第六章砂芯设计和铸造工艺参数的确定
- 格式:ppt
- 大小:6.84 MB
- 文档页数:57
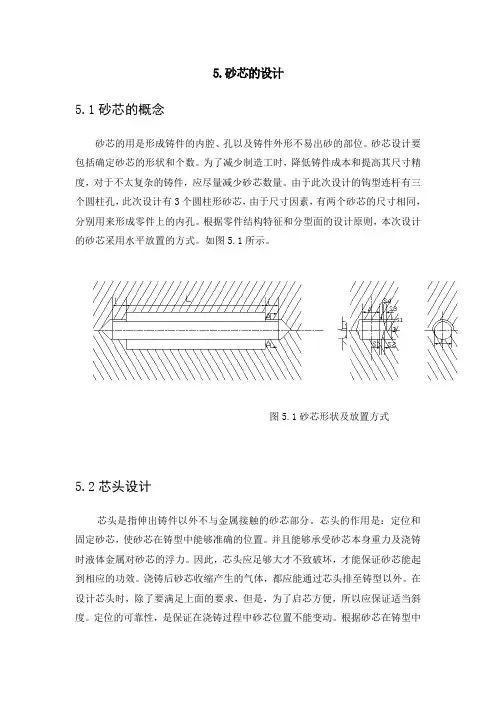
5.砂芯的设计5.1砂芯的概念砂芯的用是形成铸件的内腔、孔以及铸件外形不易出砂的部位。
砂芯设计要包括确定砂芯的形状和个数。
为了减少制造工时,降低铸件成本和提高其尺寸精度,对于不太复杂的铸件,应尽量减少砂芯数量。
由于此次设计的钩型连杆有三个圆柱孔,此次设计有3个圆柱形砂芯,由于尺寸因素,有两个砂芯的尺寸相同,分别用来形成零件上的内孔。
根据零件结构特征和分型面的设计原则,本次设计的砂芯采用水平放置的方式。
如图5.1所示。
图5.1砂芯形状及放置方式5.2芯头设计芯头是指伸出铸件以外不与金属接触的砂芯部分。
芯头的作用是:定位和固定砂芯,使砂芯在铸型中能够准确的位置。
并且能够承受砂芯本身重力及浇铸时液体金属对砂芯的浮力。
因此,芯头应足够大才不致破坏,才能保证砂芯能起到相应的功效。
浇铸后砂芯收缩产生的气体,都应能通过芯头排至铸型以外。
在设计芯头时,除了要满足上面的要求,但是,为了启芯方便,所以应保证适当斜度。
定位的可靠性,是保证在浇铸过程中砂芯位置不能变动。
根据砂芯在铸型中安放的位置,可分为垂直芯头、水平芯头两类。
本次设计中,采用的是水平芯头。
芯头它由芯头长度、斜度、间隙、压环、防压环和集砂槽等结构组成。
各部分具体位置如图5.2所示。
图5.2 芯头的组成1)芯头长度指的是砂芯伸入铸型部分的长度,对于直径小于150mm和长度小于1m的中、小型砂芯,水平芯头长度一般在20-100mm之间。
在图中用l表示。
2)斜度为了避免合箱时和砂芯相碰,在端面上要留有一定的斜度,上箱斜度比下箱的斜度大在图中标示为S。
3)芯头间隙为了下箱方便,通常在芯头和芯座之间留有一定的间隙。
间隙的大小取决于砂芯的大小和精度及芯座本身的精度。
4)压环在上模样芯头上车削一道半圆凹沟(r=1.5-6mm)造型后在上芯座上凸其一环型砂,合箱后它能把砂芯压紧,避免液体金属沿间隙钻入芯头,堵塞通气道。
5)防压环在水平芯头,靠近模样的根部,设置凸起圆环,高度为0.5-2mm,宽5-15mm,谓之防压环。
铸造工艺毕业设计铸造工艺毕业设计【篇一:铸造工艺毕业论文】毕业论文题目浅谈铸造工艺与品质检查姓名所在系别专业班级学号指导教师日期摘要:为了提高铸件的可靠性、适用性;提高产品在市场上的竞争能力,对铸件质量的要求不断提高。
铸件质量的概念也发生了相应的变化,“质量”的含义至少包含两个方面的内容:一是产品质量,即铸件满足用户要求的程度;或按其用途在使用中应取得的功效,这功效是反映铸件结构特征、材质的工作特性和物理力学特性的总和,是评价铸件质量水平和技术水平的基本指标。
二是工程质量,指的是铸制毛坯和铸制零件的生产过程对产品质量的保证程度,即铸件在具体使用条件下的可靠性。
这一指标在相当大的程度上决定于前述的功效指标,还与稳定性、耐用性和工艺性等指标有关。
标准是由国家承认的标准制订单位批准的对各种产品(铸件)规格、材料规格、试验方法、术语定义或推荐的工艺方法的规定。
我国的国家标准是由国家技术监督局批准并颁行的,有关铸件质量的各种标准一经接纳、贯彻与实施,可取得明显的效果和效益。
国际标准是由国际标准化组织批准并颁行的。
我国是国际标准化组织的主要成员国之一,按国家现行的政策,国际标准可以等效地视为国家标准。
关键词:铸件质量;提高铸件品质;稳定性;耐用性目录引言 (3)第一章铸件质量标准 (4)1.1 铸件精度标准 (4)第二章铸件缺陷分类 (6)2.1铸件缺陷 (6)2.2废品与铸件质量 (11)2.3 修补与缺陷防止 (11)第三章铸造过程中的质量控制技术................................. 错误!未定义书签。
3.1影响铸件质量的因素 (12)3.2 技术准备过程的质量控制 (13)3.2.1质量标准的制定 (13)3.2.2铸件设计 (14)3.2.3铸造工艺、工装设计及验证 (15)3.3生产工艺过程的质量控制 (15)3.3.1原材料的质量控制 (15)3.3.2设备及工装的质量控制 (16)3.3.3 工艺过程的质量控制 (16)第四章铸件质量检测技术与缺陷诊断方法 (17)4.1铸件外观质量检测 (17)4.1.1 铸件形状和尺寸检测 (17)4.2 铸件内在质量检测 (17)4.3 铸件质量无损检测技术 (18)结论......................................................................... 18 参考文献..19 答谢。
铸造工艺流程中的砂芯设计要点在铸造工艺过程中,砂芯的设计是至关重要的一环。
砂芯的质量和设计合理与否,直接影响着铸件的成型效果和性能。
本文将介绍铸造工艺流程中砂芯设计的要点,并详细解析每个环节的注意事项。
1. 铸造工艺流程概述铸造是一种将熔化金属浇注到模具中,经凝固和冷却后获得所需形状的工艺方法。
在铸造过程中,为了使金属铸件内部为空洞或某些特殊形状而使之成型,需要使用砂芯。
2. 砂芯材料选择砂芯材料的选择应根据铸件的要求来确定。
常用的砂芯材料有石膏砂芯、水玻璃砂芯和硬化砂芯等。
选择适合的砂芯材料,可以提高砂芯的强度和耐高温性能。
3. 砂芯设计要点(1)砂芯形状设计:砂芯的形状设计应根据铸件的形状和几何要求来确定。
砂芯的形状应与铸件配合紧密,确保铸件内部空洞的准确性和一致性。
(2)砂芯结构设计:砂芯的结构设计要考虑铸件的冷却和收缩情况,以及砂芯的支撑和固定方式。
合理的砂芯结构能够提高铸件的冷却效果,避免缺陷的产生。
(3)砂芯通气设计:砂芯内部空洞与铸件之间需要良好的通气,以保证熔融金属充分填充到空洞内。
通气孔的位置和数量需要合理设计,避免砂芯烧结或阻塞通气。
(4)砂芯的涂料选择:砂芯在使用前需要涂覆一层涂料,以提高砂芯的表面质量和耐热性。
根据铸件的要求和砂芯的材料特性,选择合适的涂料进行涂覆。
4. 砂芯制作工艺制作砂芯的工艺流程主要包括模具制作、芯盒装配、砂填充、振动压实、脱模等。
在每个环节中,都需要注意以下几个要点:(1)模具制作:模具的制作应根据砂芯的形状和结构要求进行,确保模具的精度和稳定性。
(2)芯盒装配:芯盒的装配应注意芯盒之间的配合准确性,避免砂芯在装配过程中变形或偏移。
(3)砂填充:砂芯的砂填充应均匀、充实,避免砂芯内部出现空隙或变形。
(4)振动压实:在砂芯振动压实过程中,应注意振动频率和振动时间的控制,以充分压实砂芯,提高其密实度。
(5)脱模:脱模时要注意砂芯的整体性和完整性,避免在脱模过程中产生砂屑或破损。
砂型铸造课程设计1前⾔1.1铸造⼯艺设计的概念铸铁件⼴泛的应⽤在装备制造业,冶⾦,建筑,农机,给排⽔以及国防⼯业各部门,如在机械制造业中,铸铁件所占⽐重约为机械重量的40%⾄80% 。
⽣产的铸件是多种多样的,质量有⼤有⼩,厚度可以薄到2mm,也可以达到500mm,可以是各种形状。
那么什么是铸造呢?铸造⼯艺设计⼜是怎么设计的呢?现代科学技术的发展,要求⾦属铸件具有⾼的⼒学性能、尺⼨精度和低的表⾯粗糙度值;要求具有某些特殊性能,如耐热、耐蚀、耐磨等,同时还要求⽣产周期短,成本低。
因此,铸件在⽣产之前,⾸先应进⾏铸造⼯艺设计,使铸件的整个⼯艺过程都能实现科学操作,才能有效地控制铸件的形成过程,达到优质⾼产的效果。
铸造⼯艺设计就是根据铸造零件的结构特点、技术要求、⽣产批量和⽣产条件等,确定铸造⽅案和⼯艺参数,绘制铸造⼯艺图,编制⼯艺卡等技术⽂件的过程。
铸造⼯艺设计的有关⽂件,是⽣产准备、管理和铸件验收的依据,并⽤于直接指导⽣产操作。
铸件的⽣产过程,也就是从零件图开始,⼀直到铸件成品检验合格⼊库为⽌,要经过很多道⼯序。
例如涉及到合⾦熔炼、造型、制芯材料的配制,⼯艺装备的准备,铸型的制造、合箱、浇注、落砂和清理等多⽅⾯⼯作。
⼈们把⼀个铸件的⽣产过程称为铸造⽣产⼯艺过程。
对于⼀个铸件,编制出铸造⽣产过程的技术⽂件就是铸造⼯艺设计。
这些技术⽂件必须结合⼯⼚的具体条件,是在总结先进经验的基础上,以图形、⽂字和表格的形式对铸件的⼯艺⽣产过程加以科学的规定[1]。
它是⽣产的直接指导性⽂件,也是技术准备和⽣产管理、制定进度计划的依据。
1.2设计依据在进⾏铸造⼯艺设计前,设计者应掌握⽣产任务和要求,熟悉⼯⼚和车间的⽣产条件,这些是铸造⼯艺设计的基本依据。
此外,要求设计者有⼀定的⽣产经验和设计经验,并应对铸造先进技术有所了解,具有经济观点和发展观点。
1.2.1⽣产任务1)铸造零件图样。
提供的图样必须清晰⽆误,有完整的尺⼨和各种标记。
铸造砂芯质量评判标准汇总,解读砂芯设计不得不注意的关键点!联合铸造联合铸造 2022-09-05 17:31 发表于河南砂芯主要用于形成铸件的内孔、腔。
某些妨碍起模、不易出砂的外形部分可用砂芯形成。
砂芯的工作条件较为恶劣,因此对砂芯的要求:1)有足够的强度和刚度;2)排气性好;3)退让性好;4)收缩阻力小;5)溃散性好,易出砂。
砂芯设计包括:确定砂芯数量,每个砂芯的形状、尺寸;芯头的个数、形状和尺寸;芯撑、芯骨;排气方式;芯砂种类及造芯方法等。
一、砂芯数量的确定一个铸件所需的砂芯数量,主要取决于铸件结构和铸造工艺方案。
确定砂芯数量的原则是:尽量减少砂芯数量,以减少芯盒、制芯工时费用,降低铸件成本,同时,也应考虑制芯下芯,检查方便,保证铸件质量精度。
1.当内腔或孔的深径比(高度与直径或高度与宽度之比)不很大时,应才用自带砂芯。
自带砂芯的高度和宽度之比不能太大,否则拔模时容易损坏。
自带砂芯尺寸查表。
2.砂芯和分块砂芯整体制造的砂芯,易于保证铸件精度,工装数目少,砂芯强度和刚度较好。
但是,对于尺寸过大、形状复杂的砂芯,仍采用整体砂芯,操作不方便,应分成两个或几个砂芯来制造。
砂芯的分块原是:①填砂面应宽敞;②砂芯支撑面最好是平面,以便于安放和烘干;③分盒面尽量与分型面一致。
④分块应便于下芯、合箱及检查,保证铸件精度。
⑤尺寸精度要求高的部分,尽可能用同一砂芯形成;⑥ 尺寸过大的砂芯,为了便于造芯、下芯解决车间起重量不够的困难,可以分成几个小砂芯。
每个小砂芯需具有足够的强度和刚度。
二、芯头芯头是砂芯的重要组成部分。
芯头的作用是定位、支撑和排气。
芯头在保证定位可靠,支撑牢固、排气通畅的情况下,其数目越少越好。
1.垂直芯头垂直芯头有三种形式,a)上下都作出芯头,定位准确,支撑可靠,排气通畅。
一般常用这种形式。
尤其适于高度大于直径的砂芯;b)只作下芯头,不作上芯头,合箱方便。
适合于横截面积较大而高度不大的砂芯;c)上、下芯头都不作出,可降低砂箱的高度,便于调整砂芯的位置。