砂箱的结构设计方法思维导图.
- 格式:ppt
- 大小:1009.00 KB
- 文档页数:1

砂箱翻转机构设计铸造是现代工艺装备制造业的基础之一,砂箱的翻转机构作为铸造重要的组成部分,本次设计就是针对翻转结构进行分析和设计,砂箱翻转机构的结构设计尺寸、平稳性、翻转的连续性管理以及中国制造企业成本对提铸造技术效率和保证系统安全性有很大的影响,研究了可以通过实现原地低位的翻转机构,并对动态稳定性方面进行数据分析,结果发现表明:翻转机构在翻转时连续平稳。
倒车占地面积小,制造成本低的机制,具有良好的发展前景,有很高的推广价值,本设计主要是翻箱机构,将工件翻转。
设计翻箱机构,包括翻箱机构的工作基本原理、各部件的组成、其操作要求和教学方法研究以及翻箱机构进行技术发展要求我们进行了概述,其中,所述选择方案包括,以及确定相应蜗杆轴和电动机齿轮的选择和绘制三维图,图转动壳体机构和组件图的一些重要部分的一般组件。
翻转机构在翻转时连续平稳。
翻转机构占地空间小,制造技术成本低,具有一个良好的应用发展前景,有很高的推广企业价值。
关键词:翻箱机构;电动机;蜗轮蜗杆;齿轮传动1 绪论1.1立题依据砂型铸造是现今许多零件的铸造方法。
因为现在许多模具生产线都是支架和行车配合人进行,这就存在劳动强度大、操作危险性高和工作效率低等明显的缺点。
而砂箱翻转机构一般是通过机构间的运动配合和动力传递进行工作,此机构就具有结构紧凑、工作效率高、操作安全系数高且承载能力高等优点。
故本课题来设计一个简单、方便的砂箱翻转机构。
1.2 翻箱机构的研究现状翻箱机构设计是耳目一新的课题。
这方面的国内外研究都比较稀少。
有两个箱翻转机构,连杆机构和齿轮箱转动转动情况的机制。
连杆翻箱机构的结构设计如下。
图1.2 连杆翻箱机构通过包括一个框架1,其特征在于,摆动缸2,活塞杆2被连接到气缸3中的摆,摆锤由3 4 7摇杆摆连接,摆块7与支架6接通,钟摆摆杆使3、4部件,部件9构件10接通,构件10被安装在框架1上,连接部件9乇块6部件9,摆锤4,构件10和齿条4摆,摆锤7,连接块保持部6,9构成的四连杆构件。
维修电工技师毕业设计说明书目录前言 (2)1可变控制器的概述 (3)2.PLC简介 (4)2.1 PLC 的特点 (4)2.2 PLC 的选择和I/O分配 (5)3. PLC 控制的工作过程 (9)3.1单步点动工作 (9)3.2手动工作 (10)3.3自动控制 (10)3.4紧急停止 (11)4. 外部接线图 (11)5 梯形图和语句表 (25)6. PLC改造效果 (25)7 参考文献 (26)8 结束语 (27)9 谢辞 (27).附录 (27)附录1 主电路图 (28)附录2 控制面板示意图 (29)附录3 传送带示意图 (30)附录4 储砂罐三视图 (31)前言正文稿微机技术已经并继续在改变世界,以微机技术为基础的可编程控控制器也正在改变着工厂自动控制的新面貌,随着可控可编控制器的普及和推广,它以其可靠性极高,能经受恶略环境的考验,使用极其方便的巨大优越性,迅速占领工业自控领域,成为工业自动控制的首选产品,特别是在许多新建,扩建项目和设备的技术改造中常采用PLC作为控制装置。
本人通过这次在维修电工技师班的学习,掌握了一些可编控制器设计的基本方法,以及一些特点,怎么样去合理的选用PLC,正确的布局布线来提高控制系统的可靠性和系统性价比,有感于此,我查阅了有关于三菱可编程控制器的资料,然后结合本单位现有设备极其运行情况,特别选择了修船设备的储砂罐的控制系统为背景设计了一套自动控制程序。
在本论文的编写过程中,我得指导老师:赵培和老师;以及开发区技能鉴定中心的孙增全老师。
他们都给予了我莫大的帮助及指导,在论文的编写和设计中提出了很多宝贵意见,通过多次于他们讨论解决当中遇到的问题,同时还有我的许多同事也都给大力支持和帮助。
没有他们的支持和帮助,要完成论文是不可想象的,在此表示衷心的感谢。
编写过程中,由于本人水平有限,错误和不妥之处在所难免,欢迎各位老师和各位同事给予批评指正。
编写:刘大招2010-12-121.可编程控制器的概述新型控制器应具有十项条件进行招标;编程方便,可在现场修改程序;维修方便,最好可编程控制器是一种以计算机为核心的通用工业装置,是现代新型工业控制的标志产品。
砂型铸造实训用铝合金砂箱的设计与制作摘要:砂型铸造是用砂型铸造的一种方法。
钢、铁及大多数有色合金铸件均可采用砂铸法获得。
由于其价格低廉、易得性好、模具制作简单,长期以来一直是铸造的基本工艺。
砂型铸造技术培训是铸造技术培训的重要组成部分。
关键词:砂型铸造;技能培训;制作成本现代社会生产中广泛的应用砂型铸造,砂型铸造实现的生产方式的革新,在一定程度上大幅度的提高了生产效率。
砂型铸造在模具制造和模具设计上经常存在着一些问题,通过对这些问题进行仔细的研究,可以有效提高我国砂型铸造整体水平,进一步的对砂型铸造的水平进行科学划的发展设定,保障整体砂型铸造的生产质量。
一、砂型铸造的模具设计1.设置平面设计图。
砂型铸造模具设计的准确性直接对砂型铸造模具的后期应用造成影响,为了保障砂型铸造模具的模型设计准确无误,对砂型铸造模具的主要步骤计划分为以下几部分:设置砂型铸造模具的平面设计图。
砂型铸造模具的平面设计中要包括砂型铸造模具设计的主视图、俯视图和左视图的三部分,提高砂型铸造模具应用的实际设计的立体性特征;此外,砂型铸造模具的平面设计中要对模型设计的高、长、宽、半径等具体数据进行确定,为了保障砂型铸造模具设计数据应用的准确性较高,设计人员可以对砂型铸造模具设计的数据设定变化空间值,再应用数据模型对数据进行验证,保障砂型铸造模具设计数据的准确性。
例如某砂型铸造模具进行平面设计中模型的设计数据中高、长、宽、半径分别为25cm、33cm、24cm、5cm。
并依据砂型铸造模具的设计后期需要,分别对数据保留3~5cm的变动空间,实现砂型铸造模具设计的进一步精确化发展。
2.建立砂型铸造模具的数据模型。
砂型铸造模具设计中的第二环节,是依据砂型铸造模具的平面设计,建立砂型铸造模具设计的运算模型,确定砂型铸造模具平面设计的数据应用的变动准确值,例如砂型铸造模具设计中应用的数据模型中,采用函数运算的模式,设定自变量X与因变量Y,将砂型铸造模具中因变量和自变量的关系进行数据分析,从而进一步确定自变量的变化与因变量之间的函数关系,为保障砂型铸造模具设计应用数据的准确性提供完善、准确的发展依据。
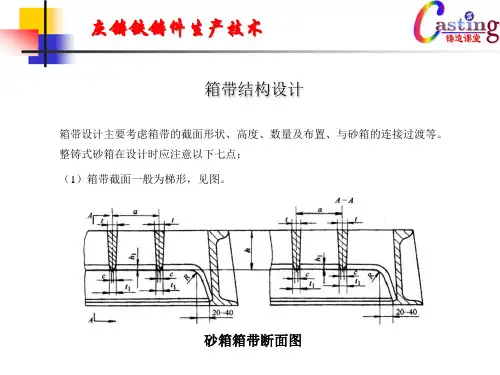
9砂箱及其它9.1 设计和选用砂箱的基本原则1)满足铸造工艺要求。
如砂箱和模样间应有足够的吃砂量、箱带不妨碍浇冒口的安放、不严重阻碍铸件收缩等。
2)尺寸和结构应符合造型机、起重设备、烘干设备的要求。
砂箱尺寸、形状是设计或选购造型机的主要依据。
为此。
大量生产中应对计划在造型线上生产的全部铸件逐一进行铸造工艺分析,以确定共用砂箱的尺寸和形状。
3)有足够的强度和刚度,使用中保证不断裂或发生过大变形。
4)对型砂有足够的附着力,使用中不掉砂或塌箱,但又要便于落砂。
为此,只在大的砂箱中才设置箱带。
5)经久耐用,便于制造。
6)应尽可能标准化、系列化和通用化。
9.2类型9.2.1 专用砂箱和通用砂箱专用砂箱:专为某一复杂或重要铸件设计的砂箱。
例如卡车后桥的专用砂箱(图4.7-235)。
通用砂箱:凡是模样尺寸合适的各种铸件均可使用的砂箱。
多为长方形。
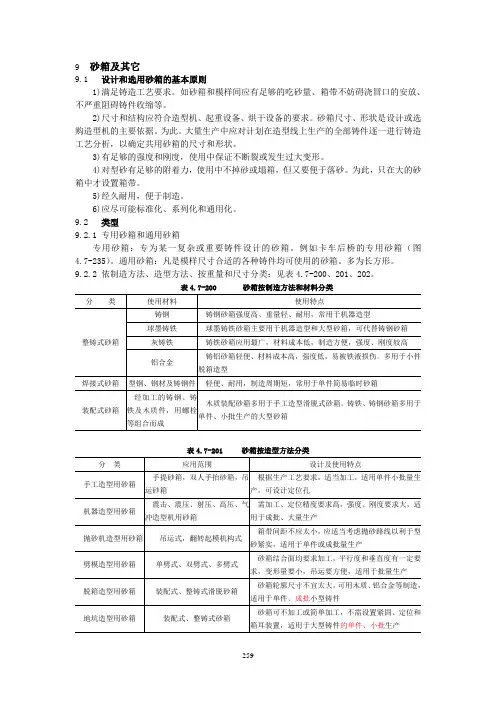
9.2.2 依制造方法、造型方法、按重量和尺寸分类:见表4.7-200、201、202。
表4.7-200 砂箱按制造方法和材料分类表4.7-201 砂箱按造型方法分类表4.7-202 砂箱按重量和尺寸分类砂箱形式规格手抬式砂箱手抬吊运、自动线用砂箱吊运、自动线用砂箱吊运式砂箱小型中小型中型大型重型砂箱内框平均尺寸/mm≤500501~750751~15001501~5000>5000砂箱高度/mm1OO~300100~400150~600250~800400~800空砂箱重量/kg≤4040~150170~750800~20000>20000砂箱内部容积/m3≤O.075O.075~O.225O.337~1.350 1.80~2.O>2.O 有无箱带一般无箱带根据情况确定根据情况确定有箱带有箱带注:1砂箱内框平均尺寸指砂箱分箱面内框长加宽的算术平均值。
2砂箱重量以铸铁为例。
9.2.3 典型砂箱(1)手工造型和半机械化造型(如震击造型机)用的砂箱:砂箱为单层壁结构,有手柄或吊轴,箱壁多有排气孔,多采用整铸式,也有用钢材焊制的。
铸造砂箱的设计、选用原则、类型尺寸【建筑工程类独家文档首发】砂箱及其它9.1设计和选用砂箱的基本原则1)满足铸造工艺要求。
如砂箱和模样间应有足够的吃砂量、箱带不妨碍浇冒口的安放、不严重阻碍铸件收缩等。
2)尺寸和结构应符合造型机、起重设备、烘干设备的要求。
砂箱尺寸、形状是设计或选购造型机的主要依据。
为此。
大量生产中应对计划在造型线上生产的全部铸件逐一进行铸造工艺分析,以确定共用砂箱的尺寸和形状。
3)有足够的强度和刚度,使用中保证不断裂或发生过大变形。
4)对型砂有足够的附着力,使用中不掉砂或塌箱,但又要便于落砂。
为此,只在大的砂箱中才设置箱带。
5)经久耐用,便于制造。
6)应尽可能标准化、系列化和通用化。
9.2类型9.2.1专用砂箱和通用砂箱专用砂箱:专为某一复杂或重要铸件设计的砂箱。
例如卡车后桥的专用砂箱(图4.7-235)。
通用砂箱:凡是模样尺寸合适的各种铸件均可使用的砂箱。
多为长方形。
9.2.2依制造方法、造型方法、按重量和尺寸分类:见表4.7-200、201、202。
表4.7-200砂箱按制造方法和材料分类分类使用材料使用特点整铸式砂箱铸钢铸钢砂箱强度高、重量轻、耐用,常用于机器造型球墨铸铁球墨铸铁砂箱主要用于机器造型和大型砂箱,可代替铸钢砂箱灰铸铁铸铁砂箱应用最广,材料成本低,制造方便,强度、刚度较高铝合金铸铝砂箱轻便、材料成本高,强度低,易被铁液损伤。
多用于小件脱箱造型焊接式砂箱型钢、钢材及铸钢件轻便、耐用,制造周期短,常用于单件简易临时砂箱装配式砂箱经加工的铸钢、铸铁及木质件,用螺栓等组合而成木质装配砂箱多用于手工造型滑脱式砂箱。
铸铁、铸钢砂箱多用于单件、小批生产的大型砂箱表4.7-201砂箱按造型方法分类分类应用范围设计及使用特点手工造型用砂箱手提砂箱,双人手抬砂箱,吊运砂箱根据生产工艺要求,适当加工,适用单件小批量生产,可设计定位孔机器造型用砂箱震击、震压、射压、高压、气冲造型机用砂箱需加工、定位精度要求高,强度、刚度要求大,适用于成批、大量生产抛砂机造型用砂箱吊运式,翻转起模机构式箱带间距不应太小,应适当考虑抛砂路线以利于型砂紧实,适用于单件或成批量生产劈模造型用砂箱单劈式、双劈式、多劈式砂箱结合面均要求加工,平行度和垂直度有一定要求,变形量要小,吊运要方便,适用于批量生产脱箱造型用砂箱装配式、整铸式滑脱砂箱砂箱轮廓尺寸不宜太大,可用木质、铝合金等制造,适用于单件、成批小型铸件地坑造型用砂箱装配式、整铸式砂箱砂箱可不加工或简单加工,不需设置紧固、定位和箱耳装置,适用于大型铸件的单件、小批生产表4.7-202砂箱按重量和尺寸分类砂箱形式规格手抬式砂箱手抬吊运、自动线用砂箱吊运、自动线用砂箱吊运式砂箱小型中小型中型大型重型砂箱内框平均尺寸/mm≤500501~750751~15001501~5000>5000砂箱高度/mm 1OO~300100~400150~600250~800400~800空砂箱重量/kg≤4040~150170~750800~20000>20000砂箱内部容积/m3≤O.075O.075~O.225O.337~1.3501.80~2.O>2.O有无箱带一般无箱带根据情况确定根据情况确定有箱带有箱带注:1砂箱内框平均尺寸指砂箱分箱面内框长加宽的算术平均值。