HMI基本功能演示
- 格式:pdf
- 大小:2.08 MB
- 文档页数:92
工程编号:CD08A003版本号:A修改号:01新疆高速线材工程HMI 操作说明编制:审核:金自天正智能控制有限公司2011年12月目录1.系统概述 (3)2.网络概述 (3)3.启动系统 (6)4.画面简介 (6)4.1 画面结构 (6)4.2 画面相关规定 (6)5.画面详细介绍 (8)5.1轧线区 (8)5.1.1主画面 (9)5.1.2启车条件 (10)5.1.3传动合分闸 (15)5.1.4飞剪控制 (16)飞剪画面操作说明: (17)5.1.5活套控制 (19)5.1.6轧制参数表 (20)5.1.7趋势图 (23)5.1.8直方图 (25)5.1.9水冷控制 (26)5.3集卷区 (27)5.5液压润滑 .................................................................................................... 错误!未定义书签。
5.6报警记录画面 (32)5.7画面最后一栏状态栏: (33)6. 一些操作中的注意事项 (33)6.1发送数据必须在完全停车后进行 (33)6.2重新设定上述数据后再起车之前一定要清零 (34)6.3有些数据是随时可以更改的要谨慎操作 (34)6.4在参数表中保存数据时的注意事项 (34)6.5项目的恢复办法 (34)7. 项目用户名密码及操作方法 (34)新疆高线工程HMI系统操作说明1.系统概述该HMI系统是应用西门子公司的应用软件WINCC6.0开发的, Wincc是在生产和过程自动化中解决可视化和控制任务的工业技术系统。
他可以提供适于工业图形显示、消息、归档以及报表功能模板。
Wincc是基于Windows NT 32位操作系统,本项目应用的操作系统是中文版的Windows 2000 Professional。
本系统使用WinCC把一个系统内的若干操作站与网络自动化系统结合在一起。
昆明烟厂太阳能预热洗涤热水系统操作员站HMI操作简易说明书(2011-8)操作员站 (1)HMI操作简易说明书 (1)HMI系统概述 (3)软件系统架构 (3)窗口操作介绍 (3)登录窗口 (3)功能操作栏 (3)常规主画面 (4)用户注销 (4)确认退出对话框 (5)报警浏览窗口 (5)报警历史程序窗口 (6)模拟量趋势 (7)操作记录查询画面 (8)标准模块窗口 (8)工程参数设定画面 (8)电机操作画面 (10)HMI系统概述软件系统架构昆明烟厂太阳能预热洗涤热水系统采用1个Pannelview触摸屏做操作员站和工程师站,HMI系统采用FTView上位机软件,通过RS232链接Controllogix,采用RSLinx Enterprise OPC连接方式获取PLC中的数据。
窗口操作介绍登录窗口图2 登录窗口当操作员站触摸屏启动后,会自动加载HMI程序,程序启动后,会提示输入操作员用户名和密码,只有有权限登录的人员才能登录本系统。
功能操作栏图3 功能操作栏所有主画面的底部均为此操作栏,用于一些功能画面的导航。
点击左边4个按钮将弹出菜单窗口栏,用于直接导航切换到相应到画面。
点击历史趋势将切换到历史趋势窗口,点击状态图将切换到当前工艺主画面。
点击操作参数按钮,将显示可以操作的水泵、电磁阀启停、开闭。
点击工程参数按钮将切换到工程参数设定画面。
常规主画面图4 常规主画面本画面为系统中较常规的画面,集中了绝大部分画面元素。
大部分画面元素是根据PID 画面所制,每个监控点都有一个KKS编码与之对应,点击画面上的不同监控点,会弹出相应的操作小窗口用于操作。
如果本画面中有相应的顺控子组操作,则会放置相应的顺控操作按钮。
用户注销图5 确认注销对话框当点击任意一个主画面上的用户注销按钮时,将注销当前登录用户,为只能查看状态,不能做任何操作的权限画面。
当用户重新登录,才能根据分配的用户权限操作或设定工程参数。
权限分配是按照操作员组来划分的,系统中预留5个组,分别是管理员组,操作员组1,操作员组2,操作员组3,默认组,所有的用户分属于不同的组。
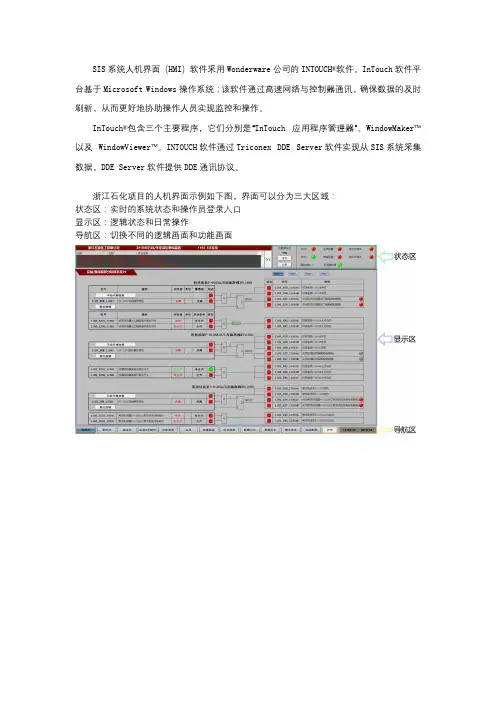
SIS系统人机界面(HMI)软件采用Wonderware公司的INTOUCH®软件。
InTouch软件平台基于Microsoft Windows操作系统;该软件通过高速网络与控制器通讯,确保数据的及时刷新,从而更好地协助操作人员实现监控和操作。
InTouch®包含三个主要程序,它们分别是“InTouch 应用程序管理器”、WindowMaker™以及WindowViewer™。
INTOUCH软件通过Triconex DDE Server软件实现从SIS系统采集数据,DDE Server软件提供DDE通讯协议。
浙江石化项目的人机界面示例如下图,界面可以分为三大区域:状态区:实时的系统状态和操作员登录入口显示区:逻辑状态和日常操作导航区:切换不同的逻辑画面和功能画面1状态区状态区包括项目基本信息、实时报警列表、历史报警按钮、操作员级别及登录按钮、重要的系统状态信息等五部分。
1.1项目基本信息项目名称、装置名称等项目的基本信息。
1.2实时报警列表记录的文本采用特定的颜色,以指出其确认状态:➢未确认的报警:文本字体为红黑闪烁➢报警标记的值返回到正常:文本字体为蓝色确认的报警会从实时报警列表中删除,点击历史报警按钮进入报警历史画面查看历史报警。
1.要确认所有报警:在显示对象中单击鼠标右键,指向确认其它,然后单击适当的命令:➢单击确认全部以确认所有当前报警。
➢单击确认可见项以确认显示对象中所有的可见报警。
2.要确认所选报警1)选择一个或多个报警。
2)单击鼠标右键,然后单击确认已选项。
3.要按组、标记或优先级确认报警1)选择报警2)在显示对象中单击鼠标右键,指向确认其它,然后单击适当的命令:➢单击确认已选组,以确认属于所选报警组的所有报警。
➢单击确认已选标记,以确认其所有标记的名称与所选报警的标记名相同的报警。
➢单击确认已选优先级,以确认与所选报警具有相同的一个或多个优先级的所有报警。
1.3历史报警按钮鼠标左键单击进入“报警历史”画面,“报警历史”画面详细介绍见3.2.4章节。
昆明烟厂太阳能预热洗涤热水系统操作员站HMI操作简易说明书(2011-8)操作员站 (1)HMI操作简易说明书 (1)HMI系统概述 (3)软件系统架构 (3)窗口操作介绍 (3)登录窗口 (3)功能操作栏 (3)常规主画面 (4)用户注销 (4)确认退出对话框 (5)报警浏览窗口 (5)报警历史程序窗口 (6)模拟量趋势 (7)操作记录查询画面 (8)标准模块窗口 (8)工程参数设定画面 (8)电机操作画面 (10)HMI系统概述软件系统架构昆明烟厂太阳能预热洗涤热水系统采用1个Pannelview触摸屏做操作员站和工程师站,HMI系统采用FTView上位机软件,通过RS232链接Controllogix,采用RSLinx Enterprise OPC连接方式获取PLC中的数据。
窗口操作介绍登录窗口图2 登录窗口当操作员站触摸屏启动后,会自动加载HMI程序,程序启动后,会提示输入操作员用户名和密码,只有有权限登录的人员才能登录本系统。
功能操作栏图3 功能操作栏所有主画面的底部均为此操作栏,用于一些功能画面的导航。
点击左边4个按钮将弹出菜单窗口栏,用于直接导航切换到相应到画面。
点击历史趋势将切换到历史趋势窗口,点击状态图将切换到当前工艺主画面。
点击操作参数按钮,将显示可以操作的水泵、电磁阀启停、开闭。
点击工程参数按钮将切换到工程参数设定画面。
常规主画面图4 常规主画面本画面为系统中较常规的画面,集中了绝大部分画面元素。
大部分画面元素是根据PID 画面所制,每个监控点都有一个KKS编码与之对应,点击画面上的不同监控点,会弹出相应的操作小窗口用于操作。
如果本画面中有相应的顺控子组操作,则会放置相应的顺控操作按钮。
用户注销图5 确认注销对话框当点击任意一个主画面上的用户注销按钮时,将注销当前登录用户,为只能查看状态,不能做任何操作的权限画面。
当用户重新登录,才能根据分配的用户权限操作或设定工程参数。
权限分配是按照操作员组来划分的,系统中预留5个组,分别是管理员组,操作员组1,操作员组2,操作员组3,默认组,所有的用户分属于不同的组。

汇川技术HMI触摸屏应用笔记使用说明哎呀,小伙伴们,今天咱们来聊聊汇川技术HMI触摸屏应用笔记的使用说明,这可是个高大上的技术哦!不过别担心,我会用最简单的语言,让大家轻松掌握这个技能。
我们来看看这个触摸屏到底有什么用吧。
嘿,亲们,你们知道吗?这个触摸屏就像是一个超级大的手机屏幕,但是它可是专门为工业环境设计的哦!在工厂里,我们需要操作各种各样的设备,有时候还要和同事们一起协作。
有了这个触摸屏,我们就可以更方便地查看数据、设置参数、甚至还能直接控制设备呢!简直是神器啊!那么,这个触摸屏怎么用呢?别着急,我慢慢给大家讲解。
我们需要把它连接到电脑上,这样才能让别人看到我们的操作。
连接的方法很简单啦,只要插上USB线,然后打开电脑的设备管理器,找到对应的驱动程序安装一下就好了。
接下来,我们就要开始学习如何操作这个触摸屏了。
1.1 熟悉界面好了,现在我们的触摸屏已经连接上了电脑,接下来就要学会如何操作这个界面了。
我们要看看这个界面都有哪些功能模块。
一般来说,触摸屏的界面分为好几块,比如“数据采集”、“设备控制”、“系统设置”等等。
我们要根据自己的需求,去找到相应的功能模块。
1.2 数据采集嘿,亲们,你们知道吗?这个触摸屏可以帮我们实时采集各种数据哦!比如温度、压力、电流等等。
这些数据对于我们来说可是非常宝贵的资源,可以帮助我们更好地了解设备的运行状况。
那么,我们怎么才能看到这些数据呢?很简单啦,只要点击“数据采集”模块,然后选择对应的参数就可以了。
1.3 设备控制除了数据采集,我们还可以用这个触摸屏来控制设备呢!比如说,我们想要调整设备的运行速度,或者是改变设备的输出模式。
这时候,我们只需要点击“设备控制”模块,然后找到对应的选项进行设置就可以了。
当然啦,具体的操作方法还是要根据设备的类型和功能来定的。
2.1 系统设置除了上述的功能模块之外,这个触摸屏还有一个很重要的功能——系统设置。
在这个模块里,我们可以对触摸屏的参数进行调整,比如分辨率、亮度、语言等等。
施耐德电气HMI产品培训课件(1)
施耐德电气(HMI)产品培训课件是一套为人们提供关于施耐德电气(HMI)产品基础知识和操作指导的专业教育材料。
这些材料广泛地被用于培
训和指导施耐德电气HMI产品的使用。
下面,我们将对施耐德电气HMI产品培训课件的相关内容进行分点介绍。
一、施耐德电气HMI产品的基本概念
这一部分内容主要是讲解施耐德电气HMI产品的基本概念,包括什么
是HMI,HMI系统的组成部分等等。
二、HMI软件的操作
这一部分的内容主要是教授使用HMI软件进行操作的方法和技巧,包
括在HMI软件上创建和编辑控件、设置动画效果等等。
三、HMI产品的网络结构
这一部分涉及到HMI产品的网络结构,包括网络拓扑、通信协议等等。
四、HMI产品的通信编程
该部分涉及到如何在HMI产品中使用不同的通信协议进行编程,包括
使用MODBUS、OPC、DeviceNet、Ethernet等等。
五、HMI产品应用案例介绍
该部分通过实际案例的方式介绍不同应用场景下如何使用HMI产品,如工业自动化、能源管理、交通运输等等。
通过以上分点介绍,我们可以清晰地了解到施耐德电气HMI产品培训课件的内容架构,并从中了解到HMI产品的基本概念、操作方法、网络结构和应用场景等方面的知识。
这些都是学习和操作施耐德电气HMI 产品的必备知识和技能,可以帮助我们更好地应用和运用这些产品,提高生产效率和精细化管理。
人机界面(HMI)产品的组成及使用方法
人机界面(HMI)产品的组成及工作原理
人机界面产品由硬件和软件两部分组成,硬件部分包括处理器、显示单元、输入单元、通讯接口、数据存贮单元等,其中处理器的性能决定了HMI产品的性能高低,是HMI的核心单元。
根据HMI的产品等级不同,处理器可分别选用8位、16位、32位的处理器。
HMI 软件一般分为两部分,即运行于HMI硬件中的系统软件和运行于PC机Windows操作系统下的画面组态软件(如JB-HMI画面组态软件)。
使用者都必须先使用HMI的画面组态软件制作“工程文件”,再通过PC机和HMI产品的串行通讯口,把编制好的“工程文件”下载到HMI的处理器中运行。
人机界面的使用方法
明确监控任务要求,选择适合的人机界面(HMI)产品;
在PC机上用画面组态软件编辑“工程文件”;
测试并保存已编辑好的“工程文件”;
PC机连接HMI硬件,下载“工程文件”到HMI中;
连接HMI和工业控制器(如PLC、仪表等),实现人机交互。
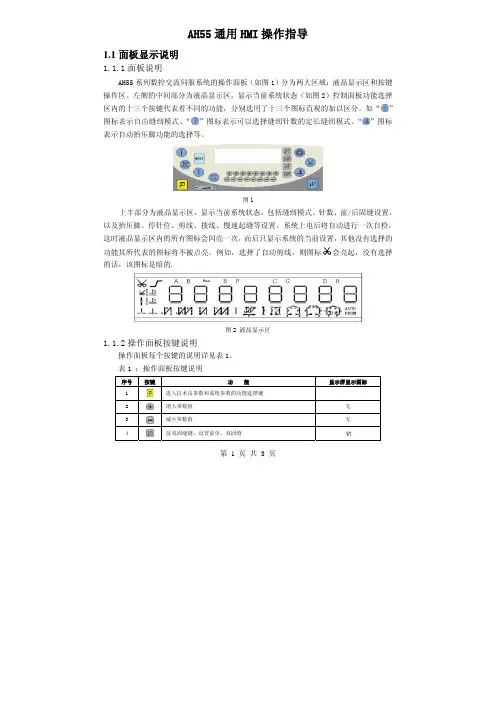
第 1 页 共 15 页HMI 操作面板使用说明1 操作面板概述操作面板(如图1-1所示),正面分为两大区域:数码管显示区域及按键操作区。
图1-1数码显示区由6个数码管构成,用于显示各个参数的设置。
按键共有8个,用来设置包缝机机的各种运行控制参数,部分按键上有LED 小灯,用于显示按键功能是否开启,详见表1。
表1:按键说明序号 外观描述1功能键:主要起确定操作作用,还可以与其它按键组成组合按键。
2 循环键:小数点位置切换。
3剪线选择键4吸气选择键5传感器选择键6缝制模式选择键:7机头灯键8布边模式选择键2用户模式定义2.1操作员模式此模式为操作面板的默认模式,操作面板上电后自动进入此模式。
进入此模式,6个数码管上的小数点位会两个相连的数码管小数点移动显示(屏幕显示),表示HMI处于空闲状态。
在执行任何操作的时候,如果长时间不按按键的话,HMI会自动切换到空闲状态,前一执行的操作将不会被执行!2.1.1全自动/半自动/全手工模式设置:全自动模式:按5键,再按下6键,两个无先后顺序。
5键灯亮,6键灯亮。
半自动模式:5键灯亮,6键灯灭。
全手工模式:5键灯灭,6键灯灭。
2.1.2剪线模式设置:。
当3按键上面两个LED灯都不点亮的时候,表示没有剪线;当3按键左上方LED灯点亮,右上方不亮的时候,表示前剪线;当3按键左上方LED灯不亮,右上方点亮的时候,表示后剪线;当3按键左上方、右上方LED灯都点亮的时候,表示前后均剪线。
2.1.3吸气模式设置:。
当4按键上面两个LED灯都不点亮的时候,表示没有吸气;当4按键左上方LED灯点亮,右上方不亮的时候,表示前吸气;当4按键左上方LED灯不亮,右上方点亮的时候,表示后吸气;第 2 页共 15 页当4按键左上方、右上方LED灯都点亮的时候,表示前后均吸气。
2.1.4机头灯设置:当按下7后,键角LED灯会亮,机头灯点亮。
再按一下键左上角LED灯会熄灭,机头灯灭。
2.1.5布边模式设置:当8按键上面两个LED灯都不点亮的时候,表示没有拖布;当8按键左上方LED灯点亮,右上方不亮的时候,表示前拖布;当8按键左上方LED灯不亮,右上方点亮的时候,表示后拖布;当8按键左上方、右上方LED灯都点亮的时候,表示前后均拖布。
云钛修磨机组HMI界面布局图一,主操作界面1,总体描述本界面包含四部分区域,报警区域,机组示意图,机组状态显示,机组操作2,报警区域本报警区域显示当前存在的报警3,机组示意图界面本示意图按照机组的机械部分制作的简化示意图,当对应电机处于运行状态时,会有对应的辊转动。
4,机组状态显示颜色说明:1输入/输出域:输入为黑色,输出为灰色。
2电机设备:待机状态为黄色色,运行为绿色,变频器故障或者空开调整为红色。
3机组对应报警,当某一机组出现报警时,对应状态会变成红色,当报警消失,点击复位,对应的报警才会变成正常待机的黄色。
5,机组操作1,整流单元操作,在黄色待机的状态下,点击合闸,整流单元合闸,状态变为绿色,电机分闸,整流单元停止,状态变为黄色。
2,张紧机操作,合闸分闸操作和整流单元一致,点击点进按钮,张紧机点进,点击点退按钮,张紧机点退。
3,夹送辊操作,点击夹送辊打开闭合,夹送辊进行对应的操作。
二,参数设置界面1界面介绍参数设置界面包括以下部分:零点设置,机组参数设置2 零点设置用于设置砂带和板带接触的零点,当板带停止运行的状态下方可以进行,当砂带靠近到板带,人手无法轻松拉动砂带即可点击“设定辊隙零点”将这个点设定为零点。
3机组参数设置:1辊隙最大值,当辊隙打开到一定程度时,将不再允许辊隙打开,以防止设备损坏。
一般设定为8000微米2,主辊死区电流:当机组处于自动投入状态时在设定电流加减死区电流范围内波动时,不进行调节。
3,主辊最低转速:主辊在运行状态下,以整线速度比例为准,当整线速度下降到一定程度时,主辊速度不再下降,以最低转速运行。
4,比例辊手动转速:比例辊手动调节辊隙时,以此速度为准。