- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
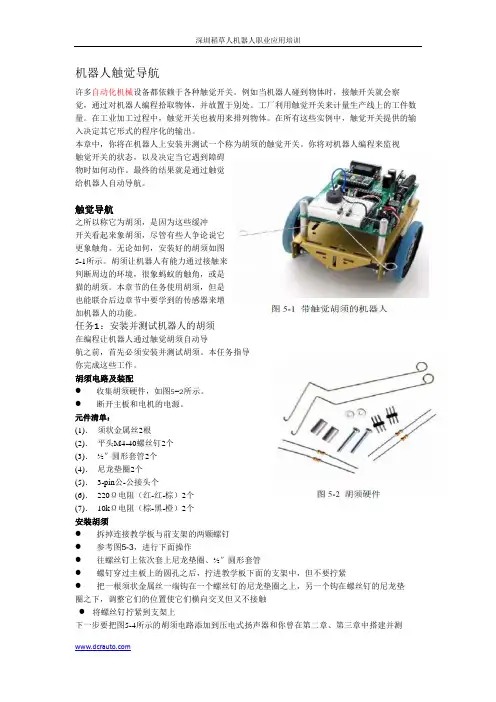
4.2 工业机器人的触觉
为使机器人准确地完成工作,需时刻检测机器人与对 象物体的配合关系。
机器人触觉可分成接触觉、接近觉、压觉、滑觉和 力觉五种, 如图4.7所示。触头可装配在机器人的手指上, 用来判断工作中各种状况。
图 4.7 机器人触觉
4.2.1 机器人的接触觉
1. 接触觉传感器
图4.8所示的接触觉传感器由微动开关组成, 根据用 途不同配置也不同, 一般用于探测物体位置、探索路径 和安全保护。这类配置属于分散装置,即把单个传感器安 装在机械手的敏感位置上。
图 4.2 具有视觉焊缝对中的弧焊机器人的系统结构
图 4.3 实现机器人弧焊工作焊缝的自动跟踪原理图
2. 装配作业中的应用
图4.4所示为一个吸尘器自动装配实验系统, 由2台关 节机器人和7台图像传感器组成。组装的吸尘器部件包 括底盘、气泵和过滤器等, 都自由堆放在右侧备料区,该 区上方装设三台图像传感器(α、β、γ), 用以分辨物料的 种类和方位。机器人的前部为装配区,这里有4台图像传 感器A、B、C和D, 用来对装配过程进行监控。使用这套 系统装配一台吸尘器只需2分钟。
图 4.4 吸尘器自动装配实验系统
3. 机器人非接触式检测
在机器人腕部配置视觉传感器,可用于对异形零件 进行非接触式测量, 如图4.5所示。这种测量方法除了 能完成常规的空间几何形状、形体相对位置的检测外, 如配上超声、激光、 x射线探测装置, 则还可进行零件内 部的缺陷探伤、 表面涂层厚度测量等作业。
图 4.6 日立自主控制机器人工作示意图
从功能上看,这种机器人具有图形识别功能和决策 规划功能, 前者可以识别一定的目标(如宏指令)、装 配图纸、多面体等; 后者可以确定操作序列, 包括装 配顺序、手部轨迹、抓取位置等。这样,只要对机器人 发出类似于人的表达形式的宏指令, 机器人则会自动 考虑执行这些指令的具体工作细节。该机器人已成功 地进行了印刷板检查和晶体管、电动机等装配工作。
如果能在传感器的信息中加入景物各点与摄像管之间 的距离信息,显然是很有用的。每个像素都含有距离信息 的图像, 称之为距离图像。目前,有人正在研究获得距离 信息的各种办法, 但至今还没有一种简单实用的装置。
2. 摄像机和光源控制
机器人的视觉系统直接把景物转化成图像输入信 号, 因此取景部分应当能根据具体情况自动调节光圈 的焦点, 以便得到一张容易处理的图像。为此应能调 节以下几个参量:
4. 图像处理机
一般计算机都是串行运算的, 要处理二维图像 很费时间。 在要求较高的场合, 可以设置一种专 用的图像处理机,以便缩短计算时间。 图像处理只 是对图像数据做了一些简单、重复的预处理, 数据 进入计算机后, 还要进行各种运算。
4.1.2 机器人视觉的应用 1. 弧焊过程中焊枪对焊缝的自动对中
第4章 工业机器人的环境感觉技术
工业机器人的触觉
图 4.1 视觉系统的硬件组成
1. 视觉传感器
视觉传感器是将景物的光信号转换成电信号的器 件。大多数机器人视觉都不必通过胶卷等媒介物,而是 直接把景物摄入。过去经常使用光导摄像等电视摄像 机作为机器人的视觉传感器, 近年来开发了CCD(电荷 耦合器件)和MOS(金属氧化物半导体)器件等组成的固 体视觉传感器。固体传感器又可以分为一维线性传感 器和二维线性传感器,目前二维线性传感器已经能做到 四千个像素以上。由于固体视觉传感器具有体积小、 重量轻等优点, 因此应用日趋广泛。
图 4.5 具有视觉系统的机器人日立中央研究所研制的具有自主控制功能的智 能机器人, 可以用来完成按图装配产品的作业,图4.6所 示为其工作示意图。它的两个视觉传感器作为机器人的 眼睛,一个用于观察装配图纸,并通过计算机来理解图中 零件的立体形状及装配关系; 另一个用于从实际工作环 境中识别出装配所需的零件,并对其形状、位置、姿态等 进行识别。此外,多关节机器人还带有触觉。 利用这些 传感器信息,可以确定装配顺序和装配方法, 逐步将零件 装成与图纸相符的产品。
由视觉传感器得到的电信号, 经过A/D转换成数字信 号, 称为数字图像。一般地,一个画面可以分成256×256 像素、 512×512像素或1024×1024像素,像素的灰度可以 用4位或8位二进制数来表示。一般情况下, 这么大的信息 量对机器人系统来说是足够的。要求比较高的场合,还可 以通过彩色摄像系统或在黑白摄像管前面加上红、绿、蓝 等滤光器得到颜色信息和较好的反差。
(1) 焦点能自动对准要看的物体。
(2) 根据光线强弱自动调节光圈。
(3) 自动转动摄像机, 使被摄物体位于视野中央。
(4) 根据目标物体的颜色选择滤光器。
此外, 还应当调节光源的方向和强度, 使目标物体 能够看得更清楚。
3. 计算机
由视觉传感器得到的图像信息要由计算机存储 和处理, 根据各种目的输出处理后的结果。20世纪 80年代以前,由于微计算机的内存量小,内存的价格 高, 因此往往另加一个图像存储器来储存图像数据。 现在, 除了某些大规模视觉系统之外, 一般都使用 微计算机或小型机。除了通过显示器显示图形之外, 还可以用打印机或绘图仪输出图像,且使用转换精 度为8位A/D转换器就可以了。但由于数据量大, 要求 转换速度快, 目前已在使用100 MB 以上的8位A/D 转换芯片。
图4.2所示为具有视觉焊缝对中的弧焊机器人的系统 结构。 图像传感器直接安装在机器人末端执行器。焊接 过程中,图像传感器对焊缝进行扫描检测, 获得焊前区焊 缝的截面参数曲线, 计算机根据该截面参数计算出末端
执行器相对焊缝中心线的偏移量Δ,然后发出位移修正指 令,调整末端执行器直到偏移量Δ=0为止。
图4.3所示为用视觉技术实现机器人弧焊工作焊缝的 自动跟踪原理图。
图 4.8 接触觉传感器 (a) 点式; (b) 棒式; (c) 缓冲器式; (d) 平板式; (e) 环式
图 4.9 所 示 为 二 维 矩 阵 接 触 觉 传 感 器 的 配 置 方 法 , 一般放在机器人手掌的内侧。图中柔软导体可以使用导 电橡胶、浸含导电涂料的氨基甲酸乙酯泡沫或炭素纤维 等材料。阵列式接触觉传感器可用于测定自身与物体的 接触位置、被握物体中心位置和倾斜度, 甚至还可以识 别物体的大小和形状。