刀具基本定义
- 格式:ppt
- 大小:1.14 MB
- 文档页数:68
“工欲善其事,必先利其器”,公司的各种零配件,当形状,尺寸精度、表面质量要求较高时,都需经车钳加工作业。
而刀具是对零件进行切削的,它的性能和质量的优劣,都直接影响加工效率、加工精度和表面质量,也将直接决定产品的品质、性能和生产成本。
一、刀具常识1.刀具的种类繁多,形状各异。
但就刀具切屑部分而言,都可看成车刀刀头的演变。
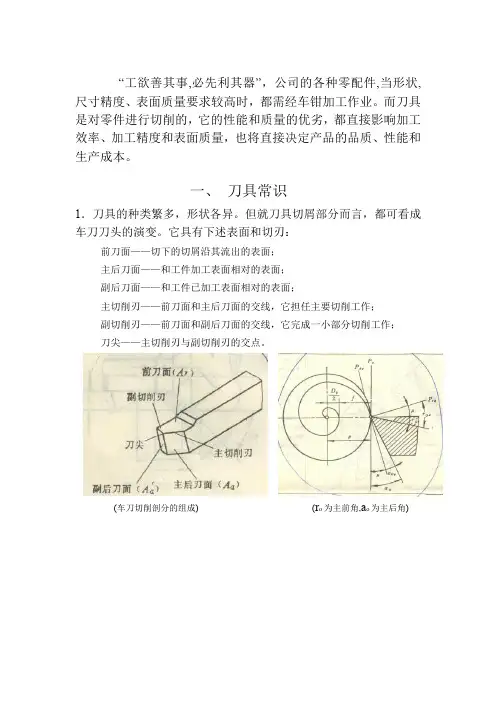
它具有下述表面和切刃:前刀面——切下的切屑沿其流出的表面;主后刀面——和工件加工表面相对的表面;副后刀面——和工件已加工表面相对的表面;主切削刃——前刀面和主后刀面的交线,它担任主要切削工作;副切削刃——前刀面和副后刀面的交线,它完成一小部分切削工作;刀尖——主切削刃与副切削刃的交点。
(车刀切削剖分的组成) (r o为主前角,a o为主后角)2.刀具几何角度的定义:(包括前角和后角)前角是指前刀面与基面之间的夹角;分为主前角,法前角、进给剖面前角、切深剖面前角。
前角大刃口锋利,切削层的塑性变形和摩擦阻力小,切削力和切削热降低。
但前角过大将使切削刃强度降低,散热条件变坏,刀具寿命下降,甚至会造成崩刃。
后角是主后刀面与切削平面之间的夹角;分为主后角、法后角、进给剖面后角、切深剖面后角。
后角的作用是减少刀具后刀面与工件之间的摩擦。
但后角过大会降低切削刃强度,并使散热条件变差。
从而降低刀具寿命二、刀具材料刀具的材料系指刀具切削部分的材料。
刀具切削部分在工作中不仅受到巨大的切削压力和很高的切削温度,而且受冲击载荷和摩擦力的作用。
因此刀具材料的正确选择对生产的产品的品质和生产成本有着重要的影响。
1.刀具的材料应满足下面的要求:1)硬度和耐磨性高;一般说来,刀具的材料硬度较高,耐磨性就越高。
2)有足够的强度和韧性3)耐磨性高4)有良好的工艺性能;工艺性能主要包括刀具材料的热处理性能、可磨性能、锻造性能及高温性变形性能等。
2.常用的刀具材料有碳素工具钢、合金工具钢、高速钢、硬质合金、陶瓷、金刚石、立方氮化硼等。
刀具和材料基本定义刀具和材料是制造工业中不可或缺的两个基本要素。
刀具是用于加工和切削材料的工具,而材料则是用于制造产品的基本物质。
在现代制造业中,刀具和材料的选择和应用对产品质量、生产效率和成本等方面产生重大影响。
下面将介绍刀具和材料的基本定义。
刀具刀具是一种用于加工和切削材料的工具。
它可以是手持的、固定在机械设备上的或者是自动化机器人所使用的。
刀具一般由刀身和刀具柄组成。
刀身是切削工具的主要部分,它具有切割、研磨和冷却等功能。
刀具柄用于连接刀具和切削设备,并传递加工力和运动。
刀具可以根据用途进行分类,其中包括但不限于以下几种常见的刀具类型:1.钻头:用于在材料中钻孔。
2.锯片:用于切割材料,常见于木工和金属加工。
3.切削刀具:包括切削刀片、铣刀和车刀等,用于在材料上进行切削和车削。
4.保持和测量工具:包括量具和千分尺等,用于测量和保持材料。
材料材料是用来制造产品的基本物质。
常见的材料包括金属、塑料、陶瓷、木材和复合材料等。
不同的材料具有不同的物理和化学性质,因此有不同的加工方法和使用环境。
材料可以根据原子构成进行分类,其中包括但不限于以下几种常见的材料类型:1.金属材料:包括铁、铝、钢、铜等,具有良好的导电性和热导性。
2.塑料材料:包括聚乙烯、聚氯乙烯、聚苯乙烯等,具有良好的绝缘性和可塑性。
3.陶瓷材料:包括陶瓷砖、陶瓷刀具等,具有优异的耐高温和耐腐蚀性。
4.木材:包括常见的硬木和软木,具有良好的强度和耐久性。
5.复合材料:由两种或多种不同材料组合而成,具有优异的力学性能和特定的功能。
刀具和材料的选择是制造工业中至关重要的决策。
合适的刀具和材料能够显著提高加工效率和产品质量。
同时,刀具和材料的选择还应考虑到成本、环境影响和可持续发展等因素。
因此,在制造过程中,需要对刀具和材料的性能、寿命和成本等进行综合评估,以选择最佳的刀具和材料组合。
刀具的基本知识刀具:无论是手工加工还是机械加工,所有加工物体用的工具,称之为刀具。
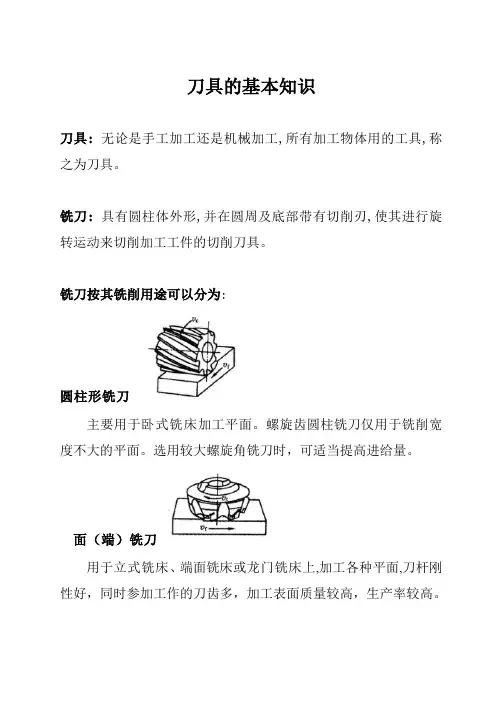
铣刀:具有圆柱体外形,并在圆周及底部带有切削刃,使其进行旋转运动来切削加工工件的切削刀具。
铣刀按其铣削用途可以分为:圆柱形铣刀主要用于卧式铣床加工平面。
螺旋齿圆柱铣刀仅用于铣削宽度不大的平面。
选用较大螺旋角铣刀时,可适当提高进给量。
面(端)铣刀用于立式铣床、端面铣床或龙门铣床上,加工各种平面,刀杆刚性好,同时参加工作的刀齿多,加工表面质量较高,生产率较高。
立铣刀用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时,可轴向进给。
铣削宽度较大时,应选用较大直径,以提高铣削效率。
三面刃铣刀用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
两把铣刀配装时,两刀应错开半个齿,以分散切削力减小振幅。
角度铣刀用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
锯片铣刀用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。
此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀。
前刀面:刀具上切屑流过的表面。
后刀面:与工件上切削中产生的表面相对的表面。
主切削刃:前刀面和后刀面的交线,担负主要切削。
前角:前刀面与基面所成的夹角。
后角:后刀面与刀削平面所成的夹角。
螺旋角:主刀刃与轴线之间所成的夹角。
由于机床切削状态,实际加工状态不同,螺旋方向和切削刃方向也就不同。
轴线右旋左旋主刀刃圆柱铣刀的铣削方式:顺铣:铣刀的旋转方向和切削的进给方向是相同的。
逆铣:铣刀的旋转方向和切削的进给方向是相反的。
顺铣时,切削力将工件压向工作台,逆铣时切削力使工件离开工作台。
由于顺铣的切削效果最好,通常首选顺铣,只有当机床存在螺纹间隙问题或者有顺铣解决不了的问题时,才考虑逆铣。
面铣刀的铣削方式:对称铣削:铣刀位于工件宽度的对称线上。
因此对铣削具有冷硬层的淬硬钢有利,其切入边为逆铣,切出边为顺铣。



刀具的基础知识一、刀具的基本概念刀具是机械制造中用于切削加工的工具,又称切削工具。
广义的切削工具既包括刀具,还包括磨具。
绝大多数的刀具是机用的,但也有手用的。
由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。
切削木材用的刀具则称为木工刀具。
二、刀具的发展刀具的发展在人类进步的历史上占有重要的地位。
中国早在公元前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。
战国后期(公元前三世纪),由于掌握了渗碳技术,制成了铜质刀具。
当时的钻头和锯,与现代的扁钻和锯已有些相似之处。
然而,刀具的快速发展是在18世纪后期,伴随蒸汽机等机器的发展而来的。
1783年,法国的勒内首先制出铣刀。
1792年,英国的莫兹利制出丝锥和板牙。
有关麻花钻的发明最早的文献记载是在1822年,但直到1864年才作为商品生产。
那时的刀具是用整体高碳工具钢制造的,许用的切削速度约为5米/分。
1868年,英国的穆舍特制成含钨的合金工具钢。
1898年,美国的泰勒和.怀特发明高速钢。
1923年,德国的施勒特尔发明硬质合金。
在采用合金工具钢时,刀具的切削速度提高到约8米/分,采用高速钢时,又提高两倍以上,到采用硬质合金时,又比用高速钢提高两倍以上,切削加工出的工件表面质量和尺寸精度也大大提高。
由于高速钢和硬质合金的价格比较昂贵,刀具出现焊接和机械夹固式结构。
1949~1950年间,美国开始在车刀上采用可转位刀片,不久即应用在铣刀和其他刀具上。
1938年,德国德古萨公司取得关于陶瓷刀具的专利。
1972年,美国通用电气公司生产了聚晶人造金刚石和聚晶立方氮化硼刀片。
这些非金属刀具材料可使刀具以更高的速度切削。
1969年,瑞典山特维克钢厂取得用化学气相沉积法,生产碳化钛涂层硬质合金刀片的专利。
1972年,美国的邦沙和拉古兰发展了物理气相沉积法,在硬质合金或高速钢刀具表面涂覆碳化钛或氮化钛硬质层。
表面涂层方法把基体材料的高强度和韧性,与表层的高硬度和耐磨性结合起来,从而使这种复合材料具有更好的切削性能。
刀具全面知识点总结一、刀具的定义及分类1.1 刀具的定义刀具是一种用来切削、刮削、磨削或者其他类似加工的工具,用来处理工件材料的切削加工工具。
1.2 刀具的分类根据刀具的用途和结构特点,刀具可以分为以下几种类型:1)按材料分:高速钢刀具、硬质合金刀具、陶瓷刀具、超硬刀具等;2)按用途分:车刀、铣刀、钻头、刨刀、螺纹刀、切割刀、弯曲刀、磨片等;3)按加工方式分:单点切削刀具、多刀片切削刀具、多刀头切削刀具、无中心刀具等。
二、刀具的结构及参数2.1 刀具的结构刀具的主要部分包括刀身、刀尖、刀柄、刀片、刃部和刀具夹具等。
2.2 刀具的参数刀具的参数主要包括刀具的直径、长度、刃数、刃角、刃长、刃部材料、刃部涂层、刀片夹角等。
三、刀具的制造工艺3.1 刀具的材料刀具的材料主要包括高速钢、硬质合金、陶瓷、金刚石、立方氮化硼等。
3.2 刀具的制造工艺刀具的制造工艺包括材料的选取、热处理、刀具的设计和制造、刃部的磨削和涂层等。
四、刀具的磨削与涂层4.1 刀具的磨削刀具的磨削是指用磨削机床将刀具表面的毛刺、划痕和磨损层去除,以恢复刀具的切削性能和使用寿命。
4.2 刀具的涂层刀具的涂层是指在刀具表面涂覆一层热喷涂、化学气相沉积或者物理气相沉积的涂层,用来提高刀具的硬度、耐磨性和热稳定性。
五、刀具的选择与使用5.1 刀具的选择刀具的选择要考虑到工件的材料、切削方式、切削参数、表面粗糙度等因素,选用合适的刀具。
5.2 刀具的使用刀具的使用要严格按照切削工艺要求和操作程序,正确安装刀具,选择合适的切削参数,保持刀具的清洁和润滑。
六、刀具的维护与保养6.1 刀具的维护刀具的维护包括清洁刀具表面、修复刀具刃部、保持刀具的润滑以及及时更换磨损严重的刀具。
6.2 刀具的保养刀具的保养包括正确的存储、防锈处理、定期检查和保养、刀具寿命管理等。
七、刀具的质量检测7.1 刀具的外观检查外观检查主要包括刀具的尺寸、表面光洁度、刃部锐利度、刀具夹具的牢固度等。
刀具的基础知识及应用刀具是人类使用最早也最普遍的工具之一,具有多种类型和应用领域。
刀具的基础知识包括刀具的构造、种类、材质、磨削与保养等内容,同时还可以介绍刀具在不同领域的应用,如制造业、农业、烹饪等。
首先,刀具的构造是指刀具的组成部分。
一般来说,刀具主要由刀刃、柄和连接部分组成。
刀刃是刀具的主要部分,用于切削或切割物体。
柄用于握持刀具,使力量传递到刀刃上。
连接部分将刀刃与柄连接在一起。
刀具的构造可以根据不同的应用领域和需求进行设计和改进,以提高效率和安全性。
其次,刀具的种类很多,常见的有菜刀、水果刀、剪刀、菜麻刀、厨房刀、匕首等。
不同种类的刀具在形状、大小和功能上存在差异。
例如,菜刀因其大而宽的刀片适合切割和剁碎食材,水果刀则适合削皮和切水果。
剪刀主要用于剪纸、剪布等活动。
刀具的种类丰富多样,满足了不同领域和任务的需求。
刀具的常见材质包括不锈钢、碳钢、陶瓷等。
不锈钢刀具具有耐腐蚀、易清洗的特点,常用于厨房中的烹饪和切割工作。
碳钢刀具具有优良的切削性能,常见于制造业中的车削和切削加工。
陶瓷刀具硬度高、切削性能好,但易脆断,通常用于特定的工艺需求,如切割蔬果等。
磨削和保养是刀具使用中重要的环节。
刀具在使用过程中会因为摩擦和磨损而失去锋利度。
为了保持刀具的切削性能和寿命,需要对刀具进行定期的磨削和保养。
磨削是指使用磨具将刀刃恢复到锋利状态,常见的磨具有磨石、石头、砂轮等。
保养是指在使用过程中对刀具进行的护理和维护,如清洗、润滑、避免倒地等。
正确的磨削和保养能够提高刀具的效率和使用寿命。
刀具的应用广泛,涉及制造业、农业、烹饪等多个领域。
在制造业中,刀具被用于车削、铣削、切削等加工过程,以制造各种零部件和产品。
在农业中,刀具被用于收割、割草、修剪等农作业中,提高了劳动效率和农产品的质量。
在烹饪中,刀具是厨师们的得力助手,用于切割、切块、刮皮等操作。
总之,刀具是一种基本工具,具有多种类型和应用领域。
了解刀具的基础知识,包括构造、种类、材质、磨削与保养等内容,有助于我们更好地使用刀具,并在不同领域中发挥其作用。
1.刀具切削部分的组成,前(刀)面A r、主后(刀)面Aα、副后刀面Aα'、主切削刃S、副切削刃S'、刀尖。
2.刀具几何角度参数,前角、后角、主偏角、副偏角、刃倾角、副后角、楔角、刀尖角、余偏角。
3.基面、切削平面、正交平面共同组成刀具标注角度的正交平面参考系。
4.在刀具标注角度正交参考系中确定的切削刃、各刀面的方位角度称为刀具标注角度。
5.基面,通过切削刃上的选定点,并与该点切削速度方向相垂直的平面。
切削平面,通过切削刃上的选定点,并与工件加工表面相切的平面。
正交平面,通过切削刃上的选定点,同时垂直于基面和切削平面。
切削平面必然垂直于切削刃在基面上的投影,又称为主剖面。
6.刀具标注角度第一方面:切削刃位置的角度,由主偏角和刃倾角确定。
主偏角,主切削刃在基面上的投影与进给运动方向的夹角,一般为正值。
刃倾角,在切削平面测量的主切削刃与基面之间的夹角。
当主切削刃呈水平时,此时切削刃与切削速度方向垂直,称为直角切削;当刀尖是切削刃上的最低点时,刃倾角为负值;当刀尖是切削刃上大的最高点时,刃倾角为正值。
当刃倾角不为0时的切削为斜角切削,此时切削刃和切削速度方向不垂直。
7.刀具标注角度第二方面:前刀面和后刀面在正交平面参考系中的位置,由前角和后角确定。
前角,在正交平面内测量的前刀面与基面之间的夹角。
前角表示前刀面的倾斜程度,有正负和零值之分。
后
角,在正交平面内测量的主后刀面与切削平面的夹角,后角表示主后刀面的倾斜程度,一般为正值。
刀具的基本术语1. 结构要素待加工表面----工件上有待切除的表面。
已加工表面----工件上经刀具切削后产生的表面。
过渡表面(同义词:加工表面)----工件上由切削刃形成的那部分表面,它将在下一个行程,刀具或工件的下一转里被切除,或者由下一个切削刃切除。
前面(同义词:前刀面)----刀具上切屑流过的表面。
它直接作用于被切削的金属层,并控制切屑沿其排出的刀面。
后面(同义词:后刀面)----与工件上切削中产生的表面相对的表面。
主后面(同义词:主后刀面)----刀具上同前面相交形成主切削刃的后面。
它对着过渡表面。
副后面(同义词:副后刀面)----刀具上同前面相交形成副切削刃的后面。
它对着已加工表面。
主切削刃----起始于切削刃上主偏角为零的点,并至少有一段切削刃拟用来在工件上切出过渡表面的那个整段切削刃。
副切削刃----切削刃上除主切削刃以外的刃,亦起始于切削刃上主偏角为零的点,但它向背离主切削刃的方向延伸。
2. 刀具角度参考系切削平面----通过切削刃选定点与切削刃相切并垂直于基面的平面。
主切削平面Ps----通过切削刃选定点与主切削刃相切并垂直于基面的平面。
它切于过渡表面,也就是说它是由切削速度与切削刃切线组成的平面。
副切削平面----通过切削刃选定点与副切削刃相切并垂直于基面的平面。
基面Pt----通过切削刃选定点垂直于合成切削速度方向的平面。
在刀具静止参考系中,它是过切削刃选定点的平面,平行或垂直于刀具在制造、刃磨和测量时适合于安装或定位的一个平面或轴线,一般说来其方位要垂直于假定的主运动方向。
假定工作平面----在刀具静止参考系中,它是过切削刃选定点并垂直于基面,平行或垂直于刀具在制造、刃磨和测量时适合于安装或定位的一个平面或轴线,一般说来其方位要平行于假定的主运动方向。
法平面Pn----通过切削刃选定点并垂直于切削刃的平面。
3. 刀具角度前角----前面与基面间的夹角。
后角----后面与切削平面间的夹角。