入模具中。
在倾翻式铸造中,模具通常是固定的,而在静态式铸造中,模具则是倒置的。
5. 冷却和凝固:待金属完全填充模具后,开始冷却和凝固过程。
冷却时间取决于金属材料的性质和铸件的尺寸。
6. 脱模:待铸件完全凝固后,将其从模具中取出。
根据需要,可以采用机械或手动方法进行脱模。
7. 清理和后处理:对铸件进行清理和后处理,包括去除余渣、切割、修磨等工序,以达到所需的尺寸和表面质量。
三、工艺优点1. 适用范围广:重力铸造适用于各种金属材料,包括铁、钢、铝、铜等,以及其合金材料。
2. 成本低廉:相比其他铸造工艺,重力铸造无需额外设备和能源,成本相对较低。
3. 精度高:重力铸造能够制造出较高精度的铸件,尤其适用于一些对尺寸和形状要求较高的零件。
4. 材料利用率高:由于重力铸造不需要额外压力,金属材料能够完全填充模具,避免了材料浪费。
四、工艺局限性1. 无法制造过于复杂的铸件:重力铸造工艺适用于较简单的铸件形状,对于一些复杂的内部结构或细小的零件,可能无法得到满意的效果。
2. 不适用于高温铸造:由于重力铸造不依赖于压力,因此无法应用于高温铸造,例如钢铁等高温金属的铸造。

铝合金材料不同铸造工艺对比分析一、重力铸造:铝合金重力铸造是指铝液在地球重力作用下注入铸型的工艺,重力铸造又分为:树脂砂型浇铸、金属型(钢模)浇铸、消失模浇铸等。
现在应用最多的是金属模(钢模)浇铸,其模具采用耐热合金钢制作而成,浇铸出来的铝铸件强度、尺寸、外观等都高于其他铸造工艺的铸件。
重力铸造的铝液一般采用手工倒入浇口,依靠金属液的自重充满型腔、排气、冷却、开模到得到样品,其工艺流程一般为:铝液熔炼、浇料充型、排气、冷却、开模、清产、热处理、加工。
铝合金重力浇铸件的特点为:1、产品表面光洁度不高,抛丸后易产生凹坑。
2、铝铸件内部气孔少,可进行热处理。
3、产品致密性低、强度稍差,但延伸率高。
4、模具成本较低,模具使用寿命长。
5、生产效率低,从而增加了生产成本。
6、工艺较简单,不适合生产薄壁件。
在产品选择何种工艺生产的时候,主要根据工件的壁厚做选择,产品壁厚大于8mm时,压铸会造成很多的气孔存于壁内,故而壁厚较厚的产品可以选择重力铸造工艺完成。
图.重力鋳造原理图.重力鋳造现场二、低压铸造:低压铸造一般以压缩空气为动力,可以是空气,也可以是惰性气体,将压缩气体通入密闭容器(坩埚),作用在保持一定浇注温度的合金液面上,造成密封容器内与型腔内的压力差,使金属液从在较低的压力0.01-0.05MPa下在密闭容器中沿着升液管自下而上流经升液通道、铸型浇口,平稳填充型腔。
待金属液充满型腔之后,增大气压,在压力作用下,金属液从上而下冷却、结晶、凝固,在凝固过程中不断有金属液补充。
然后撤掉密闭容器内的压力,让升液管、浇道内还没有凝固的金属液依靠自身重力回落到密闭容器中,完成一个循环。
整个过程的压力、时间、速度、温度等都可控。
与高压铸造相比,所受压力大小不同,液态金属流动方向不同。
图.低压鋳造原理图.低压鋳造原理因为低压铸造充型平稳,液流和气流的方向一致,故气孔、夹渣等缺陷少;组织致密,铸件力学性能高;充型能力强,有利于形成轮廓清晰、表面光洁的铸件,故重要的铝合金铸件常采用低压铸造。
铸造知识点大全铸造是一种将熔化的金属或合金倒入模具中,然后冷却凝固使其成型的制造工艺。
它是制造业中最古老、最常用的工艺之一。
本文将介绍铸造的主要知识点,帮助读者对铸造工艺有更深入的了解。
1. 铸造基础知识铸造的基础知识包括铸造工艺分类、铸造材料、模具制造等内容。
1.1 铸造工艺分类铸造工艺一般可以分为压力铸造、重力铸造、连续铸造和特殊铸造等。
每种工艺都有其特点和适用范围。
•压力铸造:通过施加压力使熔化金属充满模腔,并提高铸件的致密性。
常见的压力铸造方法包括压铸和挤压铸造。
•重力铸造:利用重力作用使熔化金属流入模腔。
重力铸造包括砂型铸造、金属型铸造和熔模铸造等。
•连续铸造:连续铸造是指连续地制造相同形状和尺寸的铸件,例如连铸和直接浇铸等。
•特殊铸造:特殊铸造是指一些特殊的铸造工艺,例如真空铸造、气体压铸和低压铸造等。
1.2 铸造材料铸造材料主要包括金属和非金属材料。
•金属材料:常见的金属铸造材料有铁、铝、铜、镁等。
不同的金属材料具有不同的特性和应用领域。
•非金属材料:非金属铸造材料包括陶瓷、塑料、橡胶等。
这些材料在一些特殊的铸造工艺中被广泛应用。
1.3 模具制造模具是铸造过程中的关键设备,它决定了铸件的形状和尺寸精度。
模具制造包括模具设计、材料选择和加工工艺等环节。
•模具设计:模具设计依据铸件的形状和尺寸要求,确定模具的结构和尺寸。
•材料选择:模具材料应具有高温强度、耐磨性和导热性等特性。
•加工工艺:模具加工工艺包括铣削、车削、磨削等工艺,以保证模具精度和表面质量。
2. 铸造工艺流程铸造工艺流程是指从原料准备到铸件成型的整个过程。
它包括模具制备、熔炼、浇注和冷却等阶段。
2.1 模具制备模具制备是铸造工艺流程的第一步,主要包括模具设计、材料选择和加工制造等。
2.2 熔炼熔炼是将金属原料加热至熔点并使其熔化的过程。
熔炼设备常用的有电炉、煤气炉和电阻炉等。
2.3 浇注浇注是指将熔化的金属倒入模具中,填充模腔。
垂直铸造工艺技术垂直铸造工艺技术是一种将熔化的金属材料直接注入铸模中,并通过重力作用使金属材料填充整个铸件形状的工艺。
垂直铸造工艺技术广泛应用于各种金属铸件的制造,具有生产效率高、产品质量好等优点。
下面将从工艺步骤、优点以及应用领域三个方面介绍垂直铸造工艺技术。
首先,垂直铸造工艺技术的主要步骤包括:模具制造、涂料处理、金属材料熔炼、填充铸模、冷却固化和后处理。
模具制造是垂直铸造的第一步,需要根据铸件的形状和尺寸设计制作合适的铸模。
涂料处理是为了保证铸模表面的光洁度和提高金属材料的流动性,常用的涂料有石蜡涂料和附着剂。
金属材料熔炼即将所需的金属材料加热至熔点,通常采用电炉或燃气炉进行加热。
填充铸模是最关键的一步,通过倒注金属材料使其充满整个铸件形状,填充过程中需注意避免气孔和夹杂物的产生。
冷却固化是将填充完成的铸件放置一定时间,让金属材料逐渐冷却凝固,从而使铸件形成稳定的结构。
最后的后处理包括去除模具、去毛刺、打磨、热处理和清洗等步骤。
其次,垂直铸造工艺技术具有许多优点。
首先,相较于其他铸造工艺,垂直铸造工艺不需要使用压力或抽真空等辅助手段,只需借助重力即可使金属材料填充整个铸件形状,大大简化了工艺流程,提高了生产效率。
其次,垂直铸造工艺可以生产更复杂形状的铸件,因为金属材料可以自由流动,填充性能好。
此外,垂直铸造工艺还可以减少铸件内部的气孔和夹杂物产生,提高了产品的质量,减少了后续检测和修复的工作量。
最后,垂直铸造工艺还适用于各种金属材料,包括铝合金、镁合金、钛合金等,具有广泛的应用前景。
最后,垂直铸造工艺技术在许多领域有着广泛的应用。
首先,垂直铸造工艺广泛应用于航空航天领域,用于制造各种复杂形状的航空铸件,如发动机壳体、涡轮叶片等。
其次,在汽车制造业中也广泛运用垂直铸造工艺,制造发动机缸体、曲轴壳体等零部件。
此外,垂直铸造工艺还应用于能源设备、化工设备、冶金设备等行业,制造各种耐高温、耐腐蚀、耐磨损的铸件。
山东铝合金重力铸造设计标准
山东铝合金重力铸造设计标准是指在山东地区进行铝合金重力铸造的设计要求和标准。
以下为山东铝合金重力铸造设计标准的一般要求:
1. 材料选择:应选择合适的铝合金材料进行重力铸造,通常选用具有良好流动性和机械性能的铝合金材料。
2. 模具设计:模具设计应符合铝合金重力铸造的工艺要求,确保产品尺寸准确、表面质量良好。
模具材料通常选用高温抗变形的材料,如高温合金钢。
3. 浇注系统设计:浇注系统设计应保证铝合金熔液能够顺利流入模具腔内,并且能够排除气体和杂质。
浇注系统布局合理,避免产生过多的涡流和气阻。
4. 浇注温度控制:铝合金的浇注温度应控制在合适的范围内,一般在650-730摄氏度之间。
过高的温度将导致熔融铝合金的氧化、烧损和虚夹等缺陷,过低的温度则会影响铝合金的流动性和充填性。
5. 铸件冷却控制:铝合金铸件的冷却速度应适中,以确保铸件能够均匀凝固、避免产生缩孔和气孔等缺陷。
冷却时间和冷却速度应根据铸件的尺寸和几何形状进行合理设置。
6. 后处理工艺:铝合金重力铸造后,需要进行去毛刺、除氧化皮、热处理等后处理工艺,以提高铝合金铸件的表面质量和机
械性能。
7. 工艺参数记录:在铝合金重力铸造过程中,应记录浇注温度、冷却时间、铸造工艺参数等重要数据,以便进行工艺分析和质量控制。
山东铝合金重力铸造设计标准的目的是规范山东地区铝合金重力铸造过程,确保铸件的质量和性能符合设计要求,提高铝合金铸件的生产效率和市场竞争力。
低压铸造与重力铸造Low pressure casting and high pressure casting低压铸造是液体金属在压力作用下充填型腔,以形成铸件的一种方法。
由于所用的压力较低,所以叫做低压铸造。
其工艺过程是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管上升,通过浇口平稳地进入型腔,并保持坩埚内液面上的气体压力,一直到铸件完全凝固为止。
然后解除液面上的气体压力,使开液管中未凝固的金属液流坩埚,再由气缸开型并推出铸件。
Low pressure casting is a method of molten metal fills the cavity u nder the pressure and then forms the casting .due to the pressure i s not high ,so it is called low pressure casting .The technical pro cess is : in the hermetic crucible (or sealed pot ) injecting the dry compressed air ,molten metal under the effect of gas pressure go es up along the pipe then through the gate placidly run into the c avity ,then keep the gas pressure upper the liquid in the crucible until the casting solidification totally .then remove the gas pressure to make the unfreezing metal in the pipe for opening run back into the crucible and at the same time use the cylinder open cavi ty to detrusion the casting .低压铸造独特的优点表现在以下几个方面:The unique characteristics of low pressure casting performed as below :1.液体金属充型比较平稳;Molten metal full the cavity smoothly.2.铸件成形性好,有利于形成轮廓清晰、表面光洁的铸件,对于大型薄壁铸件的成形更为有利;The forming property is good and in favor of forming the edge shape ness and surface bright and clean .It is favorable for the large ca sting parts with thin section casting3.铸件组织致密,机械性能高;The tissue of casting is densification ,and mechanical behavior is hi gh .4.提高了金属液的工艺收得率,一般情况下不需要冒口,使金属液的收得率大大提高,收得率一般可达90%。