辉光离子氮化炉
- 格式:pdf
- 大小:23.64 KB
- 文档页数:4
辉光离子氮化炉作业指导书Q/SZ J08.1421 目的为贯彻公司职业健康安全方针、环境方针,有效的进行安全生产并控制污染物的产生和排放,保护环境,特制定本作业指导书。
2 适用范围本作业指导书适用于LD-150型辉光离子氮化炉的操作。
3 总则3.1.作业者必须熟练掌握本作业指导书的所有内容,经考试合格后,取得上岗证,方可进行独立操作。
3.2.经医生检查,确定无防碍工作的疾病,才能上岗作业。
3.3.当氨气管路泄漏时,必须戴好面具进行处理。
4 操作规程4.1.开动设备前应首先检查真空系统是否漏气,保证压升率(0.13Pa/min)。
检查水路保证水压≥0.15MPa,阴阳极绝缘电阻大于0.5MΩ。
4.2.开动设备按下列顺序操作:4.2.1先给变压器一次送电(即原送电柜按钮合上)。
4.2.2然后合控制盘上的“系统启动”空气开关(白色)。
4.2.3打开真空泵1、真空泵2、使炉体抽气。
4.2.4在真空度≤50Pa时,先合上高压按钮,调整电压给定旋钮检查电控柜输出电压0-850V连续可调,是否正常;如正常,可将电压旋钮调至0V。
4.2.5在确定上述正常后,先合上电阻1、将电流给定旋钮调整到2V,然后缓慢调整电压旋钮,开始进入起辉、打弧工作状态,此时应视打弧的程度大小做适当调整电流电压。
4.2.6在进入辉光稳定起辉状态后,或通入适当氨气(0.3升/分钟),并调整电流电压,进入升温阶段后,或电流超过80A时,应将电阻1关掉,电流回0,再开启电阻2重新起辉工作(升温速度按工艺执行)。
4.2.7炉内出现频繁打弧,应首先关小电流,观察炉内情况后,方可继续升温出现打死弧、报警及其它异常现象时,可作紧急情况处理,立即关断高压或按“紧急停止”按钮(此按钮再次复位时应按方向旋转)。
4.3.温度设定:零件进入保温状态后,操作者人工目测工件温度,然后按工艺参数设定温度,按▲或键就可以方便地设定温度。
零件到温前应正确调整流量0.8-1升/分,并调整炉压,使炉内工件温度保持均匀,各部温差不超过10℃。

氮化炉工作原理
氮化炉是一种用于高温氮化处理的设备,其工作原理主要包括以下几个方面:
1. 加热:氮化炉内部装有加热元件,如电阻加热器或电磁加热器,通过加热元件提供的能量将炉腔内的温度升至所需的氮化温度。
加热过程中,炉腔内的温度应能够均匀升高,以确保物料在氮化过程中受到均等的热处理。
2. 氮气供应:在氮化炉工作过程中,需要通过供气系统将高纯度的氮气引入炉腔中进行氮化处理。
氮气的引入可以通过进气口进入炉腔,然后在炉腔内与物料发生反应。
3. 排气:氮气在与物料进行反应后,会产生一些气体产物,如一氧化氮、二氧化氮和二氧化碳等。
这些气体产物需要通过排气系统排出炉腔,以保持炉腔内的环境清洁。
4. 保护气氛控制:在氮化炉的工作过程中,为了避免物料受到氧化或其他不良反应的影响,通常需要在炉腔中维持一定的气氛,如氮气或氩气。
这种保护气氛可通过气氛控制系统进行调节和监控,确保物料在氮化过程中处于适宜的气氛条件中。
5. 温度控制:氮化炉的工作过程中需要对炉腔内的温度进行精确控制。
通常使用温度控制系统对加热元件的功率进行调节,调整炉腔内的温度。
通过连续监测炉腔内的温度,并及时调整控制参数,可以实现对氮化过程的精确控制。
综上所述,氮化炉通过加热、气氛控制、气体供应、排气和温度控制等工作原理来实现高温氮化处理,以达到对物料的氮化要求。
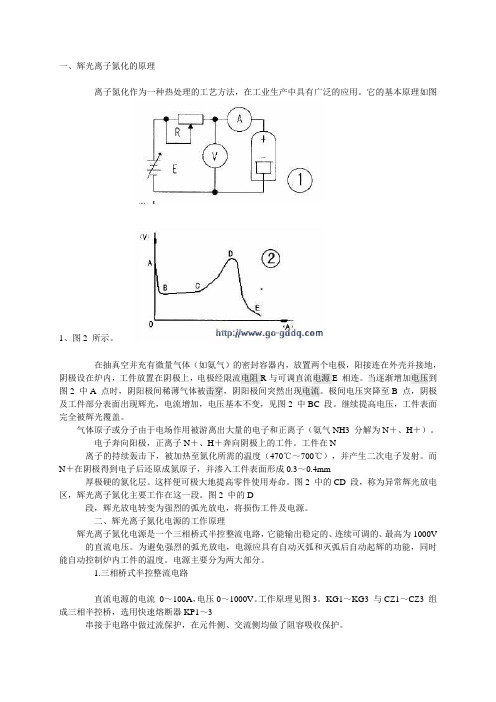
一、辉光离子氮化的原理离子氮化作为一种热处理的工艺方法,在工业生产中具有广泛的应用。
它的基本原理如图1、图2 所示。
在抽真空并充有微量气体(如氨气)的密封容器内,放置两个电极,阳接连在外壳并接地,阴极设在炉内,工件放置在阴极上,电极经限流电阻R与可调直流电源E 相连。
当逐渐增加电压到图2 中A 点时,阴阳极间稀薄气体被击穿,阴阳极间突然出现电流。
极间电压突降至B 点,阴极及工件部分表面出现辉光,电流增加,电压基本不变,见图2 中BC 段。
继续提高电压,工件表面完全被辉光覆盖。
气体原子或分子由于电场作用被游离出大量的电子和正离子(氨气NH3 分解为N+、H+)。
电子奔向阳极,正离子N+、H+奔向阴极上的工件。
工件在N离子的持续轰击下,被加热至氮化所需的温度(470℃~700℃),并产生二次电子发射。
而N+在阴极得到电子后还原成氮原子,并渗入工件表面形成0.3~0.4mm厚极硬的氮化层。
这样便可极大地提高零件使用寿命。
图2 中的CD 段,称为异常辉光放电区,辉光离子氮化主要工作在这一段。
图2 中的D段,辉光放电转变为强烈的弧光放电,将损伤工件及电源。
二、辉光离子氮化电源的工作原理辉光离子氮化电源是一个三相桥式半控整流电路,它能输出稳定的、连续可调的、最高为1000V 的直流电压。
为避免强烈的弧光放电,电源应具有自动灭弧和灭弧后自动起辉的功能,同时能自动控制炉内工件的温度。
电源主要分为两大部分。
1.三相桥式半控整流电路直流电源的电流0~100A,电压0~1000V。
工作原理见图3。
KG1~KG3 与CZ1~CZ3 组成三相半控桥,选用快速熔断器KP1~3串接于电路中做过流保护,在元件侧、交流侧均做了阻容吸收保护。
由于氮化炉在工作初期弧光放电比较严重,电流变化非常剧烈。
所以,在弧光放电严重的工作初期只接入R81,当炉内辉光稳定后,再并接R82。
电容C、铁芯电抗器L1用于滤波,使输出电流更加平滑。
氮化炉在工作初期,由于工件的尖角、毛刺或油污等,在电场中要产生尖端放电与弧光放电,使阴阳极电压由几百伏电压突降至几十伏。
1.學習離子氮化的原理與處理方法。
2.瞭解鋼經離子氮化後之氮化層顯微結構、硬度分佈及硬化深度。
二. 實驗設備離子氮化爐(如圖1所示的示意圖)、維克氏硬度計及金相觀察與拍照裝置。
三.實驗原理1. 鋼的氮化處理【1~4】氮化處理是使氮元素滲入鋼材表面,硬化鋼件表面的方法。
早在1923年即由德國克魯伯兵工廠的A. Fry 博士發明了把含有鋁或鉻的合金鋼在無水氨氣中加熱至500~550℃之間保持20~100小時,可在鋼表面形成氮化層,使鋼表面硬化的氨氣氮化法。
隨後,經過不斷的改良與發展,目前已有處理時間較短、溫度較低和適用鋼種更廣泛的氮化法。
現在常用的方法有:(1)硬氮化法:氣體氮化法(氨氣氮化法),液體氮化法。
(2)軟氮化法:氣體軟氮化法(混合氣體、尿素法),液體軟氮化法(Tufftride法、Sulinuz法)。
(3)離子氮化法及電漿氮化法等。
2. 離子氮化法【2】由於早期應用的氣體氮化法生產週期太長,並在表面形成脆性薄層,容易在使用時剝落,能處理的鋼材有侷限性,使其應用受到很大的限制。
其後,工業上又發展了液體氮化法,具有設備簡單、處理時間短及可氮化的鋼種較多等優點,但所得的硬化層較薄、使用的液體含有劇毒的氰話物鹽類,會產生公害問題。
離子氮化法在很大程度上克服了上述缺點,是對金屬零件進行表面處理的新技術,其目的乃為提高金屬零件的表面硬度、耐磨耗性、耐疲勞性和抗腐蝕性。
八.參考文獻三.實驗原理五.實驗結果四.實驗方法與步驟六.問題與討論离子氮化技术介绍及应用武汉市等离子体技术研究所离子渗氮作为强化金属表面的一种化学热处理方法,广泛适用于铸铁、碳钢、合金钢、不锈钢及钛合金等。
零件经离子渗氮处理后,可显著提高材料表面的硬度,使其具有高的耐磨性、疲劳强度,抗蚀能力及抗烧伤性等。
离子氮化作为七十年代兴起的一种新型渗氮方法,与气体渗氮相比具有渗氮速度快、渗氮层组织易于控制、脆性小、无环境污染、节约电能,气源、变形小等优点。
离子氮化炉操作步骤:一、装炉要求(1)装炉前必须对炉内灰尘,杂质清理干净(2)曲轴必须从底层向上层的顺序装炉(以防曲轴掉落危险)(3)曲轴短头放在圆形垫块后再推进工作圆盘内,有小孔的面朝里(4)曲轴的位置以前一次装炉位置相同(大约200支/炉)(5)曲轴装炉完成后,必须用酒精对白色密封圈擦洗干净(6)用行车将炉罐小心吊起,到达安全高度后,移动至炉体正上方,待稳定后缓慢下降,装炉完成二、开炉接通电源前必须检查事项(1)炉体冷却水循环必须开启(阀在水平状态为开,垂直状态为关)(2)真空泵蝶阀必须在关闭状态(3)氨气罐,二氧化碳罐要在关闭状态(4)阳极快速接头要连接在炉体上(和水冷却管在一起的绿线接头)(5)黑色脉冲控制盘上“电压”旋钮,“占空比”旋钮要旋转到左边最小值(6)黄色氨气换向阀手柄在中间(向上)位置三、通电运行步骤(1)打开总控电源(2)电柜控制面板上“手动/自动”旋钮,打到自动(3)进入控制系统触摸屏,点击“(一)打弧参数设定”,选择开保温段数09,完毕退出(4)点击“(二)升温保温参数设定”,查看参数是否正确,9保温时间300min,点击“升压保压参数设定”,5到达压力350Pa (5)进入系统运行,选择确认炉体,1号炉(左),2号炉(右),若炉体不是要工作炉体,点击“炉体切换”,(炉体工作过程中一定不要按炉体切换按钮)(6)抽真空:左上角系统开始按钮由红色变成绿色,真空泵1(3),2(4)按钮变绿,检查两个真空泵是否都启动运转,如有不运转,打开电控柜右下门,检查是否跳闸,确认两个真空泵都已启动工作后,打开真空泵蝶阀(之前一定要关闭否则真空泵中油会被气压压进炉体),开始抽真空,当压强达到100Pa左右时,关闭1(3)号真空泵蝶阀,当压强达到60Pa左右时,真空泵1(3)自动关闭(绿灯熄灭),高压按钮自动开启(7)黑色脉冲控制盘上,电压拨钮打到左边自动拨钮,占空比拨钮打到右边自动(自动时升温时间长,根据实际情况可调为手动控制),电压旋钮,占空比旋钮旋转到右边合适位置(峰值电流=100~200 ,电流A≤150),炉体开始安全工作,罐内曲轴开始打弧(8)灭弧送氨气炉内温度到90度,炉罐内辉光稳定之后(不闪弧),开氨气罐,黄色换向阀打到左边1号炉(右边为2号炉),氨气流量不用调,控制器会根据炉内压强自动调整(9)加送二氧化碳气体大约9~10小时后升温到500℃时占空比拨钮打至自动状态,然后继续升温至510℃到保温状态,打开二氧化碳气阀,设置屏幕上2种气体流量比例(比例约为7%)(10)开始保温时,,保温5小时到结束(时间已经设定好,结束时要人看管),(11)关闭氨气罐(关主阀,蓝色阀不动),关闭二氧化碳罐,关闭真空泵蝶阀,旋转黑色脉冲电源盒子上,电压、占空比旋钮旋转到最小值(即最左端),此时通氮气,使其罐内压强达到20Kpa(目的是缩短冷却时间),关闭总控电源(12)炉内冷却6~8个小时后(13)观察炉内冷却温度,打开总控电源,观看左上角炉内温度,当温度低于150℃以下可以出炉(14)出炉准备:解除炉内真空打开两蝶阀之间进气阀(直接拔掉),无响声后,拔下阳极快速接头(和水冷却管在一起的绿线接头)(15)行车吊起钟罩:行车吊钩移至吊环内,对准吊环中心自由悬空,吊钩上下左右都不接触吊环,说明能够垂直平稳吊起(16)空气中冷却至常温(不烫手)(17)卸料:按品种,车间摆放在货架上,操作完成技术参数(稳定后):加热温度:510℃V1≈380VV2=600V~800VA小于等于150A(过大时调占空比)峰值电流=100~200A(过大时调电压)。
机械零件表面性能强化的辉光离子氮化特种热处理加工工艺设计摘要:机械零件表面性能强化的技术众多,是表面处理的常见方法。
鉴于各种表面处理工艺的特点,经过实践证明,离子氮化是非常理想的特种热处理方法,本文将着重分析该工艺的特点及加工工艺设计。
关键词:表面性能强化、离子氮化、特种加工、工艺设计中图分类号:TG1 文献标识码:B一绪论许多机械零件经过设备加工后需要安排表面处理工艺[1]。
表面处理技术是在零件材料表面人工形成一层与零件材料的机械、物理和化学性能不同的表层的工艺方法。
表面处理的目的是满足产品的耐蚀性、耐磨性、装饰或其他特种功能要求[2]。
表面处理技术在我国发展很不成熟,技术空白点很多,相关资料匮乏,受重视程度又不够,这就造成了我国表面处理技术层次低而且发展缓慢,相关人才匮乏。
二工艺的设计背景如前所述,机械零件在加工完成后安排表面处理的优点非常显著,可以极大改善机械零件和构件表面性能,提高疲劳强度和耐磨性能。
表面强化有时还能提高耐腐蚀性能,承受载荷的零件表面常处于最大应力状态,并在不同的介质环境中工作。
因此,零件的失效和破坏也大多发生在表面或从表面开始,如在零件表层引入一定的残余压应力,增加表面硬度,改善表层金相组织结构等,就能显著地提高零件的疲劳强度和耐磨性[3]。
三目前企业里比较常见的表面性能强化技术目前,国内企业里比较常见的表面强化技术有热处理淬火、高频淬火、发黑、渗碳淬火、氮气氮化及辉光离子氮化等,这些技术都属于化学热处理工艺。
化学热处理工艺包括渗剂的化学组成和配比,渗剂分解反应过程的控制和参数测定,渗入温度和时间,工件的准备,渗后的冷却规程及热处理,化学热处理后工件的清理以及装炉量等等。
无论何种化学热处理工艺,若按其渗剂在化学热处理炉内的物理状态分类,则可分为固体渗、气体渗、液体渗、膏糊体渗、液体电解渗、等离子体渗和气相沉积等工艺[4]。
四各种表面性能强化技术的比较普通的热处理淬火技术是最为常用的表面强化方法,其优点是应用广泛,技术成熟,成本较低廉,但是材料变形量太大,而且心部与表层硬度同时变大,芯部金相组织改变。
辉光离子氮化炉(glow plasmanitriding furnace)一、概述离子氮化是在13.3-1333Pa的真空容器中使含氮稀薄气体在直流电场中电离,正离子轰击金属零件表面形成氮化层,正离子轰击金属零件表面形成氮化层,以达到表面硬化的方法。
离子氮化对于球墨铸铁,合金钢,不锈钢,粉末冶金制品,钛合金,高速钢,工具钢等均有显著氮化效果。
二、设备的组成离子氮化炉由炉体,输电装置,真空获得系统,供电系统,供气系统,温度测量五部分组成。
1、炉体由炉盖、筒体、炉底盘和底架组成,其中炉盖、筒体、炉底盘夹层通冷却水,炉内设有不锈纲,渗铝板双层隔热屏,(LD-25)型只有不锈纲一层,炉体上设有双层钢化玻璃观察窗,以供离子氮化过程中观察炉内情况之用。
2、炉底设有堆放阴极一个,堆放阴极与阴极支承上安放着工作盘,工作盘,工件可直接放在此盘上。
3、炉体的真空获得系统一般由两台旋片式真空泵及串有碟阀的管道系统组成,碟阀的作用是通过关闭或旋转不同的角度调度调节抽气量以维持不同进行气量条件下的炉内压强。
真空度的测量用配套ZDZ-4型电阻真空计,从表头可直接读出真空值。
4、炉体的供气管进口设在炉壳筒体上,流量计采用701HB型氢定标,氮定标的转子流量计各1只,以便通氮氢混合气,单用氢流量计通氨气时,其读数按下列式修正:Q=K Q标Q标转子流量计出厂时的所标定的刻度值;K 修正系数,由缓冲罐压力确定如下表;5、热电偶经阴极插入炉内,进行模拟测量,由控温仪表记录温度。
进行P、I、D 控温。
三、主要技术参数四、使用条件1、室内使用,地面平整,通风良好,环境整洁(从而保证向炉壳冲气后炉内清洁)。
2、环境温度在+5~40℃,倘若环境温度低于+5℃,需给真空泵周围加热。
3、环境相对湿度不大于85%。
4、周围无明显震动及高频设备。
5、周围无导电尘埃,无爆炸性气体,无腐蚀金属和绝缘的气体。
6、海拔不超过1000米。
7、自备进水,出水管。
辉光离子氮化炉
(glow plasmanitriding furnace)
一、概述
离子氮化是在13.3-1333Pa的真空容器中使含氮稀薄气体在直流电场中电离,正离子轰击金属零件表面形成氮化层,正离子轰击金属零件表面形成氮化层,以达到表面硬化的
方法。
离子氮化对于球墨铸铁,合金钢,不锈钢,粉末冶金制品,钛合金,高速钢,工
具钢等均有显著氮化效果。
二、设备的组成
离子氮化炉由炉体,输电装置,真空获得系统,供电系统,供气系统,温度测
量五部分组成。
1、炉体由炉盖、筒体、炉底盘和底架组成,其中炉盖、筒体、炉底盘夹层通冷却
水,炉内设有不锈纲,渗铝板双层隔热屏,(LD-25)
型只有不锈纲一层,炉体上设有双层钢化玻璃观察窗,以供离子氮化过程中
观察炉内情况之用。
2、炉底设有堆放阴极一个,堆放阴极与阴极支承上安放着工作盘,工作盘,工件
可直接放在此盘上。
3、炉体的真空获得系统一般由两台旋片式真空泵及串有碟阀的管道系统组成,碟阀的作用是通过关闭或旋转不同的角度调度调节抽气
量以维持不同进行气量条件下的炉内压强。
真空度的测量用配套ZDZ-4型电阻真空计,从表头可直接读出真空值。
4、炉体的供气管进口设在炉壳筒体上,流量计采用701HB型氢定标,氮定标的转子流量计各1只,以便通氮氢混合气,单用氢流量计
通氨气时,其读数按下列式修正:
Q=K Q标
Q标转子流量计出厂时的所标定的刻度值;
K 修正系数,由缓冲罐压力确定如下表;
缓冲罐压K。