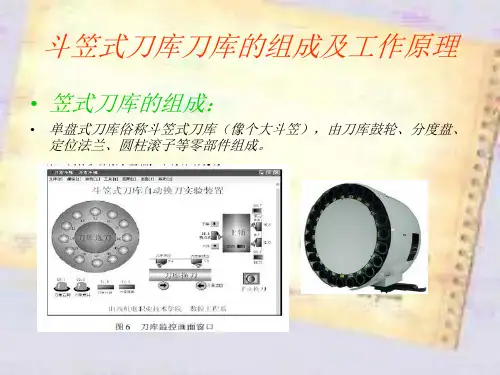
斗笠式刀库的设计
- 格式:doc
- 大小:1.71 MB
- 文档页数:26
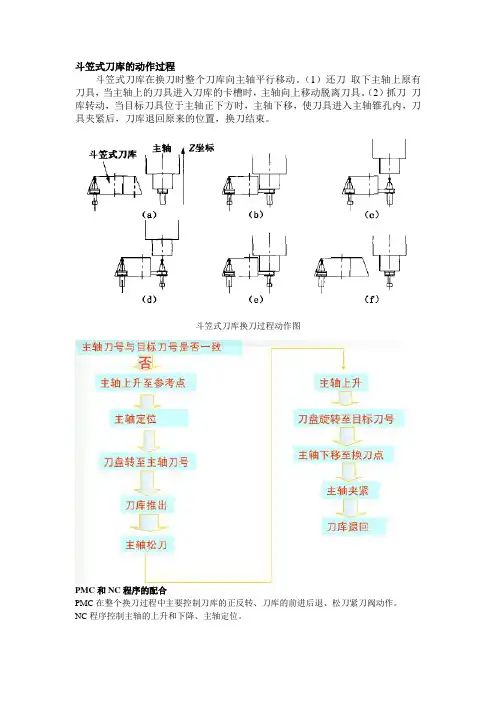
斗笠式刀库的动作过程斗笠式刀库在换刀时整个刀库向主轴平行移动。
(1)还刀取下主轴上原有刀具,当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具。
(2)抓刀刀库转动,当目标刀具位于主轴正下方时,主轴下移,使刀具进入主轴锥孔内,刀具夹紧后,刀库退回原来的位置,换刀结束。
斗笠式刀库换刀过程动作图PMC和NC程序的配合PMC在整个换刀过程中主要控制刀库的正反转、刀库的前进后退、松刀紧刀阀动作。
NC程序控制主轴的上升和下降、主轴定位。
N19 M99:9001 (参数6071)N1 IF[#1000EQ1]GOTO19 (T CODE=SP TOOL) T代码等于主轴刀号,结束N2 #199=#4003 ( G90/G91 MODLE)N3 #198=#4006 (G20/21 MDOLE) 保留之前的模态信息N4 IF[#1002EQ1]GOTO7 ( SP TOOL=0) 主轴无刀,直接抓刀N5 G21G91G30P2Z0M19 回第2参考点,M19定向,准备还刀N6 GOTO8N7 G21G91G28Z0M19 回第1参考点,M19定向,准备抓刀N8 M50 刀库准备好(使能)N9 M52 刀库靠近主轴N10 M53 松刀吹气N11 G91G28Z0 回第一参考点N12 IF[#1001EQ1]GOTO15 (T CODE=0) 如果指令T0,则无需抓刀N13 M54 刀盘旋转G04X3.0N14 G91G30P2Z0 回第二参考点N15 M55 刀具卡紧N16 M56 刀盘远离主轴N17 M51 旋转结束N18 G#199G#198 恢复模态M代码含义M50刀库旋转使能M51刀库旋转结束M52刀库向右(靠近主轴)M53松刀,吹气M54刀盘旋转M55刀具夹紧M56刀盘向左(远离主轴)宏变量定义宏程序中,利用#1000-#2000宏变量对应PMC信号G54的相应位,可直接和PMC 进行联系,极大的方便了处理。

斗笠式刀库控制实验装置设计摘要随着数控加工技术的普及与发展,高速加工中心作为新时代数控机床的代表,已在机床领域广泛使用。
自动换刀刀库的发展俨然已超越其为数控加工中心配套的角色,在其特有的技术领域中发展出符合机床高精度、高效率、高可靠度及多任务复合等概念的独特产品。
刀库作为加工中心最重要的部分之一,它的发展也直接决定了加工中心的发展。
本文介绍了在教学当中斗笠式刀库自动换刀控制实验装置的总体设计方案,开发了自动换刀控制系统的硬件和软件,并对斗笠式刀库自动换刀过程进行组态设计,实现了对自动换刀动作的动态监控,生动直观的展示了换刀动态过程,便于技术维修和学生观察自动换刀机构和PLC的运行状态,尽快定位故障点、排除故障。
关键词:斗笠式刀库,自动换刀控制,组态设计,动态监控,西门子802c数控系统Design of control device of bamboo hat type tool magazineLaboratoryABSTRACTAlong with the popularization and development of NC machining technology,high speed machining center as a representative of a new era of CNC machine tools, has been widely used in the field of machine tools.Development of automatically change the knife base has exceeded its NC Center for supporting the role of the development of unique products, to meet the high-precision machine tools, high efficiency, high reliability and more complex tasks such as the concept of technology in their unique areas of.As one of the most important part of machining center tool magazine, itsdevelopment will determine the processing center. This paper introduces the overall design scheme of control experimental device of automatic tool changing hats in teaching tool library, automatic tool change control system hardware and software development, and the bamboo hat type tool process of configuration design, the realization of the dynamic monitoring and automatic tool chan ging motion control, vivid and intuitive display tool changing dynamic process, facilitating technical repairand students to observe the automatic tool change mechanism and the running state of the PLC, as soon as possible to locate the fault point, fault elimination.KEY WORDS:Bamboo hat type knife, automatic tool change control, configuration design,dynamic monitoring, Siemens 802C CNC system目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1综述 (1)1.1数控教学实验装置分析 (1)1.1.1 数控铣床试验台不同实验装置形式分析 (1)1.1.1.1 数控铣床电气控制与维修实训台(西门子) (1)1.1.1.2 数控铣床电气控制与维修实训台(半实物/西门子) (1)1.1.1.3 数控铣床电气控制与维修实训台(实物/西门子) (3)1.1.2 组态软件在当前数控教学中的应用 (4)1.1.3 本设计在教学中的意义 (4)1.2 组态王应用 (5)1.2.1 建立组态王新工程 (6)1.2.2 创建组态画面 (8)1.2.3 定义I/O设备 (9)1.2.4 构造数据库 (12)1.2.5 建立动画连接 (13)1.2.6运行与调试 (15)2 斗笠式刀库实验室控制装置总体方案设计 (16)2.1数控加工加床刀库形式 (16)2.2 斗笠式刀库控制过程分析 (18)2.3 斗笠式刀库实验室控制装置硬件测绘 (19)3 斗笠式刀库实验室控制装置软硬件控制系统设计 (21)3.1 硬件电气系统 (21)3.2 数控程序控制原理与程序设计 (22)3.3 PLC换刀程序设计原理与程序设计 (23)3.3.1 刀库旋转方向、旋转步数计算 (24)3.3.2 主轴松刀、紧刀程序设计 (24)3.3.3 刀库旋转程序设计 (26)3.3.4 刀库前进、后退程序设计 (26)4 斗笠式刀库实验室模拟控制装置设计 (27)4.1 斗笠式刀库实验室模拟控制装置设计画面设计 (27)4.2 接口数据库的建立 (28)IV4.3 命令语言设计 (30)5 基于802c数控系统的斗笠式刀库实验室装置的联机调试 (30)5.1组态王与数控系统联机调试 (30)5.1.1 组态王设置 (30)5.1.2 数控系统设置 (34)5.2 联机调试结果分析 (34)总结 (35)参考文献 (36)附录Ⅰ (37)附录Ⅱ (41)斗笠式刀库控制实验装置设计 11 综述随着制造业的迅速发展以及国家对制造行业的高度重视,在制造业教学中实验装置层出不穷,在很大程度上提高了教学质量,但是由于部分实验装置的缺失又阻碍了教学工作的有效进行。
斗笠式刀库的动作过程斗笠式刀库在换刀时整个刀库向主轴平行移动。
(1)还刀取下主轴上原有刀具,当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具。
(2)抓刀刀库转动,当目标刀具位于主轴正下方时,主轴下移,使刀具进入主轴锥孔内,刀具夹紧后,刀库退回原来的位置,换刀结束。
斗笠式刀库换刀过程动作图PMC和NC程序的配合PMC在整个换刀过程中主要控制刀库的正反转、刀库的前进后退、松刀紧刀阀动作。
NC程序控制主轴的上升和下降、主轴定位。
N19 M99:9001 (参数6071)N1 IF[#1000EQ1]GOTO19 (T CODE=SP TOOL) T代码等于主轴刀号,结束N2 #199=#4003 ( G90/G91 MODLE)N3 #198=#4006 (G20/21 MDOLE) 保留之前的模态信息N4 IF[#1002EQ1]GOTO7 ( SP TOOL=0) 主轴无刀,直接抓刀N5 G21G91G30P2Z0M19 回第2参考点,M19定向,准备还刀N6 GOTO8N7 G21G91G28Z0M19 回第1参考点,M19定向,准备抓刀N8 M50 刀库准备好(使能)N9 M52 刀库靠近主轴N10 M53 松刀吹气N11 G91G28Z0 回第一参考点N12 IF[#1001EQ1]GOTO15 (T CODE=0) 如果指令T0,则无需抓刀N13 M54 刀盘旋转G04X3.0N14 G91G30P2Z0 回第二参考点N15 M55 刀具卡紧N16 M56 刀盘远离主轴N17 M51 旋转结束N18 G#199G#198 恢复模态M代码含义M50刀库旋转使能M51刀库旋转结束M52刀库向右(靠近主轴)M53松刀,吹气M54刀盘旋转M55刀具夹紧M56刀盘向左(远离主轴)宏变量定义宏程序中,利用#1000-#2000宏变量对应PMC信号G54的相应位,可直接和PMC 进行联系,极大的方便了处理。
毕业设计说明书设计题目:BT40X16斗笠式刀库的研究与设计摘要90年代以来,数控加工技术得到迅速的普及及发展,高速加工中心作为新时代数控机床的代表,已在机床领域广泛使用。
自动换刀刀库的发展俨然已超越其为数控加工中心配套的角色,在其特有的技术领域中发展出符合机床高精度、高效率、高可靠度及多任务复合等概念的独特产品。
刀库作为加工中心最重要的部分之一,它的发展也直接决定了加工中心的发展。
斗笠式刀库一般只能存16~24把刀具,斗笠式刀库在换刀时整个刀库向主轴移动。
当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。
当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。
关键词:数控加工中心,斗笠式刀库ABSTRACTSince the 1990s, CNC machining technology made the rapid and universal development, as a new era of the representatives of NC machine tools, High-speed processing center has been widely used in the field of machine tools. The development of automatic Tool Change,s tool house in recent years seems to have gone beyond the NC Center for supporting the role of technology in their unique areas of development to meet the high-precision machine tools, high efficiency and reliability, and more complex tasks, such as the concept of unique products . The tool house as a processing center one of the most important part, it has a direct bearing on the development of the processing center's development.Rain hat type knife library normally only save 16 to 24 knife sword rain hat type, change cutters in the library in the sword to the spindle mobile library. Rain hat type knife library normally only save 16 to 24 knife sword rain hat type, change cutters in the library in the sword to the spindle mobile when spindle library on the library card slot cutter into the knife, spindle, when moving upwards from cutter knife library rotation. When to change tool to align the spindle, when spindle moves directly into the spindle cone hole cutter, clamping tool, return the original position knife library.Keywords: CNC processing center, rain hat type knife library摘要 (I)1绪论 (3)1.1 数控机床概述 (3)1.1.1 数控机床的概念 (3)1.1.2 数控机床的组成 (3)1.1.3 数控机床的工作原理 (3)1.1.4 数控机床的特点 (3)1.1.5 数控机床的发展 (3)1.2 数控铣床分类 (4)1.2.1 数控立式铣床 (4)1.2.2 数控卧式铣床 (4)1.2.3 万能数控铣床 (4)1.2.4 龙门式数控铣床 (4)1.3 数控铣床的功能及加工对象 (4)1.4 加工中心知识 (5)1.5 自动换刀装置与刀库 (5)1.5.1 自动换刀装置 (5)1.5.2 刀库类型 (6)1.6 本章小结 (8)2 总体方案 (9)2.1 数控立式升降台铣床的组成及主要技术参数 (9)2.2 可能的方案比较及最终选择方案 (10)2.3 斗笠式刀库结构组成及工作原理 (11)刀库横移装置的设计: (11)2.5 本章小结 (12)3 斗笠式刀库设计 (13)3.1 刀库容量的确定 (13)3.2 气缸设计和选择 (14)3.2.1 气缸的选择要点 (14)3.2.2 气缸初选 (14)3.2.3 驱动力校核 (14)3.2.4 活塞杆稳定性校核 (15)3.2.5 缸筒壁厚计算 (16)3.2.6 耗气量及刀库横移运动时间的计算 (16)3.3刀库驱动转矩的估算 (17)3.3.1 刀库分度机构的传动设计及计算 (17)3.3.2 旋转部件转动惯量计算 (18)3.3.3 刀库驱动转矩计算 (19)3.4减速电动机的选择 (19)3.5 刀库驱动转矩的校核 (19)3.6 换刀过程总时间的计算与校核 (20)3.7 刀具的选择方式 (20)3.8 刀具交换装置的选择 (21)3.9 电气元件的选择 (22)3.9.1 气缸磁环开关 (22)3.9.2 马达定位感应开关 (22)3.9.3 刀号计数器开关 (22)3.10本章小结 (22)4 重要零部件的设计 (23)4.1 联轴器 (23)4.1.1 联轴器的选择 (23)4.1.2 联轴器校核 (23)4.2 刀夹 (23)4.2.1 刀夹作用 (23)4.2.2 刀夹工作原理 (24)4.3 本章小结 (25)结论 (25)致谢 (26)参考文献 (28)1绪论1.1 数控机床概述1.1.1 数控机床的概念数字控制是利用数字化信息对机械运动以及加工过程进行控制的一种方法,简称数控(Numerical Control,NC)。
斗笠式刀库课程设计一、课程目标知识目标:1. 让学生掌握斗笠式刀库的基本结构及其在数控加工中的应用原理。
2. 了解斗笠式刀库的安装、调试与维护的基本知识。
3. 掌握斗笠式刀库的编程操作,能够运用相关指令进行简单零件的加工。
技能目标:1. 培养学生能够运用斗笠式刀库进行数控加工的能力,提高加工效率。
2. 培养学生分析并解决斗笠式刀库在加工过程中出现的问题的能力。
3. 培养学生具备一定的创新意识和动手操作能力,能够对斗笠式刀库进行简单的优化和改进。
情感态度价值观目标:1. 培养学生对数控加工技术产生浓厚的兴趣,激发学习热情。
2. 培养学生具备良好的团队合作精神,能够在小组合作中发挥积极作用。
3. 培养学生遵守工艺纪律,养成良好的职业道德,注重安全生产。
本课程针对高年级数控技术应用专业的学生,结合课程性质、学生特点和教学要求,明确以上课程目标。
通过本课程的学习,学生将能够掌握斗笠式刀库的基本知识、操作技能,并在实践中提高解决实际问题的能力,为今后的职业发展打下坚实基础。
二、教学内容1. 斗笠式刀库的基本结构与工作原理- 数控机床刀库的功能与分类- 斗笠式刀库的结构组成及其特点- 斗笠式刀库的工作原理及在数控加工中的应用2. 斗笠式刀库的安装、调试与维护- 刀库的安装方法与注意事项- 刀库调试的基本步骤与技巧- 刀库的日常维护与故障排除3. 斗笠式刀库的编程操作- 编程基本指令及其功能- 刀具路径规划与优化- 实例分析与操作演练4. 斗笠式刀库在实际加工中的应用- 不同类型零件的加工方法- 刀库加工参数的设置与调整- 加工过程中常见问题分析与解决方法本教学内容根据课程目标制定,涵盖斗笠式刀库的基本知识、操作技能以及实际应用。
教学内容按照教材章节进行组织,注重科学性和系统性,确保学生在掌握理论知识的基础上,能够应用于实际操作,提高解决实际问题的能力。
三、教学方法本课程采用以下多样化的教学方法,以激发学生的学习兴趣和主动性,提高教学效果:1. 讲授法:- 对于斗笠式刀库的基本概念、工作原理等理论知识,采用讲授法进行系统讲解,帮助学生建立完整的知识体系。
斗笠式刀库位置的调整及参数的设定主要进行刀夹与主轴换刀的重合(机械位置)1检查刀盘平面与X-Y平面的平行度,分别原x和y方向检。
平行度小与0.30nm/全宽。
如超过此数值则需调整刀库支架与刀库。
2将主轴箱上移到z向最高点后将分体刀柄的上体锥丙部分装人主轴孔内并拉紧,同时在刀盘的刀卡内装入分体刀柄得下体3手动将刀库移到换刀位置4手动使主轴定向5下移主轴箱分体刀柄的上体锥丙部与刀卡上分体刀柄得下体之间得间的间隙约2cm6用调整装置调整刀库在x和y向的位置,同时用分体刀柄得中间轴检验分体刀柄的上下两体的中心是否重合,上下两体中心重合则刀卡与主轴的换刀点重合调整完毕7z轴回参考点。
8下移主轴箱,使分体刀柄的上体锥丙部与刀卡上分体刀柄的下体之间的间隙为0.15-0.25nm 之间。
(用塞尺测量)9记录此位置的z轴座标值,并输入到第二机械参考点中(参数1421)10当此位置z轴坐标值小于356nm或370nm则调整参考点挡块的位置。
当此位置的z轴坐标值在365nm到370nm之间则调整参考点网格偏移参数内数值,此参数单位为0.001.FANRC 系统的参数号为1850.参考点位置的调整及检查过程按“参考点及行程挡块设定”项目内的步骤进行。
参考点调整完毕后重复工步8和工步9的操作内容,保证当z向坐标值为365时,分体刀柄的上体锥丙部与刀卡上分刀柄的下体之间的间隙为0.015-0.025nm之间(用塞尺测量)11检查刀卡在主轴抓,松刀过程中的变形量将刀柄放在刀卡上,使到库移出,使百分表触头与换到位相邻的刀卡下部接触,调整好指示器。
主轴定向后进入松刀状态,下移主轴箱到换刀位置,检查此时指示器读数变化不得大于+0.3nm,手动进行主轴抓刀若超差则应重新调整换刀点和位置或打刀距离12检查换刀过程的准确性,以手动方式进行操作,检查刀库移出,退回,刀盘转位,主轴定向,主轴抓,松刀及换刀点位置设定是否正确。
重复多次确认所有动作无误后用换刀程序进行多数换刀主轴定向角度调整及参数设定1.确认能够进行主轴定向(8135#4=0、主轴使用mzi传感器)2.将参数3117#1=1(1、2两项设置完毕后需要断电)3.手动旋转主轴使主轴定位块与刀杯定位块(或者机械手定位块)互相重合4.通过诊断参数445确认主轴位置数据5.将诊断参数445中的位置数据输入到参数4077中6.设定参数6071=6(使用M6调用O9001换刀宏程序)注意,在设定第二机械参考点之前要回参考点;在设定主轴定向角度之前需要运行一次主轴然后进行M19定向,看是否有位置数据常用换刀宏程序%O9001N1IF[#1000EQ1]GOTO19N2#199=#4003N3#198=#4006N4IF[#1002EQ1]GOTO7N5G21G91G30P2Z0M19N6GOTO8N7G21G91G28Z0M19N8M50N9M52N10M53N11G91G28Z0N12IF[#1001EQ1]GOTO15N13M54N14G91G30P2Z0N15M55N16M56N17M51N18G#199G#198N19M99%。
⽃笠式⼑库的设计济南铁道职业技术学院毕业设计指导书(⾼职机电⼀体化专业08级)⼀、设计题⽬⽃笠式⼑库的设计⼆、设计⽬的随着科学技术和社会的发展,对机械产品的性能、精度、质量、⽣产率和成本提出了越来越⾼的要求,数控机床的出现,开创了机械加⼯⾃动化的新纪元,不仅能提⾼产品的质量和⽣产率,降低⽣产成本,还能改善⼯⼈劳动条件。
⼀个零件往往需要多道⼯序完成,⽽单功能的数控机床只能完成单⼯序的加⼯,因此在零件⽣产过程中,要进⾏多次装卸换⼑⼯作,不仅影响劳动效率,还降低了⼯件精度,加⼯中⼼和普通单功能机床的区别在于有了⼑库和⾃动换⼑装置,这样,⼀次装夹就可完成多到⼯序的加⼯,提⾼了零件精度和劳动效率。
现在加⼯中⼼上⼑库种类很多,有⽃笠式、圆盘式等,其中⽃笠式⼑库结构简单,运动集中,适合与⽴式加⼯中⼼。
⼑库成本低,⼯艺要求不⾼,但是国内⽣产此类⼑库的企业较少,⼤部分需要进⼝,价格相对较贵,因此本课题⾮常有研究价值。
三、设计的技术要求1、⽃笠式⼑库主要⼯作过程为:⽃笠式⼑库换⼑时,由三步组成,第⼀、⼑库横移装置移动到主轴箱可以到达的位置;第⼆,⼑库分度装置进⾏选⼑,通过精确地分度、定位,将下个⼯序需要的⼑送到指定位置;第三,主轴上⾃动装卸⼑机构准确取⼑装⼑。
具体过程为:1)、系统接收到换⼑指令。
2)、⽓缸推动⼑库移动到主轴位置,保证当前⼑位上为空,准备换⼑。
3)、主轴打⼑缸释放,将主轴上当前⼑具放置到⼑库空⼑位置。
4)、⼑库电机转动,接近⽬的⼑具位置时,接近开关发送指令,电机减速,转到位置停⽌,准备换⼑。
5)、主轴完成装⼑动作。
6)、⼑库⽓缸带动⼑库返回。
⼀个换⼑动作结束。
2、机械结构的设计通过对加⼯中⼼⼑库⼯作⽬的及⼯作过程的了解,设计出⽤横移机构、分度装置及⼑盘。
3、技术参数1、机械结构①⼑库有8⼑位。
②使⽤槽轮机构完成分度。
③⼑柄标准为BT30。
④⼑库在圆导轨上滑动,以减⼩摩擦。
2、电器控制系统①额定输⼊电压:三相四线380v②额定输⼊频率:50Hz③额定输⼊电流:不⼤于60A④三相异步电动机带动⼑盘的转动⑤接近开关检测⽬的⼑具位置⑥⼯作环境温度:0 oC~55 oC3、控制系统①⽓缸推动⼑库移动到主轴位置,打⼑缸完成主轴的装⼑卸⼑。
济南铁道职业技术学院毕业设计指导书(高职机电一体化专业08级)一、设计题目斗笠式刀库的设计二、设计目的随着科学技术和社会的发展,对机械产品的性能、精度、质量、生产率和成本提出了越来越高的要求,数控机床的出现,开创了机械加工自动化的新纪元,不仅能提高产品的质量和生产率,降低生产成本,还能改善工人劳动条件。
一个零件往往需要多道工序完成,而单功能的数控机床只能完成单工序的加工,因此在零件生产过程中,要进行多次装卸换刀工作,不仅影响劳动效率,还降低了工件精度,加工中心和普通单功能机床的区别在于有了刀库和自动换刀装置,这样,一次装夹就可完成多到工序的加工,提高了零件精度和劳动效率。
现在加工中心上刀库种类很多,有斗笠式、圆盘式等,其中斗笠式刀库结构简单,运动集中,适合与立式加工中心。
刀库成本低,工艺要求不高,但是国内生产此类刀库的企业较少,大部分需要进口,价格相对较贵,因此本课题非常有研究价值。
三、设计的技术要求1、斗笠式刀库主要工作过程为:斗笠式刀库换刀时,由三步组成,第一、刀库横移装置移动到主轴箱可以到达的位置;第二,刀库分度装置进行选刀,通过精确地分度、定位,将下个工序需要的刀送到指定位置;第三,主轴上自动装卸刀机构准确取刀装刀。
具体过程为:1)、系统接收到换刀指令。
2)、气缸推动刀库移动到主轴位置,保证当前刀位上为空,准备换刀。
3)、主轴打刀缸释放,将主轴上当前刀具放置到刀库空刀位置。
4)、刀库电机转动,接近目的刀具位置时,接近开关发送指令,电机减速,转到位置停止,准备换刀。
5)、主轴完成装刀动作。
6)、刀库气缸带动刀库返回。
一个换刀动作结束。
2、机械结构的设计通过对加工中心刀库工作目的及工作过程的了解,设计出用横移机构、分度装置及刀盘。
3、技术参数1、机械结构①刀库有8刀位。
②使用槽轮机构完成分度。
③刀柄标准为BT30。
④刀库在圆导轨上滑动,以减小摩擦。
2、电器控制系统①额定输入电压:三相四线380v②额定输入频率:50Hz③额定输入电流:不大于60A④三相异步电动机带动刀盘的转动⑤接近开关检测目的刀具位置⑥工作环境温度:0 ºC~55 ºC3、控制系统①气缸推动刀库移动到主轴位置,打刀缸完成主轴的装刀卸刀。
②将8个刀位首先定义好刀号,如:1号、2号……8号。
③接收到换刀指令后,刀盘只朝一个方向转动。
④工作过程由PLC控制。
四、设计过程与任务1、熟悉设计任务书、设计指导书、设计手册,收集有关资料,了解斗笠式刀库的用途、使用要求及其驱动和控制系统。
2、分析斗笠式刀库工作流程,设计合适的传动机构及刀盘结构;并用三维CAD软件完成零件的设计和总的装配。
3、控制系统的设计:(1)、进行工况分析,选择合理的气缸;(2)、设计合理的控制电路。
(3)、根据控制要求及控制信号的数量,确定PLC型号;(4)、根据工作过程绘制控制流程图。
(5)、完成梯形图的编制。
4、编写设计说明书。
五、设计进程安排1、收集、查找资料、论证方案 1周2、机械结构设计 2.5周3、控制系统设计 2.5周4、编写说明书,答辩 1.5周六、参考资料1.《机械设计基础》、《机械设计手册》《可编程序控制器及其应用》2、《数控机床结构》目录内容摘要------------------------------------------1关键词--------------------------------------------1 绪论----------------------------------------------2 第一章机械结构-----------------------------------第二章刀库检测与传感器装置-----------------------第三章刀库控制系统------------------------------- 第四章传动系统—气压传动------------------------- 参考文献------------------------------------------- 致谢----------------------------------------------- 附表-----------------------------------------------摘要近年来刀库的发展已超越其为工具机配件的角色,在其特有的技术领域中发展出符合工具机高精度、高效能、高可靠度及多工复合等概念之产品。
其产品品质的优劣,关系到工具机的整体效能表现。
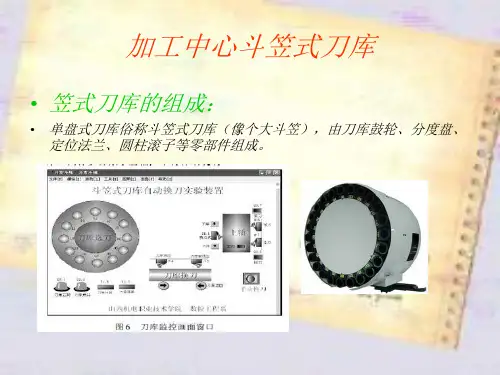
刀库的容量、布局,针对不同的工具机,其形式也有所不同,根据刀库的容量、外型和取刀方式可概分为以下几种:斗笠式刀库、圆盘式刀库、链条式刀库。
自动换刀系统是CNC 工具机的重要组成部分,主要是将加工所需刀具,从刀库中传送到主轴夹持机构上。
未来工具机产业的发展,均以追求高速、高精度、高效率为目标。
随着切削速度的提高,切削时间的不断缩短,对换刀时间的要求也在逐步提高;换刀的速度已成为高等级工具机的一项重要指标。
本设计主要是对斗笠式刀库(刀柄标准BT30-8)的设计。
斗笠式刀库结构简单,运动集中,适合立式加工中心。
刀库成本低,工艺要求不高,但是国内生产此类刀库的企业较少,大部分需要进口,价格相对较高,因此斗笠式刀库的研究具有重大意义。
关键词横移机构、分度装置、刀盘、加工中心、刀库换刀、自动装卸、运动过程、刀库容量,换刀点、槽轮机构、槽数、电机驱动、刀库。
绪论一斗笠式刀库的发展趋势随着科学技术的不断发展进步和社会的快速发展,人们对机械产品的性能、精度、质量、生产率和生产成本提出了越来越高的要求,数控机床的出现,开创了机械加工自动化的新纪元,不仅提高了产品的质量和生产率,降低了生产成本,改变了劳动条件。
一个零件往往需要多道工序完成,而单功能的数控机床只能完成单工序的加工,因此在零件生产过程中,要进行多次装卸换刀工作,不仅影响劳动效率,还降低了工件精度,加工中心和普通单功能机床的区别在于有了刀库和自动换刀装置,这样,一次装夹就可以完成多道工序的加工,提高了零件精度和劳动效率。
现在加工中心上刀库种类很多,有斗笠式刀库、盘式刀库、链式刀库等,其中斗笠式刀库结构简单,运动集中,适合于立式加工中心。
刀库成本低,工艺要求不高,但国内生产此类刀库的企业较少,大部分需要进口,价格相对较贵,因此对斗笠式刀库的设计具有重大的意义,并且在以后的发展中,斗笠式刀库必将会占有极其重大的地位。
二斗笠式刀库设计的基本要求斗笠式刀库换刀时要有三步组成。
第一,刀库横移装置移动到主轴箱可以达到的位置;第二刀库分度装置进行选刀,通过精确的分度、定位,将下个工序需要的刀送到指定位置;第三,主轴上的自动装卸刀机构准确取刀装刀。
具体过程:(1)系统接到换刀指令。
(2)气缸推动刀库移动到主轴位置,保证当前刀位为空,准备换刀。
(3)主轴打刀缸释放,将主轴上当前道具放置到刀库空位上。
(4)刀库电动机转动,接近目的刀位时,接近开关发送指令,电机减速,转到位置停止,准备换刀。
(5)主轴完成换刀动作。
(6)刀库汽缸带动刀库返回,一个换刀动作结束。
三确定斗笠式刀库的设计方案1、在斗笠式刀库工作过程的基础上,确定机械本体及传动,利用三维CAD软件进行刀库的设计及装配;2、确定控制过程及电机、气缸;3、完成PLC控制系统,设计电路图,编程控制程序。
第一章机械结构第一节加工中心刀库1-1-1刀库近年来刀库的发展已超越其为工具机配件的角色,在其特有的技术领域中发展出符合工具机高精度、高效能、高可靠度及多工复合等概念之产品。
其产品品质的优劣,关系到工具机的整体效能表现。
刀库的容量、布局,针对不同的工具机,其形式也有所不同,根据刀库的容量、外型和取刀方式可概分为以下几种:(一)斗笠式刀库一般只能存8~24把刀具,斗笠式刀库在换刀时整个刀库向主轴移动。
当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。
当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。
(二)圆盘式刀库圆盘式刀库通常应用在小型立式综合加工机上。
"圆盘刀库"一般俗称"盘式刀库",以便和"斗笠式刀库"、"链条式刀库"相区分。
圆盘式的刀库容量不大,顶多二、三十把刀。
需搭配自动换刀机构ATC(Auto Tools Change)进行刀具交换。
(三)链条式刀库链条式刀库的特点是可储放较多数量之刀具,一般都在20把以上,有些可储放120把以上。
它是藉由链条将要换的刀具传到指定位置,由机械手将刀具装到主轴上。
换刀动作均采用马达加机械凸轮的结构,此设计之结构简单、动作快速、确实、可靠,但是价格较高,通常为客制化产品。
1-1-2自动换刀系统自动换刀系统是CNC工具机的重要组成部分,主要是将加工所需刀具,从刀库中传送到主轴夹持机构上。
刀具夹持元件的结构特性及其与工具机主轴的联结方式,将直接影响工具机的加工性能。
刀库结构形式及刀具交换装置的工作方式,则会影响工具机的换刀效率。
自动换刀系统本身及相关结构的复杂程度,又会对整机的成本产生直接影响。
数控工具机的自动换刀系统大概分为 1.油压机构 2.气压机构3.电气式凸轮机构。
在不断追求速度及可靠性提升的数控工具机市场,凸轮式换刀机构就广泛的被采用。
此设计只用一个驱动马达就可完成复杂的换刀动作,快速确实,除了换油外没有其他消耗零件及保养需求,故障率最少,寿命超过百万次以上。
一般具有ATC装置者都有ATC臂。
换刀时若是需要在刀具库与主轴两处更换,则需要ATC臂来补助。
但有些工具机并不需要ATC臂即可完成换刀动作。
编辑本段刀库技术发展趋势未来工具机产业的发展,均以追求高速、高精度、高效率为目标。
随着切削速度的提高,切削时间的不断缩短,对换刀时间的要求也在逐步提高;换刀的速度已成为高等级工具机的一项重要指标。
快速自动换刀技术是以减少辅助加工时间为主要目的,综合考虑工具机的各方面因素,在尽可能短的时间内完成刀具交换的技术方法。
一般强调换刀速度快的卧式机台,皆有几个特点:1.刀臂短 2.刀臂不一定成直线 3.两刀可能互相垂直 4.凸轮箱小且可移动。
其主要目的是要让换刀时,可动件之转动惯量小,以达到快速换刀之目的。
该技术包括刀库的设置、换刀方式、换刀执行机构和适应高速工具机的结构特点等。
换刀速度指标衡量换刀速度的方法主要有二种:1.刀到刀换刀时间(T to T) 2.切屑到切屑换刀时间(C to C)。
由于切屑到切屑换刀时间基本上就是综合加工机两次切削之间的时间,反映了综合加工机换刀所需的辅助时间,因此切屑到切屑换刀时间应是衡量综合加工机效率高低的最直接指标。