TA2板料激光热应力弯曲成形及其力学性能研究
- 格式:pdf
- 大小:297.96 KB
- 文档页数:7

《金属塑性成形原理》项目研究题目:激光弯曲成形班级:05011301姓名:刘凯鹏学号:2013301156指导老师:王永军日期:2016年1月6日目录摘要 (3)1. 对象描述 (3)2. 研究目标 (4)3. 研究内容 (4)4. 研究方案 (4)5. 模拟过程 (7)6. 后处理数据图表 (37)7. 成型规律总结分析 (45)8. 学习总结 (45)9.参考文献 (46)摘要:一些合金在室温下塑性差,冷成形困难,将激光成形技术用于金属板料成形,在航空航天产品,以及电子元件的研发和制造中发挥着重要作用。
因此,了解激光弯曲成形的机理,激光功率、光斑直径、扫描速度、扫描次数以及能量密度等影响因素对板料激光弯曲角度的影响就显得十分必要,在其它参数一定的情况下,弯曲角度随着激光功率的增加先增大后减小,随着扫描速度、光斑直径的增大而减小;弯曲角度随着扫描次数和能量密度的增加而增大。
本文采用ABAQUS软件对激光弯曲成型过程进行数值模拟和分析。
1.对象描述:1)激光弯曲简介:激光弯曲成形是一种利用高能激光束扫描金属板料表面时形成的非均匀温度场所导致的热应力来实现塑性变形的工艺方法。
这是一种无模具,无外力的非接触式热态积累成型技术,具有生产周期短,柔性大,精度高等特点。
所以不存在模具制作,磨损和润滑问题,也不存在贴膜,回弹现象,成形精度高,适合于精密仪器制造,其工业应用遍及航空航天,微电子行业等多个领域。
2)激光弯曲原理:激光弯曲成形的变形过程是通过激光加热金属板料所产生的弯曲应变(平面外应变)、平面内应变或两者的联合作用来实现的。
弯曲应变或平面外应变使金属板料产生角变形,如图所示:而平面内应变则使金属板料实现XY平面内成形,如图所示:例如板料的缩短就是通过激光扫描在整个厚度方向上产生的类似应变来实现的。
而由于材料性能的差异以及所采用的工艺参数的不同,都会导致不同的变形机理,有时往往是几种机理的混合作用。


文章编号:1001-3997(2007)09-0132-03第9期-132-2007年9月MachineryDesign&Manufacture机械设计与制造激光板料成形技术的研究及应用*陈毅彬周建忠孙月庆黄舒(江苏大学机械工程学院,镇江212013)Theresearchprogressandapplicationoflasertechnologyonsheet-metalformingCHENYi-bin,ZHOUJian-zhong,SUNYue-qing,HUANGShu(SchoolofMechanicalEngineering,JiangsuUniversity,Zhenjiang212013,China)!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!"【摘要】金属板料激光成形技术是近年来出现的一种先进柔性加工技术。
分别介绍了激光热应力成形、激光冲击成形(LSF)和激光喷丸成形(LPF)的成形机理,分析了成形的主要影响因素。
影响这三种激光成形方式的因素主要有:激光参数、扫描轨迹、材料性质、板料几何参数和约束边界条件等。
分别从机理、工艺参数、成形工艺等方面分析了这三种板料激光成形的技术特点。
最后,对这三种激光板料成形技术的应用前景进行了展望,并指出激光板料成形技术在成形的精确控制及成形复杂件方面存在的一些尚待解决的关键问题。
关键词:激光技术;板料成形;热应力;冲击波;残余应力【Abstract】Laserformingtechnologyofsheet-metalisanadvancedandflexibleprecisionfinishingtechnologythatisemerginginrecentyears.Atpresent,sheet-metalformingbyusinglasertechniquescouldbeclassifiedaslaserthermal-stressforming,lasershockforming(LSF)andlaserpeeningforming(LPF).Itintroducesandanalysestheformingmechanisms,mainprocessinfluencingfactorsandtechnologiccharacteristicsrespectivelyabouttheapplicationsofthethreelasersheet-metalformingmethodswhicharementionedabove.Atlast,theapplicationprospectsofthethreelasersheet-metalformingtechnologiesarepresented,andsomekeyproblemsincomplexproductsandaccuratecontrolforming,whichneedtobesolvedurgently,arealsopointedout.Keywords:Lasertechnology;Sheet-metalforming;Thermalstress;Shockwave;Residualstress中图分类号:TH16文献标识码:A*来稿日期:2006-11-21*基金项目:国家自然科学基金(NO.50475127,NO.50675090);江苏省自然科学基金(NO.BK2004063);教育部科学技术研究重点项目(NO.204052)和国防航空基金(NO.02H52053)1前言目前,激光技术在金属板料成形领域的应用研究可分为:激光热应力成形、激光冲击成形和激光喷丸成形。




Pam-Stamp 2G模拟板料热冲压成形过程王书恒伊塞-埃特控股有限公司摘要:与冷冲压成形相比,热冲压成形有很多优点,例如热冲压成形后板料回弹量很小、零件的贴模性好、热冲压成形加工方式能够充分利用材料的塑性性能来加工零件。
因此,热冲压成形加工方式应用越来越多,本文主要利用Pam-Stamp 2G软件研究金属板料热冲压成形过程。
关键词:热冲压成形,回弹,数值模拟The Numerical Simulation of the Hot Forming Processesusing Pam-Stamp 2GWang ShuhengESI-ATE Holdings LimitedAbstract:In contrast to cold forming processes, hot forming has many advantages. The metal "springback" effect is eliminated while the part's ductility is improved. The desired form is achieved with relatively low pressure and minimal residual part stress. Hot forming produces better grain flow and microstructure which in turn improves the part's mechanical properties. And finally, a hot forming system offers relatively high production rates with minimal defects. In this paper, the hot forming processes of one automotive stamped parts are simulated by using Pam-Stamp 2G.Keywords:hot forming, springback, numerical simulation0前言热冲压成形是借助于温度、压力以及时间等工艺因素来加工零件的成形方式。



TA2纯钛构件电流辅助旋压成形实验研究王建华;毛佳新;靳凯;郭训忠【摘要】目的研究TA2纯钛板电流辅助旋压成形工艺参数的影响,对变形过程进行分析.方法在1 mm纯钛板的旋压过程中,电源、钛板和工具头构成电流回路,钛板局部温度迅速升高,工具头和旋轮协同导电加热旋压变形.试验了TA2纯钛板在室温和不同电流辅助下的旋压成形性能,在此基础上试验并分析了不同润滑条件下的旋压件表面质量.结果在电流辅助旋压成形过程中,曲母线形件旋压变形过程为剪切变形,壁厚偏离率会影响钛板失稳起皱和反挤等缺陷.由电塑性效应可知,电流对纯钛板成形性能有着显著的影响,纯钛板的塑性变形能力随电流的增加而增强;二硫化钼作为一种理想的高温润滑剂,可以降低摩擦因数,提高旋压件的表面质量和工具头的使用寿命.结论实验发现电流辅助旋压可以显著提升纯钛板的成形性能,表明该技术是可行的,且易于控制操作.【期刊名称】《精密成形工程》【年(卷),期】2018(010)004【总页数】7页(P61-67)【关键词】电流辅助;旋压成形;成形性能;变形过程;工艺参数【作者】王建华;毛佳新;靳凯;郭训忠【作者单位】南京航空航天大学机电学院,南京 211100;南京航空航天大学机电学院,南京 211100;南京航空航天大学机电学院,南京 211100;南京航空航天大学材料科学与技术学院,南京 211100【正文语种】中文【中图分类】TG15数控强力旋压是一种先进的近净成形加工方法,具有变形条件好、制品性能好、应用范围广、尺寸偏差小、材料利用率高等优点,并且可以制得整体无缝空心回转体零件[1]。
钛及钛合金旋压件因其优良的机械和化学性能,在航空航天、武器装备和医疗器材等方面发挥着不可替代的作用[2]。
热旋是钛及钛合金目前最主要的旋压方式,但是热成形中模具受循环热应力影响,材料容易和模具之间发生黏连,会造成润滑条件恶化、成形精度降低等诸多缺陷[3]。
火焰加热和电磁感应加热是热旋常见的方法,电磁感应加热旋压成形方法简单易行,能源采集方便,无环境污染问题,设备操作维修方便,但是电磁感应加热装置成本较高,且只适合管件和筒形件的热旋,不适合异形件的热旋[4]。

TA2M钛合金板材弯曲成形回弹规律的研究的开题报告【摘要】本文研究了TA2M钛合金板材在弯曲成形过程中的回弹规律。
通过对TA2M钛合金板材在不同弯曲角度、弯曲半径和材料厚度下的弯曲成形实验,获取了弯曲后的板材回弹量,并分析了回弹量与弯曲角度、弯曲半径和材料厚度等因素之间的关系,得出了TA2M钛合金板材弯曲成形回弹规律。
研究结果可为TA2M钛合金板材在工业生产中的弯曲成形及工艺控制提供理论参考。
【关键词】TA2M钛合金板材;弯曲成形;回弹规律【引言】TA2M钛合金由于具有高强度、优良的耐腐蚀性、低密度等优点,广泛应用于航空、航天、汽车、医疗等领域。
然而,TA2M钛合金的强韧性使得其在弯曲成形过程中产生回弹现象,影响了产品质量和生产效率。
因此,研究TA2M钛合金板材在弯曲成形过程中的回弹规律,对提高产品质量和生产效率具有重要意义。
【研究目的】本文旨在研究TA2M钛合金板材在弯曲成形过程中的回弹规律,分析回弹量与弯曲角度、弯曲半径和材料厚度等因素之间的关系,为TA2M 钛合金板材的工业生产提供参考。
【研究方法】本文采用实验研究的方法,选取TA2M钛合金板材进行弯曲成形实验,通过测量弯曲后的板材回弹量,分析回弹量与弯曲角度、弯曲半径和材料厚度等因素之间的关系,得出TA2M钛合金板材弯曲成形回弹规律。
【研究步骤】(1)确定实验方案:选取TA2M钛合金板材进行弯曲成形实验,确定实验参数。
(2)进行弯曲成形实验:分别进行不同弯曲角度、弯曲半径和材料厚度的弯曲成形实验,并测量弯曲后的板材回弹量。
(3)分析数据:统计和分析实验数据,得出回弹量与弯曲角度、弯曲半径和材料厚度等因素之间的关系。
(4)得出回弹规律:结合实验结果,得出TA2M钛合金板材弯曲成形回弹规律。
(5)撰写实验报告:根据实验结果,撰写研究报告。
【研究意义】研究TA2M钛合金板材弯曲成形回弹规律,可以为TA2M钛合金板材的工业生产提供参考,有助于提高产品质量和生产效率。

关于板料激光弯曲成形技术的综述me 2014 290 于广州小谷围岛摘要:当前造船业采用的水火弯板工艺中,火焰的精确控制是非常困难的,有赖于经验丰富的技术人员。
板材激光弯曲成形是一种板材柔性成形技术;以高能激光束为热源,利用激光束扫描金属表面进行局部加热形成的不均匀热应力来实现板材的塑性变形。
激光可控性高,有助于板材成形工艺的自动化。
本文将综述板材激光成形技术的相关机理,介绍国内外的研究进展,探究此项技术的前景。
0 引言:金属板材的成型通常包括冷成形与热成形,冷成形包括辊压成形、模压成形、无模成形等几种方式;热成形又分为整体热成形和局部热成形。
二十世纪五六十年代,源于日本的局部热成形技术(水火弯板)以其加工快、操作灵活、无需模具等优点成为船体外板的主要加工方式。
板材激光弯曲成形是一种新兴金属板材柔性成形的技术;以高能激光束为热源,利用激光束扫描金属表面进行局部加热形成的不均匀热应力来实现板材的塑性变形。
激光能量密度高,可控性好,从而克服了水火弯板法难以实现精确控制的弱点。
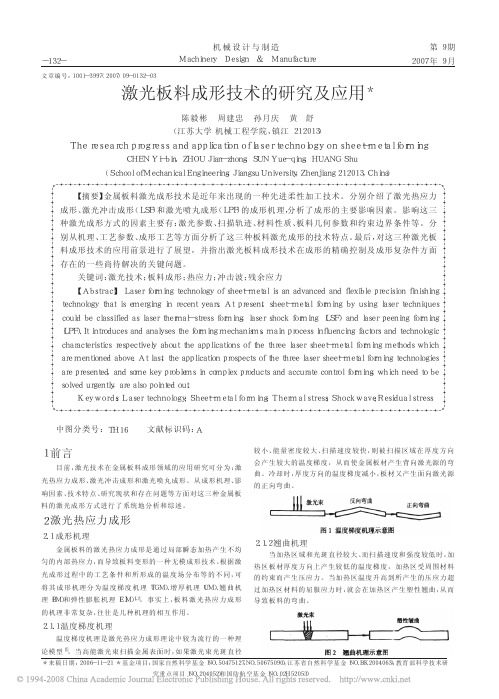
1 板材激光弯曲成形概述1.1 温度梯度原理如图1.2,当直径小、扫描速度快、能量密度高的激光束照射在板材的上表面时,上表面瞬间被加热至高温状态,而下表面的温度在短时间内没有明显变化,此时在加热区的厚度上产生很大的温度梯度。
板材上表面的膨胀量远远大于下表面,从而使板材背向激光束绕扫描线的弯曲,但是未加热区限制了上表面材料的膨胀,而此时加热区域金属材料的屈服极限大大降低,在热应力的作用下,上表面处的材料产生较大的塑性变形,导致板材的上表面出现材料的少量堆积。
在冷却阶段,温度梯度珠江变小,上表面的材料温度降低,体积开始收缩,屈服极限升高,加热受压时产生的堆积不可复原。
同时,下表面则因热传导而开始膨胀,材料屈服应力降低而易于变形,使板材产生面向激光源绕扫描线的正向弯曲。
1.2 屈曲原理:如图1.3,当激光光斑直径较大,板材较薄时,板材正面被加热时,在较大的加热区域内板材厚度方向的温度梯度很小,由于周围材料的约束使加热区产生了压应力,同时由于温度的升高引起材料屈服应力的降低,导致加热区材料发生屈曲,屈曲区中心的材料发生塑性变形、而此时屈曲区两侧及扫描路径上的其他区域依然是弹性变形。


激光弯曲成形1Cr17Ni2不锈钢板料应力-应变场有限元模拟朱晓勇
【期刊名称】《热处理》
【年(卷),期】2009(024)004
【摘要】在综合分析材料热物理性能和力学性能的基础上,建立了板料激光弯曲成形的三维热力耦合模型.利用有限元分析软件对1Cr17Ni2不锈钢板的激光单次扫描弯曲过程进行了数值模拟,得到了应力-应变场模拟结果.模拟结果表明,当高能激光束沿板料表面扫描,在板厚方向会产生强烈的温度梯度,致使加热区材料的塑性应变沿板厚方向差别很大,从而导致板料的弯曲变形.
【总页数】4页(P45-48)
【作者】朱晓勇
【作者单位】合肥工业大学材料科学与工程学院,安徽,合肥,230009
【正文语种】中文
【中图分类】TG665
【相关文献】
1.TA2板料激光热应力弯曲成形及其力学性能研究 [J], 周益军;张永康;游文明;尹晨;张承阳
2.激光弯曲成形温度场与应力场的有限元模拟 [J], 王野平;朱成明
3.金属板材激光弯曲成形应力应变场的数值模拟 [J], 刘顺洪;万鹏腾;方雄
4.基于水冷却的不锈钢板料激光热应力成形试验 [J], 周益军;张永康;孔德军;史建
国
5.板料激光弯曲成形动力显式有限元模拟 [J], 季忠;焦学健;吴诗淳
因版权原因,仅展示原文概要,查看原文内容请购买。

激光诱发板材热应力成形技术及其研究现状周益军;张永康;周建忠;史建国【摘要】概述了板材激光热应力成形技术的发展现状,分析了板材激光热应力成形的主要影响因素,综述了激光束参数、材料的性能及工件几何尺寸对激光热应力弯曲成形的影响,概括了激光热应力成形工艺的一些规律.为了能使板材激光热应力成形技术应用于生产,在总结前人研究成果的基础上,指出了板材激光热应力成形工艺存在的关键问题,并提出了目前板材热应力成形技术应用于生产所需要研究的内容.【期刊名称】《激光技术》【年(卷),期】2006(030)004【总页数】4页(P425-428)【关键词】激光技术;激光成形;热应力;板材弯曲【作者】周益军;张永康;周建忠;史建国【作者单位】江苏大学,激光技术研究所,镇江,212013;扬州职业大学,扬州,225500;江苏大学,激光技术研究所,镇江,212013;江苏大学,激光技术研究所,镇江,212013;江苏大学,激光技术研究所,镇江,212013【正文语种】中文【中图分类】TG665引言激光热应力成形是国外近年来提出的一种新的金属构件成形方法,它利用激光扫描金属薄板时,在热作用区域内产生的强烈温度梯度而诱发的热应力,使板料实现塑性变形。
它与通过对板材施加外力使板料实现塑性变形有本质的区别。
激光诱发板材成形具有如下特点:激光热应力成形为无模成形,且无需任何形式的外力,因而生产周期短、柔性大,特别适合批量小的大型零件生产;因不受模具限制,可容易地复合成形和制作各类异形件;激光热应力成形属热态成形,总的变形由多次扫描累积而成,而且是在热态下进行,因此能够使难变形或脆性材料的板料在常温下成形;因每次变形量小,曲线弯边时不易产生皱曲;工艺参数可进行控制,从而既保持零件质量,又可改善生产环境;对激光束模式无特殊要求,易于实现成形、切割、焊接等激光加工工序的复合化。
成形过程无噪声、无污染,被加工材料少,属于清洁、绿色制造的范畴[1,2]。
TA2板料激光热应力弯曲成形及其力学性能研究
作者:周益军, 张永康, 游文明, 尹晨, 张承阳, Zhou Yijun, Zhang Yongkang, You Wenming, Yin Chen, Zhang Chengyang
作者单位:周益军,Zhou Yijun(江苏大学机械工程学院,江苏镇江,212013;扬州职业大学,江苏扬州,225509), 张永康,Zhang Yongkang(江苏大学机械工程学院,江苏镇江,212013), 游文明
,尹晨,张承阳,You Wenming,Yin Chen,Zhang Chengyang(扬州职业大学,江苏扬州,225509)刊名:
中国工程科学
英文刊名:ENGINEERING SCIENCES
年,卷(期):2007,9(10)
1.Namba Y Laser forming in space 1986
2.Vollertsen F An analytical model for laser bending 1994(02)
3.张永康;周建忠;叶云霞激光加工技术 2004
4.Chen D J;Xiang Y B;Wu S C Application of fuzzy-neural network to laser bending process of sheet metal[外文期刊] 2002(06)
5.Chant K C;Harada Y;Liang J Deformation behaviour of chromium sheets in mechanical and laser bending[外文期刊] 2002(2-3)
6.李纬民金属板材激光弯曲成形规律的研究[期刊论文]-中国激光 1998(09)
7.Cheng J G;Yao Y L Process synthesis of laser forming by genetic algorithm[外文期刊] 2004
8.廖永平;严擎宇正交试验法在机械工业中的应用 1982
1.周益军.张永康.周建忠.史建国.ZHOU Yi-jun.ZHANG Yong-kang.ZHOU Jian-zhong.SHI Jian-guo激光诱发板材热应力成形技术及其研究现状[期刊论文]-激光技术2006,30(4)
2.张永康.周益军.周建忠.史建国.ZHANG Yong-kang.ZHOU Yi-jun.ZHOU Jian-zhong.SHI Jian-guo激光热应力成形工艺参数综合作用试验及评估[期刊论文]-江苏大学学报(自然科学版)2006,27(4)
3.韩丽青.王自东.申曦.李峰.白兴国.HAN Li-qing.WANG Zi-dong.SHEN Xi.LI Feng.BAI Xing-guo TA2/316L的连接技术及其腐蚀与防护[期刊论文]-铸造技术2007,28(4)
4.沈洪.石永军.姚振强.胡俊.SHEN Hong.SHI Yong-jun.YAO Zhen-qiang.HU Jun板料激光直线扫描弯曲角度的解析模型[期刊论文]-上海交通大学学报2006,40(9)
5.王秀凤.陈光南.胡世光.Janos Takacs.Gyorgy Krallics激光点热源作用下动态微变形的数值模拟与校验[期刊论文]-中国激光2004,31(12)
6.石永军.刘峰.綦耀光.姚振强.Shi Yongjun.Liu Feng.Qi Yaoguang.Yao Zhenqiang激光热成形工艺中加热位置对板材变形的影响[期刊论文]-中国激光2008,35(7)
7.王秀凤.胡世光.陈光南.Janos Takacs.Gyorgy Krallics激光点热源作用下试件内部热传导的实验研究[期刊论文]-光电子·激光2004,15(2)
8.周益军.张永康.游文明.尹晨.Zhou Yijun.Zhang Yongkang.You Wenming.Yin Chen脆性球铁板料激光热应力成形[期刊论文]-中国激光2008,35(6)
9.王秀凤.Janos Takacs.Gyorgy Krallics激光弯曲机理的试验研究[期刊论文]-北京航空航天大学学报
2002,28(4)
10.石永军.沈洪.姚振强.胡俊.SHI Yong-jun.SHEN Hong.YAO Zhen-qiang.HU Jun激光热成形温度场和变形场相似性研究[期刊论文]-光电子·激光2006,17(8)
本文链接:/Periodical_zggckx200710006.aspx。