宝石加工工艺流程图文详解
- 格式:docx
- 大小:16.19 KB
- 文档页数:11

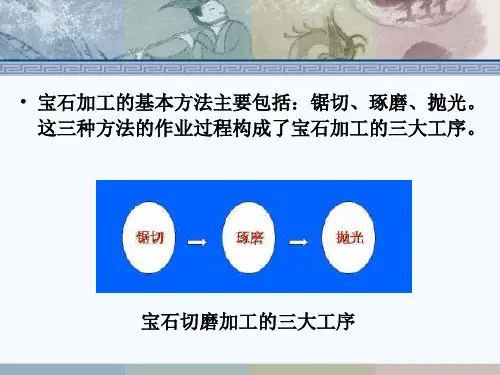
宝石加工工艺流程朋友们!今天咱们来聊聊宝石加工的工艺流程。
这可是个挺有趣的事儿呢!首先呢,你得拿到原石。
原石的选择可重要啦!我觉得吧,在挑选原石的时候,要多看看,多比较比较。
不要一看到就急着下手哦。
如果你是个老手,可能一眼就能瞧出个大概。
原石到手后,接下来就是要对它进行初步的清理。
这一步呢,就是把原石表面那些乱七八糟的东西去掉,像泥土呀,小石子之类的。
这个清理过程也不用太复杂,简单处理一下就好啦。
然后呢,就到设计环节啦。
这可是个很关键的步骤哦!你要根据原石的形状、大小、颜色还有内部结构来设计。
我跟你们说呀,这一步可不能马虎!有时候我会想,这就像给宝石量身定制一套漂亮衣服一样。
不过呢,这个设计也可以根据自己的喜好和经验来调整。
要是你没什么经验的话,多看看别人的设计作品也是个不错的办法呢。
再接下来就是切割啦。
切割的时候一定要小心哦!这一步要特别注意!切割的工具要选好,而且操作的时候得稳。
为什么要这样呢?因为一旦切坏了,那可就前功尽弃啦。
当然啦,刚开始切割的时候,可能会觉得有点难,但是多练习几次就会好很多的。
切割的形状可以根据之前的设计来,不过有时候也可以根据切割过程中的实际情况做些小调整。
切割完之后呢,就是打磨啦。
打磨可是个细致活呀!这个环节可以根据实际情况自行决定打磨的程度。
我觉得吧,打磨得好的话,宝石会变得超级闪亮呢!打磨的时候要注意力度和方向哦。
不要一会儿大一会儿小,或者东一下西一下的。
最后就是抛光啦。
小提示:别忘了最后一步哦!抛光就像是给宝石化了个妆,让它变得更加光彩照人。
抛光的时候呢,要选择合适的抛光剂。
这一步其实不难,只要耐心一点就好啦。

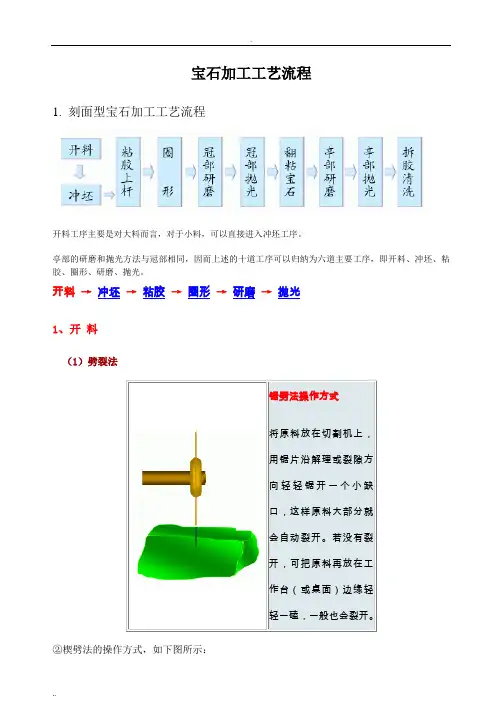
宝石加工工艺流程1. 刻面型宝石加工工艺流程开料工序主要是对大料而言,对于小料,可以直接进入冲坯工序。
亭部的研磨和抛光方法与冠部相同,因而上述的十道工序可以归纳为六道主要工序,即开料、冲坯、粘胶、圈形、研磨、抛光。
开料→冲坯→粘胶→圈形→研磨→抛光1、开料(1)劈裂法锯劈法操作方式将原料放在切割机上,用锯片沿解理或裂隙方向轻轻锯开一个小缺口,这样原料大部分就会自动裂开。
若没有裂开,可把原料再放在工作台(或桌面)边缘轻轻一磕,一般也会裂开。
②楔劈法的操作方式,如下图所示:楔劈法操作方式用高硬度材料如合成刚玉(Hm=9)的尖锐棱角,在需要劈裂的宝石原料表面沿解理或裂隙方向刻划一个槽形缺口,然后用劈楔刀刃放在缺口上,用小锤敲击刀背,使原料裂解开来。
(2)锯切法①大料的切割A B②小料的切割毛坯高度适中毛坯高度过高毛坯高度过低2、冲坯3、粘胶各种形状的粘杆一种常用的粘接架(顶平器)预热宝石粘接宝石顶平校正4、圈形手工圈形示意图5、刻磨用八角手加工刻面宝石的机械装置示意6、抛光抛光顺序:对宝石各部分刻面的抛光顺序与研磨顺序基本一样。
所以,在抛光宝石时,要适当控制抛光剂的供给量,抛光剂过多或过少都对抛光不利。
•(标准圆钻式琢型的加工顺序和方法)刻面型宝石的加工顺序和方法,因琢型的种类及复杂程度不同而有所差别,但加工过程大同小异。
一般而言,刻面数量较少、对称性好的琢型比较容易加工。
由于标准圆钻式琢型具刻面数量适中和对称性好的特点,通常作为学习宝石加工入门的基本琢型。
刻面宝石琢型的加工过程,一般可分为以下十个步骤进行:(1)坯料制备•切割、冲坯。
坯料的比例按成品琢型的比例估计,各部分要留有充足的加工余料。
(2)粘胶上杆•将坯料台面细磨,粘胶上杆,在顶平器上校正宝石。
(3)圈磨腰形•手持宝石粘杆,在细磨盘上将宝石腰部打磨成形。
(4)研磨及抛光台面•若用机械手加工,直接将宝石粘杆装卡在磨头夹具前端,并将指针调整到0°,使粘杆与磨盘面垂直,研磨宝石台面。
宝石加工要分好几个步骤:一.购原材料(就是去石料店买相应的石料):1.选料,石材料分好几种:常用的就是AB料,B料,C料,还有D料。
其中AB料石料块头大一点是用来切割成大一点石胚的,B料,C料都是用来切适中的石胚,而D料石料块头小是用来切割成小一点石胚。
选好相对应型号的石料就可以对颜色了。
2.对颜色,根据宝石所需要的颜色确认好颜色,确认颜色是非常复杂,也是非常关键的!深浅都要自己把握好···对好颜色就接下里石料就可以切片切粒了。
二,切割,所谓的切割就是先确认好尺寸的长短大小把石料先切成一片一片的,再把一片片的石料分粒切!当让尺寸是要把握好的!)三,造形。
1,先把相应的宝石模型做出来,就是大概的一个轮廓的模型,模型做好之后,装入造型机。
然后把切割好的一粒粒石胚放入造型机里,造型机的砂轮就会把石胚打磨得跟做出的模型一样的轮廓···四,抛光,分抛普通光合抛亮光,抛普通光说明需要宝石质量的要求不怎么高,抛亮光的话就说明宝石质量要求有点高了,所谓的抛光就是把造好形状的石配跟一些大小不等的碎料(碎砂)一起混到一个搅拌锅里(搅拌锅大小也就跟小店电饭煲差不多··)再放点抛光用的抛光粉,一般普通光要抛1天的样子···亮光的话要抛2-3天。
抛好光再就可以拿去加工了!五,磨石头,先把配料一粒粒的粘在一根根的铁棍上粘好,(铁棍也就是跟筷子那么粗,长度也就10几厘米吧)!然后把铁棍插在一种叫八角版(六角版)的磨石工具上,当然我这里说的是用八角机磨的···还有好多人用机器手,台湾机磨的,我这里就不具体说明了!插进八角版后,就开始调机器的位置了···磨石头都是先磨宝石的面先的,调位置就是在机器上把需要磨宝石面部的高度版位层数调出来,调好之后就可以开始磨了。
然后装上沙盘,开始打磨,就是拿着插好石头的八角版在沙盘上磨···因为宝石的面部有好几层位置多版位,我们先要在沙盘上把它的版位打磨出来,(通常叫刻面)面刻出来了就可以换光盘了···换了光盘接下来就开始抛光···也就是跟刻面一样拿着插好石头的八角版主光盘上面一个版位一个版位的抛,就这样,当然抛光还是需要东西来辅助的···一开始就要在抛光盘上用细沙纸抹上抛光油和抛光粉···再进行抛光···要不然抛光这一程序是进行不下去的。
镶石工艺流程
配石——》镶嵌——》表面修整
宝石镶嵌
1、爪镶
爪镶操作步骤
(1)度位
(2)车位开坑
(3)钳爪(4)剪爪(5)锉爪(6)吸圆爪
2、窝镶操作步骤(1)度位
(2)车位开坑(3)落石吸紧
(4)窝镶吸珠
3、起钉镶
起钉镶过程示意图
4、迫镶
4.1 迫圆钻
迫镶圆钻过程示意图
4.2迫方钻
迫镶方钻过程示意图4.3田字迫操作步骤
田字迫镶过程示意图
5 无边镶
无边镶过程示意图包镶操作步骤
包镶过程示意图
2.飞边镶(又称批丝镶或意大利镶)操作步骤
飞边镶过程示意图
上火漆
磨平铲
表面修整
洗火漆——》执边——》铲边——》较耳拍——》辘珠边
洗火漆
执边
铲边较耳拍
辘珠边。
宝石加工工艺流程
1. 刻面型宝石加工工艺流程
开料工序主要是对大料而言,对于小料,可以直接进入冲坯工序。
亭部的研磨和抛光方法与冠部相同,因而上述的十道工序可以归纳为六道主要工序,即开料、冲坯、粘胶、圈形、研磨、抛光。
开料→ 冲坯→ 粘胶→ 圈形→ 研磨→ 抛光
1、开料
(1)劈裂法
②楔劈法的操作方式,如下图所示:
(2)锯切法
①大料的切割
A B
②小料的切割
2、冲坯
3、粘胶
预热宝石粘接宝石顶平校正
4、圈形
手工圈形示意图
5、刻磨
用八角手加工刻面宝石的机械装置示意
6、抛光
抛光顺序:对宝石各部分刻面的抛光顺序与研磨顺序基本一样。
所以,在抛光宝石时,要适当控制抛光剂的供给量,抛光剂过多或过少都对抛光不利。
(标准圆钻式琢型的加工顺序和方法)
(1)坯料制备
切割、冲坯。
坯料的比例按成品琢型的比例估计,各部分要留有充
足的加工余料。
(2)粘胶上杆
将坯料台面细磨,粘胶上杆,在顶平器上校正宝石。
(3)圈磨腰形
手持宝石粘杆,在细磨盘上将宝石腰部打磨成形。
(4)研磨及抛光台面
若用机械手加工,直接将宝石粘杆装卡在磨头夹具前端,并将指针
调整到0°,使粘杆与磨盘面垂直,研磨宝石台面。
若用八角手加工,须通过45°块将宝石粘杆装卡在夹具上,用量角
器测定粘杆轴线与磨盘面夹角成90°,固定相应的托台高度,研磨
宝石台面。
台面磨完后,保持夹具状态,换上抛光盘,抛光宝石台面。
(5)研磨冠部各小面
若用机械手加工,直接将磨头上的指针调整到所磨的斜刻面角度位
置,按顺序研磨冠部各组刻面。
若用八角手加工,去掉45°块,将宝石粘杆装卡在八角手夹具前端,
① 研磨冠主面
调整到冠主面角度位置(如水晶42°),依次磨出8个冠主面。
若用机械手加工
圆周分度: 64—8—16—24—32—40—48—56
若用八角手加工
孔位:1 孔
边序:Ⅰ→Ⅷ
研磨顺序演示图
②琢磨星小面
星主面切磨角度一般比冠主面角度小15°左右,如水晶27°±。
星小面共有8个,各星小面与相邻冠主面间隔8分度。
若用机械手加工
圆周分度:4—12—20—28—36—44—52—60
若用八角手加工
孔位:2 孔
边序:Ⅰ→Ⅷ
研磨顺序演示图
上腰小面的角度一般比冠主面角度大2~8°,如水晶45°±。
上腰小面共有16个,从2分度开始,间隔4分度。
可分两组分别进行琢磨。
若用机械手
一组:圆周分度 2—10—18—26—34—42—50—58
二组:圆周分度 6—14—22—30—38—46—54—62
若用八角手
一组:孔位 3孔;边序Ⅰ→Ⅷ
二组:孔位 4孔;边序Ⅰ→Ⅷ
研磨顺序演示图
(6)抛光冠部各小面
冠部全部小面细磨完后,才能转入抛光工序。
将磨盘换成抛光盘,涂布适量抛光剂。
按研磨时的角度和圆周分度依次抛光各组小面。
抛光顺序:
一般冠主面→星小面→上腰小面
或者星小面→冠主面→上腰小面
(7)翻粘宝石
将宝石从粘杆上取下,翻转宝石重新粘接上杆。
为了确保精度,宜在粘接架上进行。
要求:
(8)琢磨亭部各小面
① 琢磨亭主面
将翻粘宝石后的粘杆装卡在夹具上,调整到亭主面角度位置(如水晶43°)。
亭主面有8 个,圆周位置与冠主面对应,要注意调整对齐。
若用机械手
圆周分度:64—8—16—24—32—40—48—56
若用八角手
孔位:1 孔
边序:1 → 8 边
研磨顺序演示图
② 琢磨下腰小面
下腰小面切磨角度一般比亭主面大 2~3°(如水晶45°)。
下腰小面有16个,圆周分度与上腰小面一致,也分两组分别进行琢磨。
若用机械手
一组:圆周分度 2—10—18—26—34—42—50—58
二组:圆周分度 6—14—22—30—38—46—54—62
若用八角手
一组:孔位 3 ;边序1→8
二组:孔位 4 ;边序1→8
研磨顺序演示图
(9)抛光亭部各小面
亭部各组小面细磨完后,即可进行抛光。
将磨盘换成抛光盘,各组小面的抛光角度各圆周分度与琢磨时相同。
抛光顺序:
亭主面→ 下腰小面
(10)拆胶、清洗宝石
将加工好的宝石从粘杆上卸下,宜先稍加热粘胶再拆开,切勿硬掰,
以免宝石破损。
将宝石放入清洗液如酒清中浸泡,溶解去掉残胶,洗净宝石。
2. 凸面型宝石的一般加工工艺流程:
凸面型宝石加工工艺流程图
开料→ 出坯→ 圈形→ 粘胶→ 造型→ 细磨→ 抛光→ 上蜡
8.3.1 开料
8.3.2 出坯
(1)画线
(2)切割修整
切割修整过程示意
8.3.3 圈形
轮磨凸面型宝石侧面底面边缘打磨出一圈小斜面粘胶
造型
凸面型宝石的成形步骤
细磨
软面磨盘结构与柔性磨削作用
8.3.7 抛光
8.3.8 拆胶、清洗、修饰、上蜡
3. 玉雕工艺流程
选料 -> 设计 -> 琢磨 -> 抛光 -> 上腊
4. 玉镯加工工艺
(1)选料 (2)片料设计与开料(3)镯环设计及制环坯 (4)镯料形状确定设计 (5)倒角
(6)加工外圆 (7)加工内圆 (8)后期处理
(1)选料
(2)片料设计与开料
(3)镯环设计及制环坯
(4)镯料形状确定设计
仔细观察镯坯侧面有无先前未发现的小裂纹和瑕疵,在充分考虑去杂质方案后,再进行镯料设计,并确定镯料截面形状门口圆形、椭圆形或馒头形),如图 (c)所示。
(5)倒角
使用内外倒角轮磨削棱角
(6)加工外圆
使用内圆夹自环内夹住镯环,打磨、抛光外圆
(7)加工内圆
使用外圆夹自环外夹住镯环,打磨、抛光内圆
(8)后期处理
清洗、上腊
4. 珠形款式加工工序
开石-> 出坯 -> 预形 -> 粗磨 -> 细磨 -> 抛光 -> 过蜡 -> 穿孔
(1)开石
(2)出坯
(3)预形
(4)粗磨
5)细磨
6) 抛光
(7)过蜡
8) 穿孔。