PLC在压缩机自控系统中的应用
- 格式:pdf
- 大小:665.99 KB
- 文档页数:2

C omputer automation计算机自动化1 前言中铝山东有限公司第二氧化铝厂有压缩机5台,压缩机岗位主要负责为种分分解槽提供所需压力的压缩空气、吹管道用风、过滤机风包用风、气动阀用风等,是第二氧化铝厂重点设备。
改造前设备运行过程中,已经暴露出很多问题,严重影响了压缩机的运行和维护。
1.1 存在问题压缩机的监控不集中,每台压缩机单独1套操作台,随着第二氧化铝厂生产规模的扩大,对压缩机的连续运行时间和投入设备数量也随之提高,为满足生产操作人员有时要同时监控三个操作台,工作强度特别大。
原控制回路全部采用继电器联锁控制,应用了大量的中间继电器、时间继电器,机械接触点很多,电气联锁信号非常多,线路烦琐复杂,容易损坏,故障率高,控制效率低。
控制仪表全部是电-II型仪表,控制、报警参数的调节靠人为手动,不能实现智能控制,所监测的进排气压力、温度等控制参数不能进行数据存储,保护回路动作引起压缩机跳闸造成压缩机不能进行正常启动时,系统维护人员很难查找引起系统动作的原因,在系统的修复上存在很大的困难。
1.2 改造的必要性电气、仪表控制系统的装备技术水平已远远滞后,为了提高压缩机自动运行的性能,在目前控制状况的基础上进行改造是很必要的。
我们结合工业自动化先进技术和压缩机岗位生产操作的特点,通过技术方案的比较及产品选型的反复论证,完成采用了高压电动机保护器和PLC控制技术相结合的控制方式,实现了低成本自动化改造措施,做到了投资省、见效快、实用性强,在确保压缩机可靠运行的前提下,对控制参数监测采集、集中监控、自动控制、故障诊断等方面提出了更高的要求,完成了自动化技术、计算机技术、通讯技术和管理技术融为一体的自动化系统。
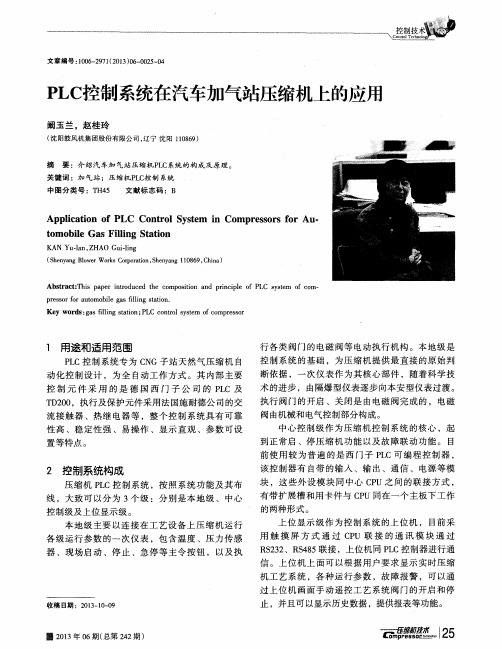
2 系统控制概述压缩机的控制主要为仪表控制设备和电气控制设备两部分。
仪表控制设备主要包括参与压缩机控制的压力、温度和电量等现场仪表。
电气控制设备主要包括主机和辅机部分。
主机是压缩机的核心部分,也是压缩机中最重要的设备。
基于PLC的空气压缩机控制系统
空气压缩机是一种常见的工业设备,用于将空气压缩成高压气
体以供使用。
PLC(可编程逻辑控制器)是一种广泛应用于工业自动
化的可编程控制器,具有灵活性和可靠性等优点。
基于PLC的空气
压缩机控制系统能够实现压缩机的自动化控制,并提高生产效率和
可靠性。
该系统的硬件部分通常包括PLC、输入/输出模块、传感器和执
行器等。
PLC可以控制空气压缩机的启停、压力控制、温度控制等
功能。
输入/输出模块可以将传感器和执行器与PLC连接起来,从而
实现信号的输入和输出。
传感器可以测量温度、压力、液位等参数,并将其转换为数字信号发送给PLC,PLC通过程序对这些信号进行处理,再通过输出模块控制执行器进行调节或控制压缩机的操作。
该系统的软件部分主要是编写PLC的控制程序,需要根据压缩
机的实际工作要求进行编程。
控制程序包括压缩机的启停逻辑、压
力控制逻辑、温度控制逻辑等。
在程序设计中,需要考虑到压缩机
的安全运行,避免出现过度压力或过高温度等问题。
除此之外,还
需要就故障诊断、网络通信等方面进行编程设计。
总的来说,基于PLC的空气压缩机控制系统具有构造简单、操
作方便、可靠性高等特点,能够实现高效的自动化控制。
PLC在水泵和压缩机控制中的应用技巧PLC(可编程逻辑控制器)是一种广泛应用于自动化行业的控制设备,它具有高效、稳定和可灵活编程的特点。
在水泵和压缩机控制中,PLC的应用技巧可以提高设备的可靠性、降低能耗,并实现自动化运行。
本文将重点介绍在水泵和压缩机控制中的PLC应用技巧。
一、水泵控制中的PLC应用技巧水泵广泛应用于各个领域,如工业生产、市政供水等。
通过应用PLC控制水泵,可以实现智能化的控制和管理。
以下是在水泵控制中的常用PLC应用技巧:1.1 压力控制水泵的运行往往需要根据系统压力进行控制。
在PLC中,可以通过安装压力传感器或测量仪表,实时监测水泵出口的压力值,并根据设定值进行控制。
当压力低于设定值时,PLC将启动水泵;当压力高于设定值时,PLC将停止水泵。
这种控制方式可以节约能源并保护水泵的寿命。
1.2 水位监测和控制在一些水池、水塔等场合,需要对水位进行监测和控制。
利用PLC可以通过水位传感器实时监测水位,并通过控制电磁阀、水泵等设备,保持水位在设定范围内。
当水位过低时,PLC将启动水泵进行补水;当水位过高时,PLC将关闭水泵或排水泵进行排水操作。
1.3 故障报警和自动维护在水泵系统中,故障的及时发现和处理至关重要。
通过PLC可以实现对水泵系统进行故障监测,并在故障发生时进行报警或自动维护。
例如,当水泵出现过载、堵塞或电机故障时,PLC可以及时检测到并发送报警信号,同时自动停止水泵的运行,以避免进一步损坏。
二、压缩机控制中的PLC应用技巧压缩机广泛应用于工业生产、冷气设备等领域。
PLC在压缩机控制中的应用可以实现压力稳定、启停控制和故障自诊断等功能。
以下是在压缩机控制中的常用PLC应用技巧:2.1 压力控制压缩机的运行需要根据压力进行控制。
使用PLC可以通过安装压力传感器监测压缩机入口和出口的压力,并根据设定值进行控制。
当压力低于设定值时,PLC将启动压缩机;当压力高于设定值时,PLC将停止压缩机。
应用交流◆Yingyong Jiaoliu
在轻烃生产工业中,原料气压缩机为系统提供压力,是整个原料气处理系统的“心脏”,因而压缩机的平稳运行就显得尤为重要。
神泉轻烃2台DRESS-RAND公司6CVIP2压缩机,采用WAUKESHA 天然气发动机驱动。
1状态分析及问题
压缩机和发动机的检测和控制均由“就地控制盘”完成,其主要由单元化的一次性仪表组成,数据就地显示,没有进入DCS系统,主要存在的问题是:
(1)无参数远传功能,无法实现远程监控,不利于操作人员快速及时发现故障。
(2)无存储记忆功能,无历史趋势功能,不利于对故障和机组的工况分析;对分析压缩机的运行情况、故障判断缺乏有力和有效的手段。
(3)控制系统在处理多个报警时,只显示存储最后一个报警信
号,这样不利于在压缩机发生故障的第一时间作出准确判断并分析压缩机潜存的问题,留下安全隐患。
2PLC系统设计及实施
2.1压缩机自控系统设计思路
(1)原压缩机控制柜继续使用,并且所有连锁报警方式保持原设计不变。
(2)变送器或传感器输出的信号通过一个信号分配器分别输出给新增PLC和原压缩机控制柜的控制器。
(3)新增PLC与原压缩机控制柜的控制器并联运行,从对压缩机运行控制的角度上讲,新增PLC与原压缩机控制柜的控制器是互为冗余的关系。
2.2PLC系统设计思路
PLC选择西门子S7-300PLC,模块无需设置跳线,模拟量输入模块为自编码型前连接类型,可自动识别并设置为AI、AO、RTD等类型的通道。
机组控制系统以S7-300PLC为中心,配置西门子的TP-270触摸屏对机组实施控制、监测及报警。
在控制室设置1台上位机,组态采用WINCC。
通过该终端对所有机组进行远程停机、参数修改、A/M切换、显示动态画面、实时及历史趋势图显、故障报警、事件记录打印、中文报表打印等。
(1)开关量报警信号改造:开关量点从原先的端子上拆下,改接到新增的端子上,通过新加的电缆远传到中控室PLC控制柜的中间继电器,由中间继电器把这些开关量点分成两路信号,一路送回压缩机现场控制柜,接进现场控制柜的报警端子排。
另一路送给PLC控制器,通过PLC控制器在上位机即可显示出和现场控制柜报警仪相同的开关量报警信号。
开关信号改造如图1所示。
(2)温度信号改造:增加温度变送器和补偿导线。
使用补偿导线从原先的温度信号端子上并出一路温度信号连接到温度变送器,由温度变送器把温度信号转换成4~20mA送到中控室的PLC控制柜,通过PLC在上位机上显示出温度信号。
温度信号改造如图2所示。
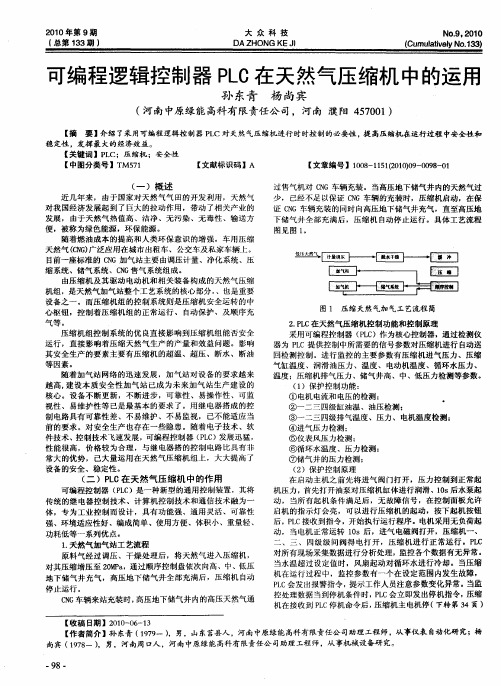
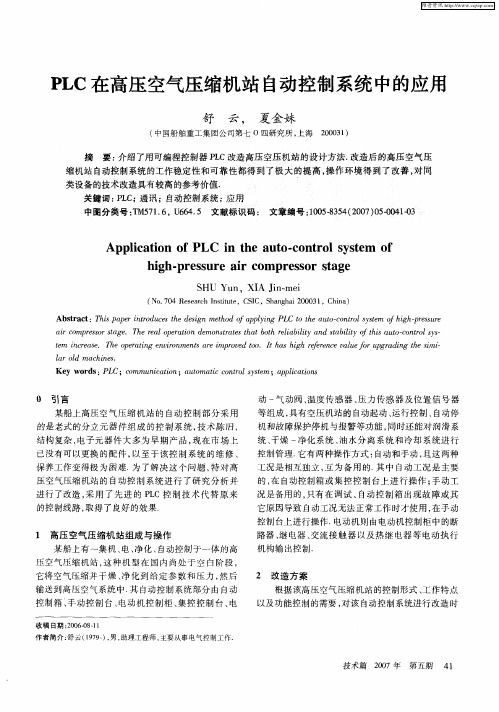
(3)压力信号改造:增加信号分配器。
通过信号分配器把压力显示仪的4~20mA信号分成两路,一路按原有方式送入DCS系统,另一路送入新增的PLC控制系统,通过PLC在上位机上显示出压力信号。
压力信号改造如图3所示。
S7-300PLC控制系统,对压缩机实现就地启停、站控系统远方停机;压缩机运行数据采集以及压缩机需要的过程控制。
负责监控机组的所有运行参数,除完成机组正常的启停控制外,还完成参数超限报警、故障停车和紧急停车并锁定,保证机组安全平稳运行。
对导致停车的第一原因进行区分,直到就地人工复位后方可进行再启动。
所有进入就地盘的数据均能传往控制室PLC系统;除现场数据外,还包括其他运行数据和性能计算数据,如机组投运日期、总运行时间(h)、停机时间(h)、各个时间寄存器等。
3系统功能
改造完后的机组实现以下功能:
(1)机组所有的参数、报警和停机信号现场监测并上传到中控室,能够实现机组的正常手/自动启动、停止、加载、减载、故障报警和停机。
(2)友好的人机画面便于机组操作和参数的读取、报警历史记录可以查询。
(3)机组控制系统,负责监控机组的所有运行参数,除机组正常的启停控制外,完成参数超限报警、故障停车和紧急停车并锁定,能够保证机组安全平稳运行。
对导致停车的顺序进行区分,直
PLC在压缩机自控系统中的应用
许雄轩曾杰方亮庭
(吐哈油田公司吐鲁番采油厂,新疆吐鲁番838202)
摘要:以神泉轻烃为例,详细介绍了PLC改造压缩机控制系统的基本原理,新增PLC系统与原有自控系统互为冗余,实现压缩机关键运行参数的实时自动采集、上传、存储、参数异常报警、历史曲线等功能,提高压缩机的维修、管理水平,在实际运行中取得的良好效果,PLC应用到压缩机控制系统对实现压缩机的自动化控制具有重要的实际意义。
关键词:PLC
;压缩机;控制系统
图3压力信号改造
174
机电信息2010年第30期总第276期清灰控制方式减少了1/2,而且除尘器总过滤面积的有效利用系
数也提高了3%左右。
滤筒式除尘器处理风量越大、列数越多,采用定阻清灰控制方式较采用定时清灰方式所节省的清灰压缩空气量越多,除尘器总过滤面积的有效利用系数也较采用定时清灰方
式提高了3%~5%左右,
节能效果非常显著。
2.3应用场合的比较
由于定时控制是运行预置程序,因此采用定时控制的除尘器结构简单,调试维修方便,价格也较便宜,适用于工况条件比较稳定而且需要除尘面积较小的场合。
定阻控制则是实现了简单的闭环控制,可以实现清灰周期与运行阻力的最佳配合,非常适合工况条件经常变化,除尘面积较大的场合,在风量较大且恒定的除尘系统中应用较为广泛,但仪器比较复杂,价格也比较昂贵。
3结语
本文从控制原理、节能环保和应用场合3个方面对滤筒式除尘器常用的2种控制方式———定时控制和定阻控制进行了分析比较。
2种控制方式各有利弊,且都在滤筒式除尘器上取得了广泛的
应用。
比较而言,
定时控制方式寿命长、效果好、故障率低、设备结构简单便于维护;定阻控制方式在大容量滤筒式除尘器上节能效果显著,但设备造价相对较高,而且维护起来有一定难度。
以2种控制方式为主设计的控制系统还可以通过添加进出口差压采集,
压缩空气储罐压力采集和进出口烟气的温度采集检测等必要功能
增加除尘器的实用性,而触摸屏则可以显示设备工作状态,系统工
作在第几列一目了然,差压、
压力、温度指示全部显示在主界面上,输入正确密码后可对全部参数进行调整,系统运行稳定可靠、操作简单、维护方便,很大程度上减轻了操作人员的劳动强度。
对于需要变频调速,除尘风量不再恒定的场合,还可以使用定时定阻混合控制的方式,当运行压差小于设定值时,按时间设定启动清灰,当运行压差大于设定值时,则强行启动清灰程序。
[参考文献]
[1]胡寿松.自动控制原理.第5版.科学出版社,2007
[2]西门子(中国)有限公司.simaticS7-200PLC系统手册(CPU22X)
系列
[3]吴中俊,黄永红.可编程序控制器原理及应用.机械工业出版社,
2005
[4]西门子(中国)有限公司.simaticS7-200PLC编程手册收稿日期:
2010-08-31作者简介:张露昕(1988-),女,辽宁人,研究方向:工企自动化。
到就地人工复位后方可进行再启动。
数据监控及参数联锁设定界面如图4所示。
4结语
实现压缩机自控系统改造后,压缩机的运行现场管理、维护保养水平将明显提高,可达到以下效果:
(1)实现压缩机运行参数的实时自动采集、上传、存储、参数异
常报警、历史曲线,极大地提高压缩机的现场管理水平。
(2)及时发现设备运行中的问题并作出处理,有利于将故障消灭在初期,避免出现较大的设备故障。
(3)通过对压缩机运行数据分析,及时了解压缩机运行的状况,真正做到定期维护保养与视情保养相结合,提高设备的维修、管理水平。
(4)解决压缩机现场仪表、仪表线、防爆软管的老化所带来的安全隐患、仪表误报警或不报警等安全、生产问题。
(5)新增PLC 预留接口,做好数据上传的准备工作,完善数字油田基础。
[参考文献]
[1]西门子WICCV6.0中文说明书
[2]夏春梅.PLC在压缩机联锁报警系统中的应用.自动化仪表,2003(4):
34~36
收稿日期:
2010-09-25作者简介:许雄轩(1983-),男,湖南南县人,助理工程师,研究方向:电气自动化。
(上接第167页)
Yingyong
Jiaoliu ◆应用交流
175。