商业无菌的检验方法
- 格式:pdf
- 大小:738.15 KB
- 文档页数:3
罐头商业无菌检验标准嘿,咱今儿就来说说这罐头商业无菌检验标准!你想啊,罐头那可是咱生活里常见的东西,要是这检验标准不过关,那可不行嘞!咱就好比这罐头是个小房子,里面装的东西那就是住在房子里的“宝贝”。
这商业无菌检验呢,就像是给这个小房子做一次全面的“体检”。
咱先看看这“体检”都要检查啥。
是不是得看看这房子有没有裂缝啊,也就是罐头的包装有没有破损啥的。
要是包装都破了,那里面的“宝贝”不就容易坏了嘛!然后呢,还得看看里面有没有啥细菌啊、微生物啊在捣乱。
这就好像房子里要是有老鼠蟑螂,那能住得舒服嘛!这检验标准可严格着呢!可不是随便看看就行的。
要像侦探一样,仔细地找线索,一点儿蛛丝马迹都不能放过。
你说要是检验不严格会咋样?那可不得了哇!就好比你买了个罐头,满心欢喜地打开准备享受美食,结果吃坏了肚子,那多闹心啊!咱可不能让这样的事儿发生,对吧?这商业无菌检验还得有专业的设备和技术嘞!可不是咱普通人能随便弄的。
就跟医生看病得有专业的工具一样,这检验也得靠那些厉害的仪器和有经验的人。
而且啊,这检验可不是一次就完事儿了。
就像人得定期体检一样,罐头也得经常被检查检查,确保一直都是“健康”的状态。
你想想,要是没有这个严格的商业无菌检验标准,那市场上的罐头不就乱套啦?谁知道哪个能吃哪个不能吃呀!所以说呀,这个标准可太重要啦,就像我们生活中的规矩一样,没有规矩不成方圆嘛!咱平时买罐头的时候,也得多个心眼儿。
看看包装是不是完好的,生产日期啥的是不是新鲜的。
这也是对自己负责呀,可不能马虎。
总之呢,这罐头商业无菌检验标准就是为了让我们能放心地吃罐头,享受罐头带来的美味和方便。
咱可得好好感谢那些制定标准和执行检验的人呢!他们就像守护我们食品安全的卫士,默默付出着。
所以啊,咱一定要重视这个标准,让我们的生活更加美好,更加有保障!你说是不是这个理儿?。
批准:审核:主检:
检验报告
产品名称报告编号
产品批号包装规格
抽样基数抽样数量
抽样人抽样日期
检验日期报告日期
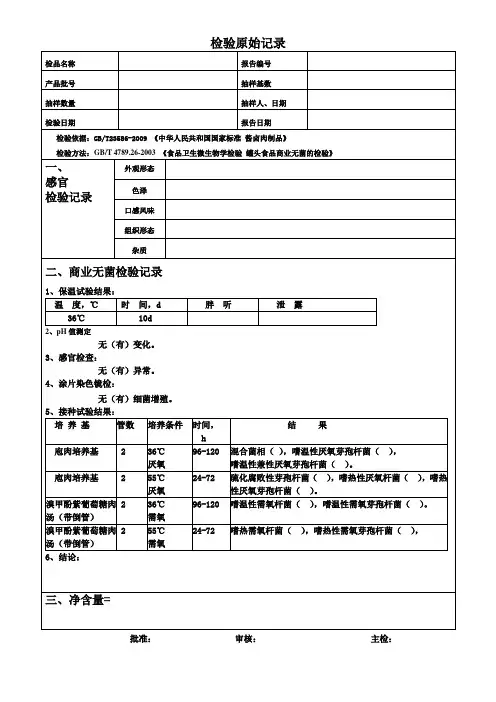
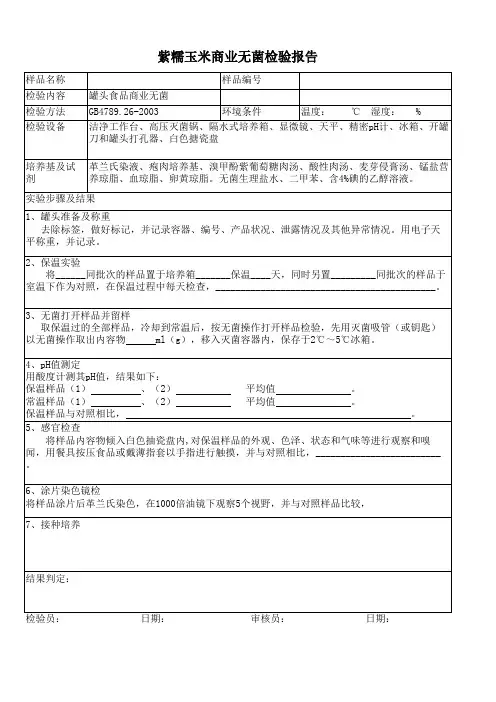
检验依据GB/T23586-2009 检验项目
检测方法:GB/T 4789.26-2003 《食品卫生微生物学检验罐头食品商业无菌的检验》检验仪器:恒温培养箱
感官
标准规定检验结果单项判定外观形态外观整齐,无异物。
色泽
酱制品表面为酱色或褐色,卤
制品为该品种应有的正常色。
泽。
口感风味
咸淡适中,具有酱卤制品特有
的风味。
组织形态组织紧密。
杂质无肉眼可见的外来杂质。
微生物指标商业无菌
净含量
检验结论
签字日期:年月日批准:审核:主检:。

商业无菌的检验方法商业无菌的概念:罐头食品的商业无菌是指罐头食品经过适度的热杀菌后,不含有致病的微生物,也不含有在通常温度下能在其中繁殖的非致病性微生物,这种状态称作商业无菌。
罐头食品的商业无菌的检验适用于各种密封容器包装的,包括玻璃瓶,金属罐,软包装,经过适度的热杀菌后达到商业无菌,在常温下能较长时间保存的罐头食品。
1.设备和仪器1.1超净工作台1.2冰箱(4℃)1.3恒温箱:30±1℃、36±1℃、55±1℃1.4显微镜:带油镜头1.5电子天平1.6接种环1.7灭菌剪刀、试管、吸管、平皿、镊子1.8白色搪瓷盘1.9电位PH计1.10酒精灯2.培养基和试剂2.1革兰氏染色液2.2疱肉培养基2.3溴甲酚紫葡萄糖肉汤2.4酸性肉汤2.5麦芽浸膏汤2.6锰盐营养琼脂2.7血琼脂2.8卵黄琼脂2.9 75%酒精溶液3.检验步骤3.1按取样步骤取样3.2保温—将样品按照保温试验要求进行保温,保温过程中,每天检查,如有胖听或泄漏等现象,立即取出开罐检测。
罐头种类温度,℃时间,d低酸性罐头 36±1 10酸性罐头 30±1 10预定输往热带地区的低酸性罐头 55±1 5-73.3开罐:取保温过的全部罐头,冷却到室温后,按无菌操作开罐检验。
3.3.1将样罐用温水和洗涤剂洗刷干净,用自来水冲洗后擦干。
放入无菌室,以紫外光灯照射30min。
3.3.2将样罐移至超净工作台上,用75%酒精棉擦拭,并点燃灭菌(胖听罐不能烧),用灭菌器具开启。
3.3.3留样:开罐后,以无菌操作取出内容物10-20ml(g)移入灭菌容器内,保存于冰箱中,检验得出结论后可随之弃去。
3.4 PH测定:取样品测PH值,看与标准是否有显著的差异。
3.5感官的检验:对产品的外观、色泽、状态和气味进行观察、嗅闻,鉴别食品有无腐败变质的迹象。
3.6涂片染色镜检3.6.1涂片对PH检查结果认为可疑的样品进行涂片染色镜检。

商业无菌的检测方法及标准一、温度检测在食品生产和处理过程中,温度是影响食品安全的重要因素之一。
温度不当可能导致食品腐败、细菌滋生等问题。
因此,对温度的检测是商业无菌检测的重要环节。
1.实时监测:在生产过程中,需要对加工设备、贮存容器、输送带等设备的温度进行实时监测,以确保其在合适的范围内。
2.周期性检查:应定期对温度进行抽查,以确保生产过程中的温度符合要求。
3.记录:所有的温度检测数据应被记录,以供后续分析和问题追溯使用。
二、湿度检测湿度也是影响食品安全的重要因素之一。
湿度不当可能导致食品中的水分流失或细菌滋生,从而影响食品质量。
因此,对湿度的检测也是商业无菌检测的重要环节。
1.实时监测:在生产过程中,需要对加工设备、贮存容器、输送带等环境的湿度进行实时监测,以确保其在合适的范围内。
2.周期性检查:应定期对湿度进行抽查,以确保生产过程中的湿度符合要求。
3.记录:所有的湿度检测数据应被记录,以供后续分析和问题追溯使用。
三、空气质量检测空气质量对食品生产的影响不可忽视。
空气中的灰尘、细菌、霉菌等污染物可能直接污染食品,因此对空气质量的检测也是商业无菌检测的重要环节。
1.实时监测:在生产过程中,应对车间的空气质量进行实时监测,以了解空气中是否有细菌、霉菌等污染物超标的情况。
2.周期性检查:应定期对空气质量进行抽查,以确保生产过程中的空气质量符合要求。
3.记录:所有的空气质量检测数据应被记录,以供后续分析和问题追溯使用。
四、设备消毒检测在食品生产过程中,设备消毒是防止食品污染的重要措施之一。
因此,对设备消毒效果的检测也是商业无菌检测的重要环节。
1.实时监测:在生产过程中,应对设备消毒剂的浓度、消毒时间等参数进行实时监测,以确保其达到预期的消毒效果。
2.周期性检查:应定期对设备消毒效果进行抽查,以确保生产过程中的设备消毒效果符合要求。
3.记录:所有的设备消毒检测数据应被记录,以供后续分析和问题追溯使用。
五、产品无菌检测为了确保产品的无菌性,需要对产品进行无菌检测。
商业无菌操作 The manuscript was revised on the evening of 2021商业无菌检验操作步骤1 样品准备去除表面标签,在包装容器表面用防水的油性记号笔做好标记,并记录容器、编号、产品性状、泄漏情况、是否有小孔或锈蚀、压痕、膨胀及其他异常情况。
2 称重1 kg及以下的包装物精确到1 g,1 kg以上的包装物精确到2 g,10 kg以上的包装物精确到10 g,并记录。
3 保温每个批次取1个样品置2 ℃~5 ℃冰箱保存作为对照,将其余样品在36 ℃±1 ℃下保温10 d。
保温过程中应每天检查,如有膨胀或泄漏现象,应立即剔出,开启检查。
保温结束时,再次称重并记录,比较保温前后样品重量有无变化。
如有变轻,表明样品发生泄漏。
将所有包装物置于室温直至开启检查。
4 开启如有膨胀的样品,则将样品先置于2 ℃~5 ℃冰箱内冷藏数小时后开启。
如有膨用冷水和洗涤剂清洗待检样品的光滑面。
水冲洗后用无菌毛巾擦干。
以含4%碘的乙醇溶液浸泡消毒光滑面15 min后用无菌毛巾擦干,在密闭罩内点燃至表面残余的碘乙醇溶液全部燃烧完。
膨胀样品以及采用易燃包装材料包装的样品不能灼烧,以含4%碘的乙醇溶液浸泡消毒光滑面30 min后用无菌毛巾擦干。
在超净工作台或百级洁净实验室中开启。
带汤汁的样品开启前应适当振摇。
使用无菌开罐器在消毒后的罐头光滑面开启一个适当大小的口,开罐时不得伤及卷边结构,每一个罐头单独使用一个开罐器,不得交叉使用。
如样品为软包装,可以使用灭菌剪刀开启,不得损坏接口处。
立即在开口上方嗅闻气味,并记录。
注:严重膨胀样品可能会发生爆炸,喷出有毒物。
可以采取在膨胀样品上盖一条灭菌毛巾或者用一个无菌漏斗倒扣在样品上等预防措施来防止这类危险的发生。
5 留样开启后,用灭菌吸管或其他适当工具以无菌操作取出内容物至少30 mL (g)至灭菌容器内,保存2 ℃~5 ℃冰箱中,在需要时可用于进一步试验,待该批样品得出检验结论后可弃去。

无菌挑战性验证方案1、试验目的:确认XX生产线在安装调试后是否达到无菌生产的要求。
2、可接受质量限(AQL):根据生产产品的特性可接受质量限(AQL)水平确认为0.1(%)。
3、试验产品:每次试验产品采用花生牛奶,配置量2000L。
4、试验步骤:试验前所有的设备、管道、罐要预先进行钝化。
对车间设备、地面和环境卫生进行彻底清理,并用二氧化氯消毒剂对车间空间、地面进行喷雾消毒。
第一天:设备、管路经过CIP清洗后,按正常生产程序进行生产,取开机运行正常后连续的2400包,按出包顺序进行取样,并给予编号,保温后进行检测。
生产结束后进行CIP清洗。
清洗后等待第二天的生产。
第二天:按正常生产程序进行生产,(开机前不要再进行任何内部清洗),取开机运行正常后连续的2400包,按出包顺序进行取样,并给予编号,保温后进行检测。
生产结束后进行CIP清洗。
清洗后等待下一次生产。
第三天:对设备、管路不做任何内部清洗,设备不生产。
第四天:按正常生产程序进行生产,(开机前不要再进行任何内部清洗),取开机运行正常后连续的2400包,按出包顺序进行取样,并给予编号,保温后进行检测。
5、一次无菌试验所要验证的情况:(一般性要求)第一、二天要验证系统的密闭性。
第三天空一天,要验证CIP的清洗效果。
(如果有清洗死角,可以使微生物有时间充分繁殖)。
6、无菌实验条件:无菌试验取样数:设备无菌性验证以纯牛奶进行实验,每次取样2300~2500包。
完成一次无菌试验共进行三个批次的取样。
无菌试验保温条件:采用纯牛奶系列产品进行无菌试验,温度应控制在30℃--35℃,保温7天后进行商业无菌检测。
商业无菌的检验方法:每批样品经保温试验未胀、酸包或泄露;保温后开包,经感官检查、PH值测定或接种培养,确认无微生物繁殖现象,则认为为商业无菌。
坏包的定义:产品在密封良好的情况下,由微生物原因引起的不符合质量标准的产品。
依据条件:据统计研究:将超高温奶的样品在30℃-35℃的条件下保存3天后,有50%的坏包能暴露出来;保存5天后,有75%的坏包能暴露出来;保存7天后,有90%的坏包能暴露出来。
商业无菌检验操作步骤1样品准备去除表面标签,在包装容器表面用防水的油性记号笔做好标记,并记录容器、编号、产品性状、泄漏情况、是否有小孔或锈蚀、压痕、膨胀及其他异常情况。
2称重1kg及以下的包装物精确到1g,1kg以上的包装物精确到2g,10kg以上的包装物精确到10g,并记录。
3保温3.1每个批次取1个样品置2℃~5℃冰箱保存作为对照,将其余样品在36℃±1℃下保温10d。
保温过程中应每天检查,如有膨胀或泄漏现象,应立即剔出,开启检查。
3.2保温结束时,再次称重并记录,比较保温前后样品重量有无变化。
如有变轻,表明样品发生泄漏。
将所有包装物置于室温直至开启检查。
4开启4.1如有膨胀的样品,则将样品先置于2℃~5℃冰箱内冷藏数小时后开启。
4.2如有膨用冷水和洗涤剂清洗待检样品的光滑面。
水冲洗后用无菌毛巾擦干。
以含4%碘的乙醇溶液浸泡消毒光滑面15min后用无菌毛巾擦干,在密闭罩内点燃至表面残余的碘乙醇溶液全部燃烧完。
膨胀样品以及采用易燃包装材料包装的样品不能灼烧,以含4%碘的乙醇溶液浸泡消毒光滑面30min 后用无菌毛巾擦干。
4.3在超净工作台或百级洁净实验室中开启。
带汤汁的样品开启前应适当振摇。
使用无菌开罐器在消毒后的罐头光滑面开启一个适当大小的口,开罐时不得伤及卷边结构,每一个罐头单独使用一个开罐器,不得交叉使用。
如样品为软包装,可以使用灭菌剪刀开启,不得损坏接口处。
立即在开口上方嗅闻气味,并记录。
注:严重膨胀样品可能会发生爆炸,喷出有毒物。
可以采取在膨胀样品上盖一条灭菌毛巾或者用一个无菌漏斗倒扣在样品上等预防措施来防止这类危险的发生。
5留样开启后,用灭菌吸管或其他适当工具以无菌操作取出内容物至少30mL(g)至灭菌容器内,保存2℃~5℃冰箱中,在需要时可用于进一步试验,待该批样品得出检验结论后可弃去。
开启后的样品可进行适当的保存,以备日后容器检查时使用。
6感官检查在光线充足、空气清洁无异味的检验室中,将样品内容物倾入白色搪瓷盘内,对产品的组织、形态、色泽和气味等进行观察和嗅闻,按压食品检查产品性状,鉴别食品有无腐败变质的迹象,同时观察包装容器内部和外部的情况,并记录。
罐头食品商业无菌的检验1.杀菌记录包括自动记录仪的记录纸和相应的手记记录。
记录纸上要标明产品品名、规格、生产日期和杀菌锅号。
每一项图表记录都必须由杀菌锅操作者亲自记录和签字,由车间专人审核签字,最后由工厂检验部门审定后签字。
2.杀菌后的冷却水有效氯含量测定的记录。
3.罐头密封性检验的记录:罐头密封性检验的全部记录应包括空罐和实罐卷边封口质量和焊缝质量的常规检查记录,记录上应明确标记批号和罐数等,并由检验人员和主管人员签字。
(二)抽样方法可采用下述方法之一。
1.按杀菌锅抽样低酸性食品罐头在杀菌冷却完毕后每杀菌锅抽样2罐,3kg以上的大罐每锅抽1罐,酸性食品罐头每锅抽1罐,一般一个班的产品组成一个检验批,将各锅的样罐组成一个样批送检,每批每个品种取样基数不得少于3罐。
产品如按锅划分堆放,在遇到由于杀菌操作不当引起问题时,可以按锅处理。
2.按生产班(批)次抽样(1)取样数为1/6000,尾数超过2000者增取1罐,每班(批)每个品种不得少于3罐。
(2)某些产品班产量较大,则以30000罐为基数,其取样数按1/6000超过30000罐以上的按1/20000计,尾数超过4000罐者增取1罐。
(3)个别产品产量过小,同品种同规格可合并班次为一批取样,但并班总数不超过5000罐,每个批次取样数不得少于3罐。
(三)称重用电子秤或台天平称重,1kg及以下的罐头精确到1g,1kg以上的罐头精确到2g,各罐头的重量减去空罐的平均重量即为该罐头的净重。
称重前对样品进行记录编号。
(四)保温1.将全部样罐按下述分类在规定温度下按规定时间进行保温。
2.保温过程中应每天检查,如有胖听或泄漏等现象,立即剔出作开罐检查。
(五)开罐取保温过的全部罐头,冷却到常温后,按无菌操作开罐检验。
将罐用温水和洗涤剂洗刷干净,用自来水冲洗后擦干。
放入无菌室,以紫外光杀菌灯照射30min。
将样罐移置于超净工作台上,用5%酒精棉球擦拭无代号端,并点燃灭菌(胖听罐不能烧)。
灭菌乳的商业无菌检验xx年xx月xx日CATALOGUE目录•引言•检验样品的前处理•检验程序•结果分析和报告•检验中的注意事项•结论01引言灭菌乳商业无菌检验是对产品进行微生物学评价的主要手段,能够检测和验证产品是否达到商业无菌要求,从而确保产品质量和安全性。
保证产品质量各国对食品的微生物学标准有严格的规定,灭菌乳商业无菌检验是符合法规要求的重要手段,保障消费者权益。
满足法规要求灭菌乳的商业无菌检验的目的和重要性检验原理灭菌乳商业无菌检验是通过检测产品中的细菌总数和大肠菌群等指标,评价产品的微生物学质量。
检验方法灭菌乳商业无菌检验一般采用标准方法,如GB4789.25-2016等,通过微生物培养和计数,检测产品的微生物学质量。
检验原理和检验方法检验标准各国对灭菌乳商业无菌检验的标准不尽相同,但都强调对产品进行全方位的微生物学检测,同时对检验方法和程序也有严格的规定。
发展趋势随着微生物学技术的不断发展,灭菌乳商业无菌检验技术也在不断进步和完善,未来将朝着更加快速、准确、自动化的方向发展。
同时,随着人们对食品安全和健康要求的不断提高,灭菌乳商业无菌检验的重要性也将日益凸显。
检验标准和发展趋势02检验样品的前处理制定合理的采样方案,确定采样部位和采样量,保证样品的代表性。
采样方案将采集的样品进行适当处理,如过滤、匀质化等,以去除杂质和干扰物质。
样品处理样品的采集和处理样品的稀释和增菌选择适当的稀释液,如生理盐水、营养肉汤等,用于将样品进行稀释。
稀释液的选择稀释方法增菌时间增菌温度采用合适的稀释方法,如系列稀释、梯度稀释等,以保证样品中的微生物得到适当的分散和繁殖。
控制增菌时间,使微生物得到充分的生长繁殖,同时避免杂菌污染。
选择适当的增菌温度,如37℃、42℃等,以保证微生物的生长速度和繁殖数量。
分离方法采用合适的分离方法,如划线分离、涂布分离等,将样品中的微生物分离到合适的培养基上。
纯化方法采用适当的纯化方法,如反复划线、涂布纯化等,使微生物得到纯培养,排除杂菌的干扰。