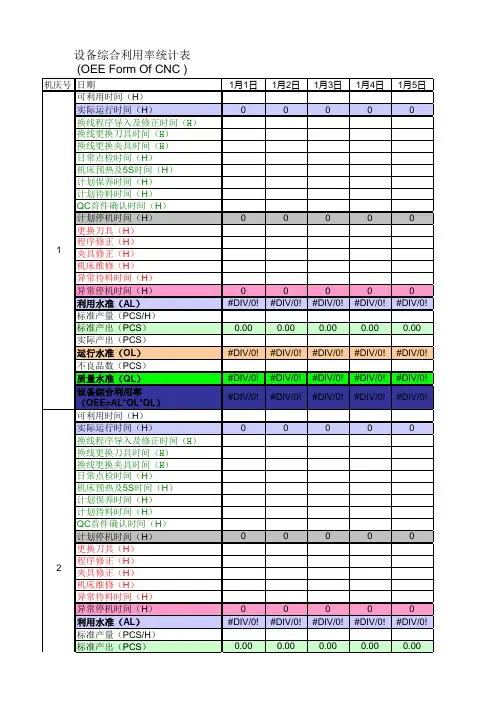
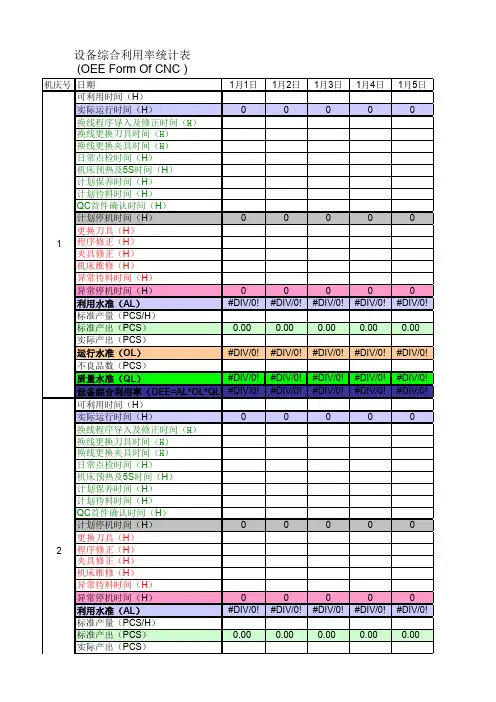
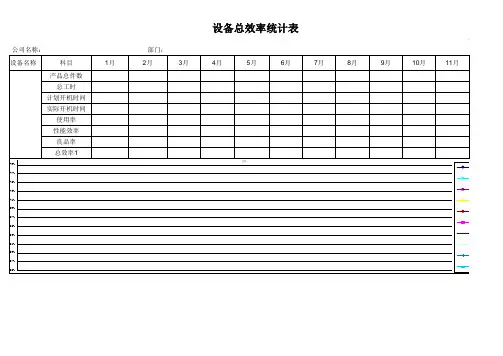
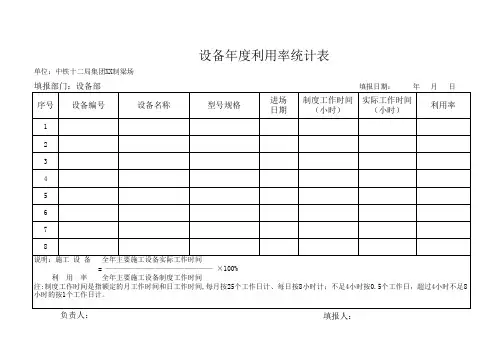
设备有效利用率统计表(单台)
- 格式:xls
- 大小:36.50 KB
- 文档页数:24



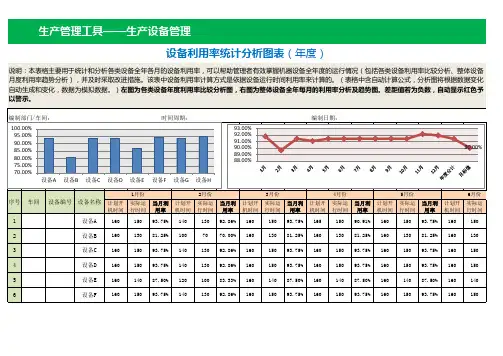
8:00-9:009:00-10:0010:00-11:0011:00-12:0012:00-13:0013:00-14:0014:00-15:0015:00-16:0016:00-17:0017:00-18:0050048048048048049048048048050046048196.20%40038038039038039038028039038038037393.25%60058058061048050048048048050046051585.83%50048048048048049048048048050046048196.20%49048048048048049048048048050046048198.16%50048048048048049048048048050046048196.20%80078078048068079078048069070076069286.50%70068068068058069068058066067062065293.14%车间设备编号设备名称理论时产日均每小时实际产量生产管理工具——生产计划与控制管理设备利用率计算表说明:设备利用率是指某时间阶段设备实际使用时间占计划用时的百分比,是指设备的使用效率,是反映设备工作状态及生产效率的技术经济指标。
由于设备投资常常在企业总投资中占较大的比例,设备能否被充分利用,直接关系到投资效益。
本表格可以帮助生产管理者有效监控设备利用率,并通过数据比较分析,不断改进、提高设备的利用率。
计算公式:公式一:设备利用率=每小时实际产量/ 每小时理论产量×100%。
编制部门/车间: 编制人: 编制日期:实际时产记录核准:审核:制表:设备利用率备注。
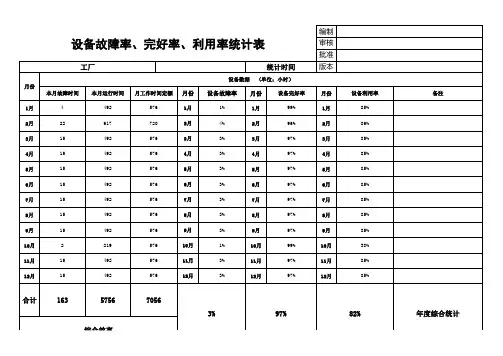
工时
%工时%工时%
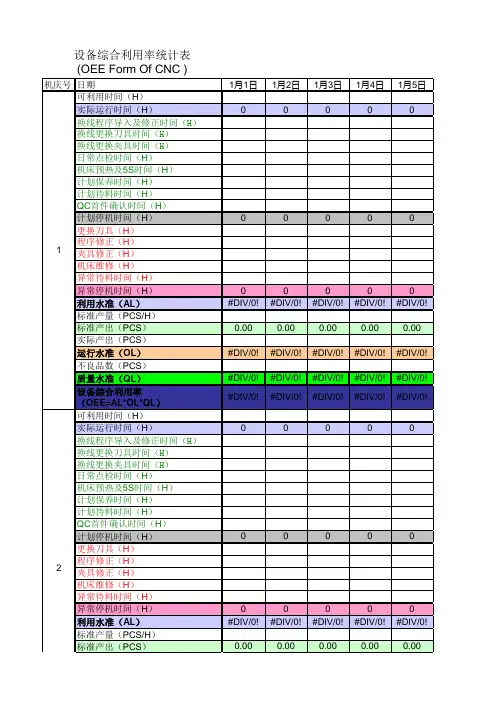
设备利用率统计表
期间: 月 日至 月 日
生产部门(在对应部门“□”打√): □管芯生产部门 □同轴生产部门 □模块
工序/工位:
机器
编号
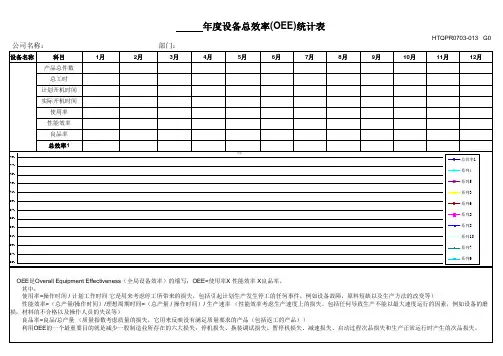
机器名称应有工时运行工时故障时间停工时间说明:
1、应有工时:按照产品生产的需求根据产品工时和设备产能得出的设备对应运行的时间,单位为分钟。
2、运行时间:设备在应有工时中正常运行进行生产的时间,单位为分钟。
3、故障时间:设备在应有工时中从发生故障到故障排除的时间,单位为分钟。
4、停工时间:设备在应有工时中人为原因造成停止生产的时间(如由于生产管理、人员培训、计划失误
5、其他时间:设备在应有工时中因物料短缺、来料不良、环境不利于生产等原因造成的设备停止生产,
6、利用率:运行时间/应有工时=利用率。
7、%:填写运行时间、故障时间、停工时间、其他时间与应有工时之比。
合 计
应运行的时间,单位为分钟。
钟。
产管理、人员培训、计划失误等原因),单位为分钟。
等原因造成的设备停止生产,单位为分钟。