轧制力测试系统的设计
- 格式:ppt
- 大小:806.50 KB
- 文档页数:30
《轧钢测试技术》要点本文由整理编写!1.测试技术包括两个方面的含义:一是对物理现象的定性了解,二是对物理现象的定量掌握。
2.测量就是在某一特定条件下,通过实验的方法,将被测的物理量与所规定的标准量进行比较的过程。
3.直接测量被测的物理量可直接与标准量进行比较的测量方式称为直接测量。
4.间接测量被测的物理量不能够或不易于直接与标准量进行比较,但它与几个有关变量呈函数关系,可对这几个变量直接测量,然后再代入函数式中,求出被测的物理量。
5.广义上的测量仪表包括敏感器、传感器、变换器、运算器、显示器、数据处理器装置等。
测量仪表的好坏直接影响测量结果的可信性。
了解测量仪表的功能和构成原理,有助于正确选用仪表。
6.测量过程中测量仪表完成的主要任务有:物理变换功能、信号的传输和测量结果的显示。
依据一定的物理定律,将难于直接同标准量“并列”比较的被测物理量经过一次或多次的信号能量转换,变换成便于处理、传输和测量的信号能量形式。
7.测量仪表的特性,一般分为静特性和动特性两种,当测量仪表进行测量的参数不随时间而变化或随时间变化很慢,可不必考虑仪表输入量与输出量之间的动态关系而只需考虑输入量与输出量之间的静态关系时,联系输入量与输出量之间的关系式是代数方程,不含时间变量,这就是所谓的静特性。
8.当测量随时间变化很快,必须考虑测量仪表输入量与输出量之间的动态时间关系时,联系输入量与输出量的关系是微分方程,含有时间变量,这就是所谓的动特性。
9.测量系统的主要技术指标有:仪表量程、准确度、灵敏度、稳定性等。
10.一个完善的测量系统应包括信息的获得,转换、显示和处理等几部分。
11.传感器的作用:将感受到的非电量转换成电量,以便进一步放大、记录或显示。
12.传感器由两部分组成:一部分是直接承受非电量作用的机械零件或专门设计的弹性元件;另一部分是敏感元件(如应变片等)。
13.测量系统的作用:把传感器的输出变量变成电压或电流信号,以便能在指示仪上指示或记录仪中记录。
实验1 轧钢机工作机座刚度的测定(轧制法)一、实验目的掌握轧钢机工作机座自然刚度的测定方法,加强对工作机座自然刚度的理解。
二、实验原理轧制过程中,在轧制力的作用下,轧件产生塑性变形,其厚度尺寸和断面形状发生变化。
与此同时,轧件的反作用力使工作机座中的轧辊、轧辊轴承、轴承座、垫板、压下螺丝和螺母、牌坊等一系列零件相应产生弹性变形。
通常将这一系列受力零件产生的弹性变形总和称为工作机座或轧机的弹跳值。
轧件厚度、初始辊缝和轧制力的关系可以用弹跳方程来表示,最简单的表达形式为:h=S0+f=S0+P/K式中h—轧件出口厚度;S0—轧辊初始辊缝;f—机座的弹性变形;K—轧机刚度系数,它表示轧机抵抗弹性变形的能力;P——轧制力。
轧机刚度系数K的大小取决于轧制力和轧机的弹性变形。
如果能测得不同轧制力下对应的轧机弹跳值,就可以绘出轧机的弹性变形曲线,曲线的斜率即为轧机的刚度系数。
三、实验器材装有测压仪(或测压头)的实验轧机1台不同厚度铝板试件若干游标卡尺(或千分尺)1把四、实验内容及步骤1、检查实验轧机,保证轧机正常运转;2、将原始辊缝调到0.4mm,并保持恒定;3、分别将厚度为5.6mm、6.5mm、7.1mm、8.8mm的四种规格铝板试件按顺序编号,在调好的辊缝中依次进行轧制,记录轧制压力,测出每道次铝板试样轧后厚度。
4、将测得的数据列入下表中。
5、整理数据,绘制轧机自然刚度变形曲线。
表一0.88表二初始辊缝S0=0.4mm表三五、实验要求1、将实验原理和过程写入实验报告。
2、将每次轧制的轧制力数据和轧件出口厚度数据写入实验报告。
3、利用坐标纸在P-h坐标系中,绘制轧制法测定的轧钢机弹性变形曲线,并求出自然刚度系数。
K=tgα=△P/△h实验二轧钢机工作机座刚度的测定(压靠法)一、实验目的掌握轧钢机工作机座自然刚度的测定方法,加强对工作机座自然刚度的理解。
二、实验原理用轧辊压靠法测定时,轧辊中没有轧件。
轧辊一面空转,一面调整压下螺丝,使上下工作辊直接接触压靠。

设计目录前言 (1)第一章轧辊的工艺计算1.1 轧辊的基本参数 (5)1.2 轧辊的材料、轧辊的硬度面 (5)1.3 轧辊的强度校核 (6)1.4 工作辊与支承辊的接触应力 (9)1.5 轧辊的变形计算 (10)1.6 工作辊与支承辊间的弹性变形 (11)1.7 轧辊轴承的选择 (12)1.8 轴承寿命的计算 (12)1.9 轧辊轴承润滑 (13)第二章压下螺丝与螺母的工艺参数2.1 压下螺丝的选择 (14)2.2 压下螺母的选择 (15)2.3 电机的选择 (17)第三章轧辊平衡系统的工艺参数3.1 支承辊平衡缸的选择 (18)3.2 工作辊平衡缸的选择 (19)第四章机架的工艺参数4.1 机架的主要结构参数 (20)4.2 机架的结构 (21)4.3 机架的强度计算 (24)第五章工作机座刚度计算5.1 轧辊系统的弹性变形 (25)5.2 轧辊轴承的弹性变形 (26)5.3 轴承座的弹性变形 (27)5.4 压下系统的弹性变形 (28)5.5 支承辊轴承座和压下螺丝间各零件的弹性变形 (30)5.6 压力调心板的接触变形 (31)5.7 机架的弹性变形 (32)第六章轧辊轧制力矩的计算 (33)第七章减速器 (34)第八章万向接轴的选择 (35)第九章电动机容量计算与校核9.1 主电机容量的计算 (36)9.2 主电机容量的校核…………………………….结束语 (39)参考文献 (40)前言随着汽车、制罐、无线电技术等部门的迅速发展,冷轧薄板的产量日益增加。
冷轧的生产成本比热轧的高10%,投资费用比热轧多20-25%,但冷轧钢板的性能和质量都比热轧的好,在同样的用途下,可以节约金属达30%,故冷轧薄板得到迅速发展。
美国使用的薄板几乎百分之百都是冷轧的,热轧薄板的焊管冷弯型钢的坯料都是冷轧的。
目前,国外绝大多数薄板是连续式生产,成卷供应。
冷轧薄板轧机有:连续式冷轧机,多辊式轧机(八辊,十二辊,二十辊等),四辊可逆冷式轧机,六辊冷轧机和特殊轧机。
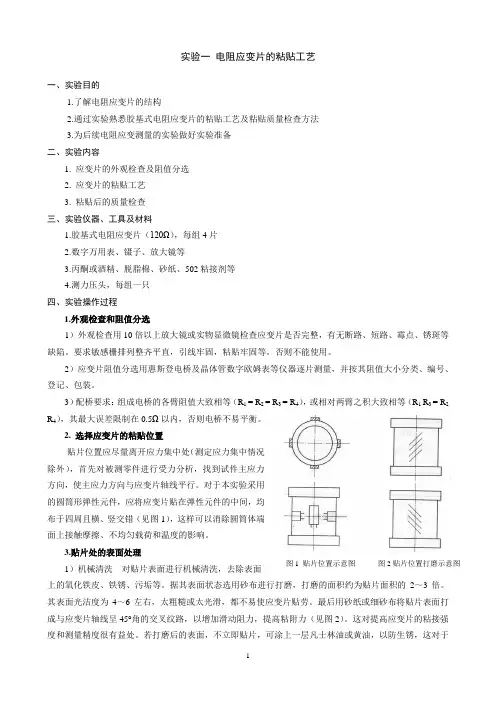
实验一电阻应变片的粘贴工艺一、实验目的1.了解电阻应变片的结构2.通过实验熟悉胶基式电阻应变片的粘贴工艺及粘贴质量检查方法3.为后续电阻应变测量的实验做好实验准备二、实验内容1. 应变片的外观检查及阻值分选2. 应变片的粘贴工艺3. 粘贴后的质量检查三、实验仪器、工具及材料1.胶基式电阻应变片(120Ω),每组4片2.数字万用表、镊子、放大镜等3.丙酮或酒精、脱脂棉、砂纸、502粘接剂等4.测力压头,每组一只四、实验操作过程1.外观检查和阻值分选1)外观检查用10倍以上放大镜或实物显微镜检查应变片是否完整,有无断路、短路、霉点、锈斑等缺陷。
要求敏感栅排列整齐平直,引线牢固,粘贴牢固等。
否则不能使用。
2)应变片阻值分选用惠斯登电桥及晶体管数字欧姆表等仪器逐片测量,并按其阻值大小分类、编号、登记、包装。
3)配桥要求:组成电桥的各臂阻值大致相等(R1 = R2 = R3 = R4),或相对两臂之积大致相等(R1 R3 = R22. 选择应变片的粘贴位置贴片位置应尽量离开应力集中处(测定应力集中情况除外),首先对被测零件进行受力分析,找到试件主应力方向,使主应力方向与应变片轴线平行。
对于本实验采用的圆筒形弹性元件,应将应变片贴在弹性元件的中间,均布于四周且横、竖交错(见图1),这样可以消除圆筒体端面上接触摩擦、不均匀载荷和温度的影响。
3.贴片处的表面处理图1 贴片位置示意图图2贴片位置打磨示意图1)机械清洗对贴片表面进行机械清洗,去除表面上的氧化铁皮、铁锈、污垢等。
据其表面状态选用砂布进行打磨,打磨的面积约为贴片面积的2~3倍。
其表面光洁度为4~6左右,太粗糙或太光滑,都不易使应变片贴劳。
最后用砂纸或细砂布将贴片表面打成与应变片轴线呈45°角的交叉纹路,以增加滑动阻力,提高粘附力(见图2)。
这对提高应变片的粘接强度和测量精度很有益处。
若打磨后的表面,不立即贴片,可涂上一层凡士林油或黄油,以防生锈,这对于潮湿的夏天很有必要。
题目:小型轧钢机设计一。
文献综述1。
轧钢机的发展轧钢机是实现金属轧制过程的设备。
泛指完成轧材生产全过程的装备﹐包括有主要设备﹑辅助设备、起重运输设备和附属设备等。
但一般所说的轧钢机往往仅指主要设备。
据说在 14世纪欧洲就有轧钢机,但有记载的是 1480 年意大利人达·芬奇(Leonardo da Vinci)设计出轧钢机的草图。
1553 年法国人布律列尔轧制出金和银板材,用以制造钱币。
此后在西班牙﹑比利时和英国相继出现轧机.英国于 1766 年有了串行式小型轧钢机,19世纪中中期,第一台可逆式板材轧钢机在英国投产,并轧出了船用铁板。
1848 年德国发明了万能式轧钢机,1853 年美国开始用三辊式的型材轧钢机,并用蒸汽机传动的升降台实现机械化。
接着美国出现了劳特式轧机. 1859 年建造了第一台连轧钢机。
万能式型材轧钢机是在 1872 年出现的;20世纪,随着冶金工业的发展,已出现多种类型的轧钢机,其中有用三辊粗轧钢机和五架四辊稿轧钢机组成的半连续式带轧钢机[1]。
现代轧钢机发展的趋向是连续化、自动化、专业、,产品质量高、消耗低。
60年代以来轧机在设计,研究和制造方面取得了很大的进展,使带材冷热轧机、厚板轧机、高速线材轧机、H型材轧机和连轧管机组等性能更加完善,并出现了轧制速度高达每秒钟 115米的线材轧机、全连续式带材冷轧机、5500毫米宽厚板轧机和连续式 H型钢轧机等一系列先进设备.轧机用的原料单重增大,液压 AGC、板形控制、电子计算机程序控制及测试手段越来越完善,轧制品种不断扩大.一些适用于连续铸轧、控制轧制等新轧制方法,以及适应新的产品质量要求和提高经济效益的各种特殊结构的轧机都在发展中[2]。
2.轧机的主要设备由轧辊、轧辊轴承、轧机机架、轧机轨座、轧辊调整装置、上轧辊平衡装置、传动装置、附属设备等组成。
3.轧钢技术发展前景世界轧钢工业的技术进步主要集中在生产工艺流程的缩短和简化上,最终形成轧材性能高品质化、品种规格多样化、控制管理计算机化等。
现场安装调试的步骤与方法轧钢自动化控制系统不仅系统复杂、技术难度较高、工艺复杂,而且受控轧线各设备联调时还可能发生设备事故,因此,必须有严格的组织和行之有效的安全措施。
现场安装调试可以分为无负荷试车和负荷试车两个阶段,这两个阶段又可以分为若干个分阶段(步骤),每个分阶段给出如下五个方面的要求和说明:·进入条件-说明本调试分阶段开始前准备工作和进入条件的要求;·步骤和方法-本调试分阶段的调试步骤和调试方法的说明;·检查项目-本调试分阶段调试项目和调试结果检查列表;·不正常情况的处理-调试中可能出现的异常情况的处理方法;·阶段完成的确认-本分阶段调试完成的确认条件,也是下一步调试分阶段的进入条件的确认。
一、无负荷试车阶段无负荷试车阶段按下述的分阶段进行。
1.自动化系统设备的安装和软、硬件检查按照自动化设备制造商提供的安装说明书或在制造商技术人员的指导下,安装自动化设备,并进行各装置的软、硬件检查,这些检查仅限于装置本身,包括网络通讯装置。
2.接口信号测试在自动化设备安装完毕,与现场设备连接的电缆敷设完成,现场设备如控制台、传感器、仪表、传动装置的控制部分可以送电使用时,可以进行接口信号测试,主要测试基础自动化系统与现场的I/O信号。
静态测试用以测试信号的状态和模拟量I/O信号的标定;动态测试用以测试信号的波形和频率,如脉冲计数输入信号。
此外,网络交换信息和图形显示、功能键操作也要进行测试,以检验其正确性。
在进行接口信号测试时,一般需要编制一些简单的测试程序,以检查测试结果或强制某些信号的状态,产生需要的测试条件和测试基础数据。
接口信号的测试是现场安装调试工作的基础,必须认真细致低做好。
过程自动化接口信号测试主要是网络交换信号的测试。
3.单体试车指单台轧线工艺设备的试车。
一台轧线工艺设备可能由一台或几台自动化装置控制,一台自动化控制装置也可能参与几台轧线工艺设备的控制,按下述步骤进行:辅助调试阶段:本阶段以传动装置、液压装置、润滑、气动、冷却装置调试为主,自动化系统调试人员作为辅助人员参与这些装置的调试。
轧机控制系统性能评估在带钢厚度和板形控制方面的应用Performance assessment of control systems in rolling mills – application to strip thickness and flatness controlMohieddine JelaliDepartment of Plant and System Technology, Betriebsforschungsinstitut (BFI)VDEh-Institut für Angewandte Forschung GmbH, Sohnstr. 65, D-40237 Düsseldorf, Germany摘要:这篇文献将控制系统性能监测(CPM)技术带入了一个它从未进入过的工业领域——金属加工领域,在这个领域里前人的研究成果并不是很多。
金属加工行业对提高控制器性能比较感兴趣,本文展示了如何在在这个领域里寻找尚未发现的机会来提高控制器的性能。
为了解决这个问题,必须予以考虑特殊的方面,包括在线非连续性能评价,基于时间和长度的评估以及振动诊断。
本篇论文提供了两个关于对冷连轧机控制系统性能评价的工业研究案例:(1)前馈/反馈带钢厚度控制器;(2)带钢平坦度内建模型控制器。
通过分析常规操作数据可以得到性能监测指标——最小方差指数和振荡指数,进尔提出改进措施。
一种用于计算和显示系统性能指数的的监测工具被开发出来,经过修改在这个领域得到了应用。
结果表明对个别的产品生产来说调整厚度反馈控制器能够更好的抑制来料厚度扰动。
平坦度控制器的性能是令人满意的,因此不需要采取措施。
关键词:控制系统性能监测;Harris指数;前馈/反馈控制;方差分析;带钢厚度控制;带钢板形控制1、说明为了在获得高质量产品同时减少工业中对原材料和能源的消耗,迅速的发现并解决过程控制中的故障和明确改进方向是必要的。
热连轧机电气控制系统的联动调试电气控制系统的联动调试系指在上级过程计算机和自动化仪表控制设备未参与的情况下,仅包含基础自动化级控制设备及轧线各传动控制设备和系统而进行的模拟轧钢的调试。
各基准给定信号、运行方式等均由操作(调试)人员在操作台(或操作键盘)上给出,如轧制速度给定、辊缝设定等。
模拟轧制过程中,钢坯与带材的跟踪检测信号均以模拟开关动作来生产。
现代化热轧生产线均设有专用于模拟调试的“模拟柜(屏)”。
由于试验时没有实际带钢的束缚,活套挑高度控制、活套及卷取张力控制等均不投入,它们的调试待实际穿带轧制时进行。
同理,温度控制、轧制力控制等也待实际轧钢与自动化仪表联动运行调试才完成对它们的检查确认和调试。
22.11.1 基础自动化级控制系统的调试基础自动化级控制设备分为可编程序控制器(PC)、直接数字控制器(DDC)和微机控制装置。
热轧厂中基础自动化级包括板坯库、加热炉、粗轧机组、精轧机组、带钢冷却、卷取机等若干系统,按上级过程计算机或人工给出的基本给定值和运行方式选择信号,对系统区分内设备进行顺序控制和闭环调节控制。
系统之间以及系统内多台基础自动化设备间的信息交换与传输是通过通讯母线进行的。
系统与下级电气传动间的信息交换与传输则多通过硬接口I/O及远程I/O(输入/输出)接口进行。
采用基础自动化级的热轧操作台内设有用于人—机接口的“操作员站”,它由可编程序控制器或微机装置、操作键盘、CRT显示器和打印装置组成,集操作控制、设备运行监视、故障报警、记录打印多功能于一体,经通讯接口与各系统作信息交换。
基础自动化级的调试包括设备硬件检查和程序(软件)的模拟调试两大内容。
不同设备组成的系统调试的具体步骤与内容有一定差别,原则上要根据设计和软件编制单位提供的调试手册,在设计和软件编制人员协作下进行。
调试的基本内容与方法与可编程序控制器控制系统类似,可参阅本手册第8章。
22.11.1.1 一般检查和设定1)设备清点,配线检查,屏蔽状况检查;2)绝缘检查,设备通电;3)各插件板,基板上设定开关的初始值设定,I/0插件板的地址设定。
自动轧钢机的PLC控制摘要随着生产力和科学技术的不断发展,人们的日常生活和生产活动大量的使用自动化控制,不仅节约了人力资源,而且很大程度的提高了生产效率,又进一步的促进了生产力快速发展,并不断的丰富着人们的生活。
本设计是研制自动化程度高、工作可靠轧钢机的PLC控制系统,使其完成进料、轧钢、出料的自动化程序控制。
该设计充分利用了学习中讲述的可编程控制器(PLC)的多方面的设计知识和方法,再加上接近开关、压力阀的配合使用精确的实现了轧钢机从按下启动按钮开始,到接近开关有信号,输送电动机转,钢板到位后,另一个接近开关有信号轧钢机正转,电磁阀通电,给一个向下的下压量,同时输送电动停转,S2没有信号时,YA失电退回,M3反转,钢板退回,当S1在次有信号时重复以上动作,第三次轧钢完成后S2再次没有信号时,停机下量。
关键词:PLC,传感器,电磁阀,钢板,正转,反转AUTOMATIC ROLLING MILL OF PLC CONTROLABSTRACTAlong with productive forces and science and technology unceasing development, people's daily life and production activity massive use automation control, not only saved the human resources, moreover very great degree enhancement production efficiency, also the further promotion productive forces fast development, and unceasing was enriching people's lifeThis design is a high degree of automation, reliable rolling mill of PLC control system, make the finished feeding, rolling, automation control program.This design makes full use of learning about the programmable logic controller (PLC) of various design knowledge and methods, plus proximity switch, pressure valves with use accurate realized from the press the start button mill began to close a signal switch, motor, conveying, and another steel rolling mill is a signal switch to turn, solenoid valve, gives a downward energized, while conveying output.however, S2 no signal electric stalled, YA losing electricity back plate, back, and from M3 reversal in times when S1 repeat above is a signal, the third after rolling again no signal, S2 down under.KEY WORDS: PLC, sensors, solenoid valves, steel, are turning, reverse目录前言 (1)第1章可编程控制器的基本结构及原理 (2)1.1 PLC的基本组成与各部分的作用 (2)1.1.1 PLC的基本组成 (2)1.1.2 PLC各部分的作用 (2)1.2 三菱FX2N系列PLC (4)1.3 可编程控制器的主要原理 (5)第2章系统的硬件设计 (7)2.1PLC机型选择 (7)2.2I/O分配表及其硬件原理图 (8)2.3 主电路的设计 (11)2.3.1 电动机的选择 (11)2.3.2 自动轧钢机的工作方式 (11)2.4 轧钢机的工作流程图 (13)第3章系统软件的设计 (14)3.1 软件的组成及其作用 (14)3.1.1 PLC的内部资源 (14)3.1.2 PLC的编程语言 (15)3.2PLC的梯形图程序 (17)第4章系统常见故障分析及维护 (21)4.1系统故障的概念 (21)4.2 系统故障分析及处理 (21)4.2.1 PLC主机系统 (21)4.2.2 PLC的I/O端口 (22)4.2.3 现场控制设备 (22)4.3 系统抗干扰性的分析和维护 (23)结论 (24)谢辞 (25)参考文献 (26)附录 (27)外文资料翻译 (29)前言自动轧钢机在工业中应用很广泛,以前它采用的是继电器线路控制系统,该系统故障率高,维修不便,极大地影响其工作效率。