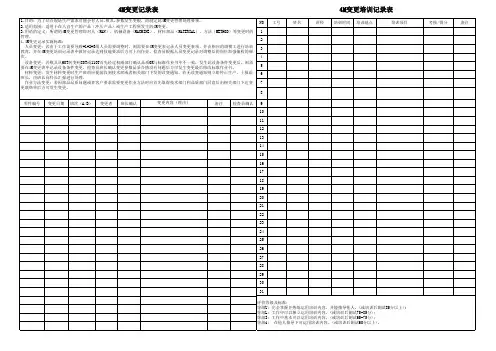
模具更换记录表
- 格式:xlsx
- 大小:17.21 KB
- 文档页数:1
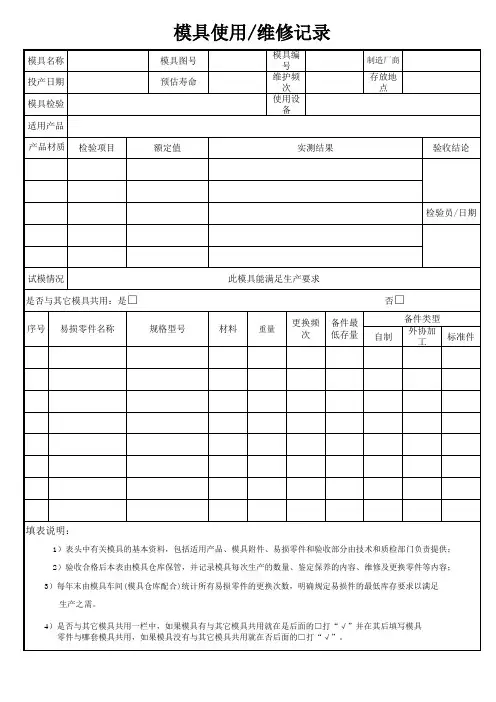
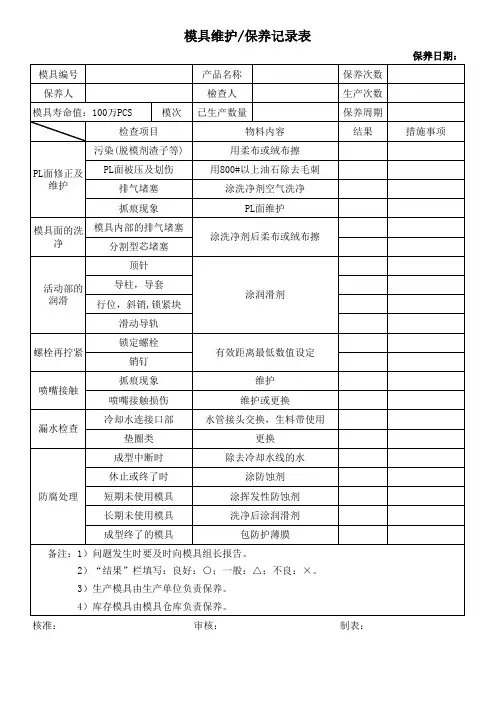
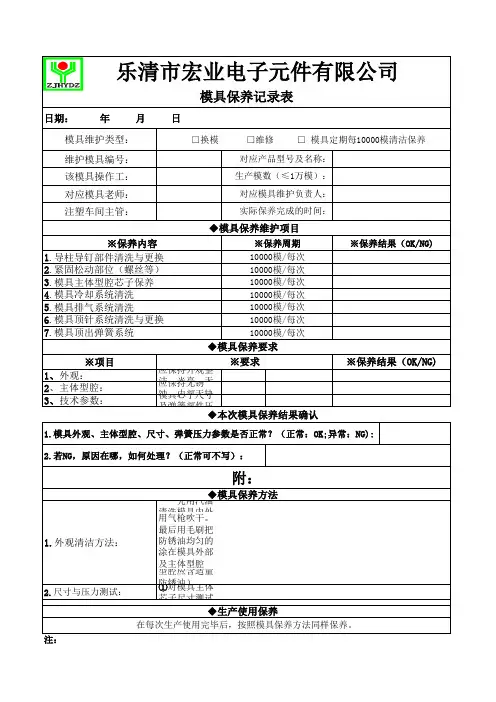
模具维护类型:维护模具编号:该模具操作工:对应模具老师:注塑车间主管:※项目1、外观:应保持外观整洁,光亮,无锈蚀。
2、主体型腔:应保持无锈蚀,内部无缺陷。
3、技术参数:模具芯子尺寸及弹簧部件压力OK。
先用汽油清洗模具内外部赃物,再次用煤油清洗模具, 清理干净后用气枪吹干。
最后用毛刷把防锈油均匀的涂在模具外部及主体型腔(主体型腔应含适量防锈油)。
2.尺寸与压力测试:①对模具主体芯子尺寸测试确认。
②对模具顶出弹簧压力测试。
1.注塑车间须如期、如实的对生产模具进行保养并如实做好相关记录。
2.模具保养记录每周汇总交由质量部统一存档。
乐清市宏业电子元件有限公司模具保养记录表日期: 年 月 日对应产品型号及名称: □换模 □维修 □ 模具定期每10000模清洁保养 ◆生产使用保养1.外观清洁方法:生产模数(≤1万模):实际保养完成的时间:对应模具维护负责人: ◆模具保养维护项目在每次生产使用完毕后,按照模具保养方法同样保养。
1.导柱导钉部件清洗与更换7.模具顶出弹簧系统6.模具顶针系统清洗与更换5.模具排气系统清洗4.模具冷却系统清洗3.模具主体型腔芯子保养10000模/每次10000模/每次※保养结果(OK/NG)※保养内容※保养周期10000模/每次※要求※保养结果(OK/NG)2.紧固松动部位(螺丝等)◆模具保养要求10000模/每次10000模/每次10000模/每次10000模/每次附:◆模具保养方法1.模具外观、主体型腔、尺寸、弹簧压力参数是否正常?(正常:OK;异常:NG):◆本次模具保养结果确认2.若NG,原因在哪,如何处理?(正常可不写):主体。

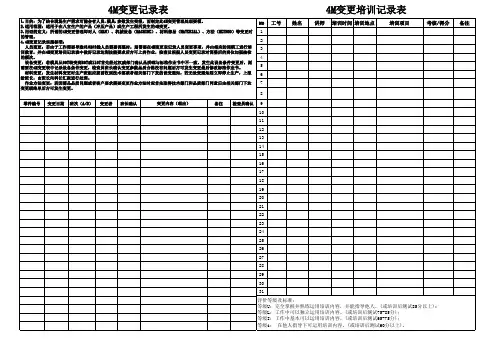
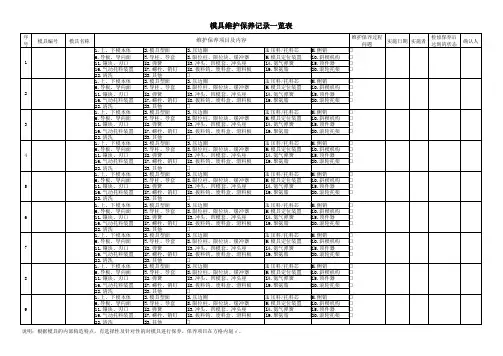
序号模具名称工程别模具异常原因分析维修描述维修人维修结果送修时间修复时间小计(H)备注1QD6-UK7/7铆合凸点拉掉查上下模凸包限位及冲头有无缺抛光更换冲头陈守松OK09.12.1 22:2009.12.1 23:000.5 2Q817承架1/1少凸包冲头打崩磨配更换新冲头焦勇OK09.12.1 23:5009.12.2 1:000.5 3PG-BTM-HDD盒1/2毛边冲头自然磨损现场调修韦杰飞OK09.12.2 4:0509.12.2 4:300.5 4WA1-USA1/7上模带料加油不当导致冲头脱落更换冲头焦勇OK09.12.2 2:1509.12.2 3:40 1.5 5QD6-UK3/7堵料清理废料不及时配下模刀口入块,检查冲头刀朱以洲OK09.12.2 1:4009.12.2 2:301 6ME-CPU支架1/1改字模字母正确无需更换版本朱辉OK09.12.1 22:4009.12.1 22:500.5 7S816附件21/1冲头断误送导致冲头断磨配更换冲头韦杰飞OK09.12.2 1:3009.12.2 2:301 8S816附件11/2冲头断误送冲头打断更换研磨冲头李涛OK09.12.2 3:1909.12.4 4:000.5 9IV9-USA2/6不脱料打杆长短不一修整打杆韦良彭OK09.12.2 13:3009.12.2 14:000.5 10IV9-USA2/6孔未冲开打杆松动修整打杆韦良彭OK09.12.2 9:1509.12.2 9:400.5 11IV9-USA2/6冲头脱落挂台断换冲头贺林波OK09.12.2 13:5009.12.2 15:001 12DBB-USA2/6冲头脱落挂台断裂换冲头吴亮OK09.12.2 11:1509.12.2 12:000.5 13IV9-USA1/6毛边刀口磨损磨刀口贺林波OK09.12.2 16:3709.12.2 17:301 14FD1-USA1/8 2/8 4/8改版本FD1-UK改版本改版本吴亮OK09.12.2 17:1009.12.2 19:00 1.5 15DBB-USA4/5卡钩低冲头大,清角调配冲头R角吴亮OK09.12.2 10:1509.12.2 10:400.5 16S816附件1/2毛刺,刀口崩刀口磨损,下模刀口材质差研磨刀口和磨配新冲头朱辉/陈守松OK09.12.2 4:2509.12.2 6:20 1.5 17S816附件1/2冲头断冲头与下模刀口间隙有误重新配磨冲头与下模刀口间隙朱辉/朱以洲OK09.12.2 2:1009.12.2 3:30 1.5 18SAC-CPU弹片1/1毛边冲头和下模刀口大量磨损研磨冲头和下模刀口焦勇NG09.12.2 20:3009.12.2 22:00 1.5 19QA2-JPN6/6卡钩高上模限位太低,冲头偏高加高上模限位,降低冲头李涛待生产09.12.3 4:4009.12.3 5:000.5 20FD1-USA2/8现FD1-USA请改为FD1-UK生产需要已OK韦杰飞待生产09.12.3 4:5009.12.3 5:100.5 21S816附件1/2冲头脱落误送导致冲头断更换研磨冲头朱以洲/陈守松OK09.12.2 12:3509.12.2 1:351 22QD6-UK7/7冲头断铆合过死导致冲头崩向更换磨配铆合冲头朱辉/韦杰飞OK09.12.3 00:3009.12.3 1:201 23QD6-UK7/7铆合后下模不脱料下模弹簧断裂导致不脱料更换弹簧朱辉OK09.12.3 23:1009.12.3 1:001 24DBB-USA2/5冲头脱落脱料板拉伤到冲子挂台断润滑脱料板更换冲子焦勇OK09.12.2 5:1009.12.2 5:300.5 25S816附件21/1冲头断误送导致冲头拉断更换研磨冲头李涛OK09.12.2 22:3009.12.3 1:302 26S816附件21/1毛边冲头刀口不利现场调修李涛OK09.12.3 21:1009.12.3 21:300.5 27FD1-UK2/8现FD1-UK请改为FD1-USA生产需要换USA版本韦杰飞OK09.12.3 23:0009.12.3 00:401 28FD1-UK7/8卡钩冲头断折弯冲头R角较小,上模压线过抛光R角,降低压线陈守松OK09.12.3 23:3009.12.3 1:100.5模具维修记录表。

序号模具名称工程别模具异常原因分析维修描述维修人维修结果送修时间修复时间小计(H)备注1QD6-UK 7/7铆合凸点拉掉检查上下模凸包限位及冲头有无缺损抛光更换冲头陈守松OK 09.12.1 22:2009.12.1 23:000.52Q817承架1/1少凸包冲头打崩磨配更换新冲头焦勇OK 09.12.1 23:5009.12.2 1:000.53PG-BTM-HDD盒1/2毛边冲头自然磨损现场调修韦杰飞OK 09.12.2 4:0509.12.2 4:300.54WA1-USA 1/7上模带料加油不当导致冲头脱落更换冲头焦勇OK 09.12.2 2:1509.12.2 3:40 1.55QD6-UK 3/7堵料清理废料不及时磨配下模刀口入块,检查冲头刀口朱以洲OK 09.12.2 1:4009.12.2 2:3016ME-CPU支架1/1改字模字母正确无需更换版本朱辉OK 09.12.1 22:4009.12.1 22:500.57S816附件21/1冲头断误送导致冲头断磨配更换冲头韦杰飞OK 09.12.2 1:3009.12.2 2:3018S816附件11/2冲头断误送冲头打断更换研磨冲头李涛OK 09.12.2 3:1909.12.4 4:000.59IV9-USA 2/6不脱料打杆长短不一修整打杆韦良彭OK 09.12.2 13:3009.12.2 14:000.510IV9-USA 2/6孔未冲开打杆松动修整打杆韦良彭OK 09.12.2 9:1509.12.2 9:400.511IV9-USA 2/6冲头脱落挂台断换冲头贺林波OK 09.12.2 13:5009.12.2 15:00112DBB-USA 2/6冲头脱落挂台断裂换冲头吴亮OK 09.12.2 11:1509.12.2 12:000.513IV9-USA 1/6毛边刀口磨损磨刀口贺林波OK 09.12.2 16:3709.12.2 17:30114FD1-USA 1/8 2/84/8改版本FD1-UK 改版本改版本吴亮OK 09.12.2 17:1009.12.2 19:00 1.515DBB-USA 4/5卡钩低冲头大,清角调配冲头R角吴亮OK 09.12.2 10:1509.12.2 10:400.516S816附件1/2毛刺,刀口崩刀口磨损,下模刀口材质差研磨刀口和磨配新冲头朱辉/陈守松OK 09.12.2 4:2509.12.2 6:20 1.517S816附件1/2冲头断冲头与下模刀口间隙有误重新配磨冲头与下模刀口间隙朱辉/朱以洲OK 09.12.2 2:1009.12.2 3:30 1.518SAC-CPU 弹片1/1毛边冲头和下模刀口大量磨损研磨冲头和下模刀口焦勇NG 09.12.2 20:3009.12.2 22:00 1.519QA2-JPN 6/6卡钩高上模限位太低,冲头偏高加高上模限位,降低冲头李涛待生产09.12.3 4:4009.12.3 5:000.520FD1-USA 2/8现FD1-USA请改为FD1-UK 生产需要已OK 韦杰飞待生产09.12.3 4:5009.12.3 5:100.521S816附件1/2冲头脱落误送导致冲头断更换研磨冲头朱以洲/陈守松OK 09.12.2 12:3509.12.2 1:35122QD6-UK 7/7冲头断铆合过死导致冲头崩向更换磨配铆合冲头朱辉/韦杰飞OK 09.12.3 00:3009.12.3 1:20123QD6-UK 7/7铆合后下模不脱料下模弹簧断裂导致不脱料更换弹簧朱辉OK 09.12.3 23:1009.12.3 1:00124DBB-USA 2/5冲头脱落脱料板拉伤到冲子挂台断润滑脱料板更换冲子焦勇OK 09.12.2 5:1009.12.2 5:300.525S816附件21/1冲头断误送导致冲头拉断更换研磨冲头李涛OK 09.12.2 22:3009.12.3 1:30226S816附件21/1毛边冲头刀口不利现场调修李涛OK 09.12.3 21:1009.12.3 21:300.527FD1-UK 2/8现FD1-UK请改为FD1-USA 生产需要换USA版本韦杰飞OK 09.12.3 23:0009.12.3 00:40128FD1-UK 7/8卡钩冲头断折弯冲头R角较小,上模压线过高抛光R角,降低压线陈守松OK09.12.3 23:3009.12.3 1:100.5。
变更评审记录表客户名称项目名称适用车型评审日期零件名称零件图号变更来源■客户提出(附文件:张)□内部提出(附文件:张)□供方提出(附文件:张)变更前要求(可附原件):变更后要求(可附变更后资料、图纸或工程技术文件内容):2.变更后影响的评估:部门变更影响评估影响/变更内容完成日期确认项目部■技术图纸□过程流程图■PFMEA/控制计划■作业指导书■工装/模具①模具冲孔凸凹模重新设计加制造、安装、调试②改成型工序定位质保部■检验标准按新文件检验零件商务部■成本/价格按模具修改工作量再报价□服务物流部■库存成品现在库存10273件,一车2件,按近几日订单计划平均每日800件,基本能保证在9月11日前供货。
□库存物料□供方物料生产部■在制品无□半成品—4.变更评审结论:评审结论□退回,再审查批准/日期:■同意变更,自 2017.08.22 之日起执行。
分发部门所需执行变更单位:■技术部■商务部■质保部■生产部■综合部■物流部■财务部编制/日期:审核/日期:批准/日期:变更评审记录表客户名称项目名称B9 适用车型AudiB9评审日期2018.09.13 零件名称03左/右支架零件图号8WD 505 117/118 变更来源■客户提出(附文件:张)□内部提出(附文件:张)□供方提出(附文件:张)1.变更内容:变更前要求(可附原件):图纸日期:2014.04.29尺寸:13.42;24.37±0.2具体见图纸变更后要求(可附变更后资料、图纸或工程技术文件内容):2018.09.08图纸日期:2018.09.08尺寸:11.01;19.99±0.2具体见图纸部门变更影响评估影响/变更内容完成日期确认项目部■技术图纸2018.09.14■过程流程图2018.09.30■PFMEA/控制计划2018.09.30■作业指导书2018.10.27■工装/模具模具冲孔凸凹模安装位置变化,卸料2018.10.20板镶块安装位置变化,标识镶块位置变化质保部■检验设备、方法修改检具RPS2定位孔位置2018.10.17 ■检验标准测量基准发生变化2018.10.17商务部■成本/价格按模具/检具修改工作量再报价2018.09.15□服务采购部■库存成品现在库存5700套,按要求在2018.10.172018.10.23日开始切换,按目前订单计划平均每日400辆份,建立库存要保证10月23日前供货。