过程能力验证表(CPK)
- 格式:xlsx
- 大小:24.57 KB
- 文档页数:1
过程能力指数CPK过程能力指数(Process capability index,CP或CPK),也译为工序能力指数、工艺能力指数、制程能力指数什么是过程能力指数过程能力指数也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是工序中的各个质量因素所起作用的综合表现。
对于任何生产过程,产品质量总是分散地存在着。
若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。
那么,应当用一个什么样的量,来描述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力:工序能力=6σ若用符号P来表示工序能力,则:P=6σ式中:σ是处于稳定状态下的工序的标准偏差工序能力是表示生产过程客观存在着分散的一个参数。
但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。
因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。
这个参数就叫做工序能力指数。
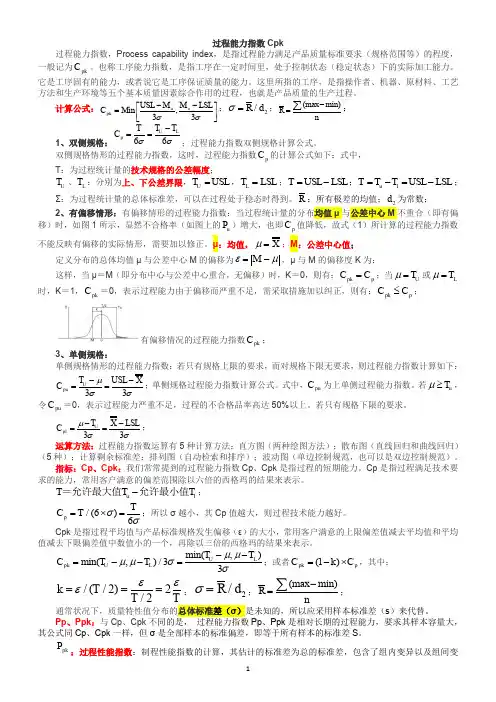
它是技术要求和工序能力的比值,即工序能力指数=技术要求/工序能力Cp=T/6σT——公差σ——总体标准差(或用样本标准差S)当分布中心与公差中心重合时,工序能力指数记为Cp。
当分布中心与公差中心有偏离时,工序能力指数记为Cpk。
运用工序能力指数,可以帮助我们掌握生产过程的质量水平。
过程能力指数的意义制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
制程能力研究在於确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。
CPK值越大表示品质越佳。
CPK=min((X-LSL/3s),(USL-X/3s))过程能力指数的计算公式CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]过程能力指数运算方法过程能力指数运算有5种计算方法:•直方图(两种绘图方法);•散布图(直线回归和曲线回归)(5种);•计算剩余标准差;•排列图(自动检索和排序);•波动图(单边控制规范,也可以是双边控制规范)。

工序能力指数Cpk计算表1234567891011121314151617181964109154199计算表1#2#Cp 1.09918634CpCpU0.719800509CpUCpL-0.719800509CpLCpk0.719800509CPKT 6.6Tε 1.139ε标准正态累积分0.999512354标准正态累积分CP的P值0.0975292%CP的P值标准正态累积分0.984590485标准正态累积分CPU的P值 1.5409515%CPU的P值标准正态累积分0.015409515标准正态累积分CPL的P值98.4590485%CPL的P值CPK的P值 1.5414103%CPK的P值判断上公差是否FALSE判断上公差是否为空判断下公差是否FALSE判断下公差是否为空结果0.719800509结果P显示结果 1.5414103%P显示结果Cpk Cpk>1.67过程能力非常充分,为>1.67过程能>1.33过程能力充分,当不是>1.33过程能>1过程能力尚可,必须用控>1过程能力>0.67过程能力不充分,分析>0.67过程能过程能力不足,一般应停止继过程能力不足1.67≥ 1.67≥1.33≥ 1.33≥1≥1≥0.67>0.67>1≥Cpk>0.67过程能力不充分0.67>Cp过程频次3#4#0.666666667Cp0Cp0.0721687840.666666667CpU-0.96225045CpU 2.838638824-0.666666667CpL0.962250449CpL-2.694301260.666666667CPK-0.96225045CPK-2.694301260.2T0T0.050ε 1.666666667ε0.9583333330.977249868标准正态累积分0.5标准正态累积分0.5857034624.5500264%CP的P值###########CP的P值82.8593075%0.977249868标准正态累积分0.001946209标准正态累积分12.2750132%CPU的P值99.8053791%CPU的P值0.0000000%0.022750132标准正态累积分0.998053791标准正态累积分3.16213E-1697.7249868%CPL的P值0.1946209%CPL的P值###########4.5500264%CPK的P值###########CPK的P值###########FALSE判断上公差是否为空TRUE判断上公差是否为空FALSEFALSE判断下公差是否为空FALSE判断下公差是否为空TRUE0.666666667结果0.962250449结果 2.8386388244.5500264%P显示结果0.1946209%P显示结果0.0000000%CpL CpU>1.67过程能力非常充分,为提高产品质量,对过程能力非常充分,为>1.67过程能力非常充分,>1.33过程能力充分,当不是关键或主要项目时>1.33过程能力充分,当不过程能力充分,当不是>1过程能力尚可,必须用>1过程能力尚可,必须用控制图或其它方法对程能力尚可,必须用控>0.67过程能力不充分,分析分散程度大的原因>0.67过程能力不充分,分过程能力不充分,分析过程能力不足,一般应停止继续加工,找出原因力不足,一般应停止继过程能力不足,一般应停止1.67≥ 1.67≥1.33≥ 1.33≥1≥1≥0.67>0.67>CpU>1.67过程能力非常充分,为提高产品质量Cp过程能力不足,一般1≥CpL>0.67过程能力不充高产品质量,对关键或主要项目可缩小公差范围;或为提高效率、降低成本而放宽波动幅度,降低设备精度等级;或键或主要项目时,放宽流动幅度;降低对原材料的要求;简化质量检验,采用抽样检验或减少检验频次或其它方法对过程进行控制和监督,以便及时发现异常波动;对产品按正常规定进行检验散程度大的原因,制订措施加以改进,在不影响产品质量的情况下,放宽公差范围,加强质量检验,进行全数检验或加工,找出原因,改进工艺,提高Cp值,否则全检,挑出不合格品提高产品质量,对关键或主要项目可缩小公差范围;或为提高效率、降低成本而放宽波动幅度,降低设备精度等级降低设备精度等级;或将精度要求特别高的零件调至该工序进行加工等检验,进行全数检验或增加检验频次度,降低设备精度等级;或将精度要求特别高的零件调至该工序进行加工等。
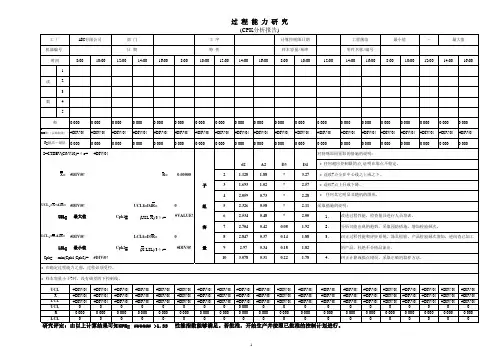
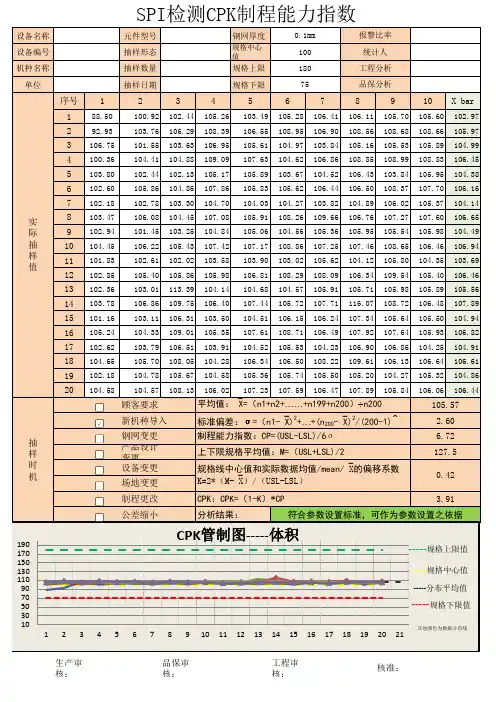
设备名称元件型号钢网厚度设备编号抽样形态规格中心值机种名称抽样数量规格上限单位抽样日期规格下限序号12345678910X bar188.50100.92102.44105.26103.49105.28106.41106.11105.70105.60102.97292.93103.76106.29108.39106.55108.95106.90108.56108.68108.66105.973106.75101.55103.63106.95105.61104.97103.84105.16105.53105.89104.994100.36104.41104.88109.09107.63104.62106.86108.85108.99108.83106.455103.80102.44102.13105.17105.89103.67104.52106.43103.84105.95104.386102.60105.86104.86107.86105.83105.62106.44106.50108.37107.70106.167102.18102.78103.30104.70104.03104.27103.82104.89106.02105.37104.148103.47106.08104.45107.08105.91108.26109.66106.76107.27107.60106.659102.94101.45103.25104.84105.06104.56105.36105.95105.54105.98104.4910104.45106.22105.43107.42107.17108.86107.25107.46108.65106.46106.9411101.83102.61102.02103.58103.90103.02105.62104.12105.80104.35103.6912102.85105.40105.86105.98106.81108.29108.09106.34109.54105.40106.4613102.36103.01113.39104.14104.68104.57105.91105.71105.98105.89105.5614103.78106.86109.75106.40107.44105.72107.71116.07108.72106.48107.8915101.16103.11106.31103.50104.51106.15106.24107.34105.64105.50104.9416105.24104.33109.01105.35107.61108.71106.49107.92107.64105.93106.8217102.62103.79106.51103.91104.52105.53104.23106.90106.86104.25104.9118104.65105.70108.05104.28106.34106.50108.22109.61106.13106.64106.6119102.18104.78105.67104.58105.36105.74105.50105.20104.27105.32104.8620104.58104.57108.13106.02107.23107.59106.47107.89105.84106.06106.44产品设计变更生产审核:品保审核:工程审核:核准:公差缩小分析结果:符合参数设置标准,可作为参数设置之依据实际抽样值抽样时机规格线中心值和实际数据均值/mean/`X 的偏移系数K=2*(M-`X)/(USL-LSL)0.42设备变更场地变更制程更改CPK:CPK=(1-K)*CP 3.91钢网变更制程能力指数:CP=(USL-LSL)/6σ 6.72上下限规格平均值:M=(USL+LSL)/2127.5顾客要求平均值:`X=(n1+n2+⋯⋯+n199+n200)÷n200105.57新机种导入标准偏差:σ=(n1-`X)2+⋯+(n 200-`X)2/(200-1)^ 2.6075品保分析180工程分析100统计人SPI检测CPK制程能力指数0.1mm 报警比率-----规格上限值-----规格下限值-----规格中心值-----分布平均值其他颜色为数据分布线1030507090110130150170190123456789101112131415161718192021CPK 管制图-----体积。
cpk统计表格
CpK(过程能力指数)是统计质量控制中用于衡量一个过程的稳定性和一致性的指标。
它通过考察过程的变异性和工程规范的关系来评估过程是否能够产生合格的产品。
CpK值越高,表示过程的能力越强。
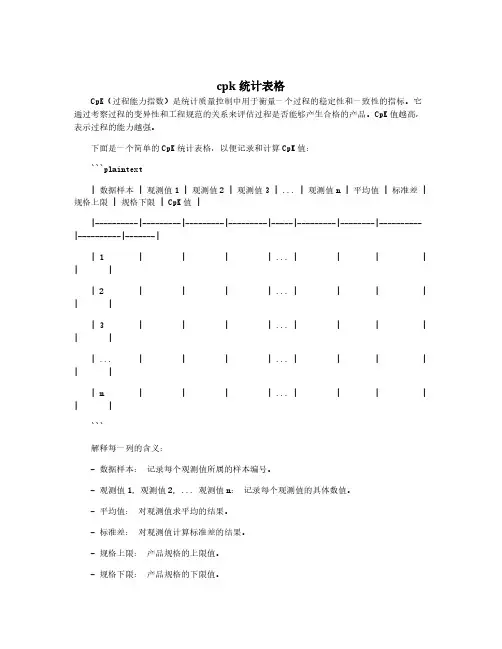
下面是一个简单的CpK统计表格,以便记录和计算CpK值:
```plaintext
|数据样本|观测值1|观测值2|观测值3|...|观测值n|平均值|标准差|规格上限|规格下限|CpK值|
|----------|---------|---------|---------|-----|---------|--------|----------|----------|-------|
|1||||...|||| ||
|2||||...|||| ||
|3||||...|||| ||
|...||||...|||| ||
|n||||...|||| ||
```
解释每一列的含义:
-数据样本:记录每个观测值所属的样本编号。
-观测值1,观测值2,...观测值n:记录每个观测值的具体数值。
-平均值:对观测值求平均的结果。
-标准差:对观测值计算标准差的结果。
-规格上限:产品规格的上限值。
-规格下限:产品规格的下限值。
-CpK值:通过计算得到的CpK值。
这个表格用于记录一系列观测值,然后计算平均值、标准差和CpK值,以评估过程的能力。
请根据实际情况填充表格,并使用适当的统计工具计算所需的数值。
「CPK」过程能力指数,附案例分析和改善措施过程能力指数(Process capability index,CP或CPK),也译为工序能力指数、工艺能力指数、制程能力指数一、什么是过程能力指数过程能力指数也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是工序中的各个质量因素所起作用的综合表现。
对于任何生产过程,产品质量总是分散地存在着。
若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。
那么,应当用一个什么样的量,来描述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力:工序能力是表示生产过程客观存在着分散的一个参数。
但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。
因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。
这个参数就叫做工序能力指数。
它是技术要求和工序能力的比值,即当分布中心与公差中心重合时,工序能力指数记为Cp。
当分布中心与公差中心有偏离时,工序能力指数记为Cpk。
运用工序能力指数,可以帮助我们掌握生产过程的质量水平。
二、过程能力指数的意义制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
制程能力研究在於确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。
CPK值越大表示品质越佳。
CPK=min((X-LSL/3s),(USL-X/3s))三、过程能力指数的计算公式CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]四、过程能力指数运算方法过程能力指数运算有5种计算方法:直方图(两种绘图方法);散布图(直线回归和曲线回归)(5种);计算剩余标准差;排列图(自动检索和排序);波动图(单边控制规范,也可以是双边控制规范)。

过程能力指数CPK的计算方法及稳定性和能力判定过程能力指数CPK可以通过以下步骤进行计算:
1.确定规格要求,包括规格下限(LSL)和规格上限(TSL)。
2.收集过程统计量数据,并计算样本均值(μ)和样本标准差(σ)。
3.根据双侧规格或单侧规格计算CPK。
4.如果存在偏移,需要计算修正后的CPK。
对于双侧规格情形,CPK的计算公式为:
CPK = min( (T - μ) / 3σ, (μ - LSL) / 3σ )
对于单侧规格情形,如果只有上限要求,则CPK的计算公式为:
CPU = (T - μ) / 3σ
如果只有下限要求,则CPK的计算公式为:
CL = (μ - LSL) / 3σ
如果存在偏移,需要计算分布的总体均值μ与公差中心M的偏移量ε和偏移度K,然后使用修正后的CPK公式进行计算。
5.根据计算得到的CPK值,可以判定过程的稳定性和能力水平。
通常,当
CPK值大于1时,可以认为过程具有较好的稳定性和能力水平。
如果CPK 值小于1,则说明过程的稳定性和能力不足,需要进行改进或采取相应的措施来提高过程的稳定性和能力水平。
CPK(过程能力指数)表格模板1. 背景介绍CPK(过程能力指数)是一种常用的统计工具,用来评估一个过程的稳定性和能力。
它可以帮助人们判断一个过程是否达到了规定的要求,并提供相应的数值指标。
CPK值越高,说明过程的稳定性和能力越强。
2. CPK指数的计算CPK指数主要通过计算过程的标准差和规格限制来得出。
它可以将过程的数据分布情况和规格限制进行对比,从而评估过程的能力。
CPK的计算公式如下:CPK = min((USL - μ) / (3 * σ), (μ - LSL) / (3 * σ))其中: - USL为上限规格限制 - LSL为下限规格限制 - μ为过程的平均值 - σ为过程的标准差3. CPK表格模板下面是一个简单的CPK表格模板,供您参考和使用。
序号数据点规格限制均值标准差CPK1 32 30-35 33 1.2 0.832 30 30-35 33 1.2 0.833 35 30-35 33 1.2 0.834 35 30-35 33 1.2 0.835 33 30-35 33 1.2 0.836 31 30-35 33 1.2 0.837 32 30-35 33 1.2 0.838 32 30-35 33 1.2 0.839 34 30-35 33 1.2 0.8310 31 30-35 33 1.2 0.83在表格中,每一行代表一个数据点,包括数据点的序号、实际数据、规格限制范围、过程的平均值、过程的标准差以及计算得到的CPK值。
4. 如何使用CPK表格模板使用CPK表格模板需要按照以下步骤进行:步骤一:收集数据首先,收集您需要评估的过程的数据。
具体数据的收集方式会根据不同的过程而有所不同。
步骤二:计算均值和标准差使用收集到的数据,计算过程的平均值和标准差。
步骤三:确定规格限制确定过程的规格限制,即上限规格限制(USL)和下限规格限制(LSL)。
步骤四:填写表格根据收集到的数据和计算结果,填写CPK表格中的相应栏目。
CPK表格标准模板1. 简介CPK(Capability Process Index)是一种用于度量过程稳定性和能力的统计方法,它结合了过程的中心位置、离散程度和工程要求,通过计算CP和CPK指数来评估过程的能力。
CPK表格是一种用于记录和分析CPK指数的工具,它可以帮助我们了解过程是否满足质量控制要求,并提供改进过程稳定性和能力的指导。
本文将提供一个CPK表格的标准模板,帮助读者在实际应用中更方便地记录和分析CPK指数,以支持质量管理和过程改进。
2. CPK表格标准模板序号特性/参数规格要求测量数据1测量数据2 …测量数据n平均值标准差Cp Cpk1 特性1 上限值测量值测量值…测量值平均值标准差Cp值Cpk值2 特性2 下限值测量值测量值…测量值平均值标准差Cp值Cpk值3 特性3 ……………平均值标准差Cp值Cpk值……………………………3. 表格说明3.1 表头表格的第一行为表头,包含以下列名:•序号:记录每个特性/参数的序号,用于标识各个特性/参数。
•特性/参数:描述每个特性/参数的名称或标识符。
•规格要求:记录每个特性/参数的规格要求,可以是上限值、下限值,或者其他详细说明。
•测量数据1、测量数据2、…、测量数据n:用于记录测量数据的列,根据实际情况添加或删除。
3.2 数据行从第二行开始为数据行,每行对应一个特性/参数的测量数据。
其中包含以下列:•特性/参数:与表头对应的特性/参数名称。
•规格要求:与表头对应的特性/参数规格要求。
•测量数据1、测量数据2、…、测量数据n:记录特性/参数的具体测量数据。
•平均值:计算每个特性/参数的测量数据的平均值。
•标准差:计算每个特性/参数的测量数据的标准差。
•Cp:根据公式计算每个特性/参数的Cp指数,用于评估过程的能力。
具体计算公式为:Cp = (规格上限值 - 规格下限值) / (6 * 标准差)。
•Cpk:根据公式计算每个特性/参数的Cpk指数,用于评估过程的能力。