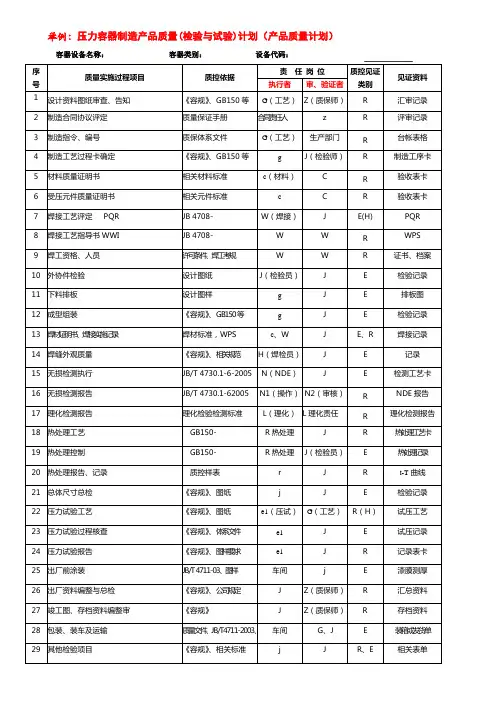
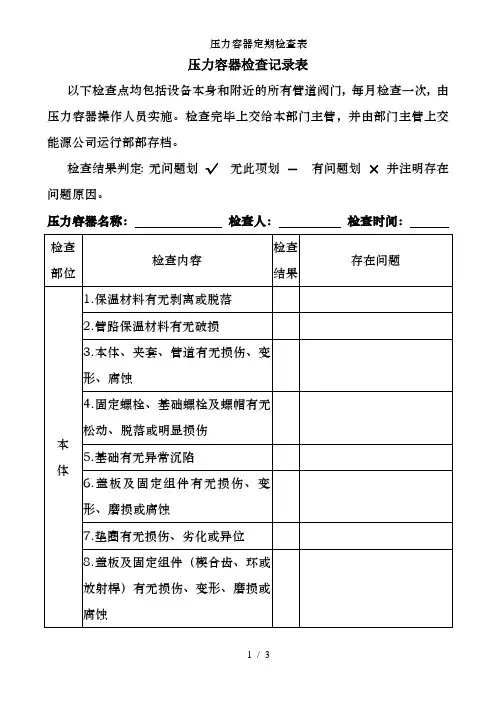
压力容器制造产品质量检查表
- 格式:doc
- 大小:96.00 KB
- 文档页数:7
表1外协厂家生产资质及装备条件检查表
单位名称:
单位地址:
制造地址:
序号 检查内容 要求 检查记录
1
企业资质 单位法律地位 有独立法人资格或取得所在地工商注册(营业执照),
二级独立法人单位应该单独申请制造许可。 法人证书编号或工商注册编号:
法人代表姓名(或授权法人姓名):
机构代码证编号:
经营范围:
2 产品制造许可的级别、制造范围 查阅压力容器制造许可证原件 许可证编号:
有 效 期:
级别、允许制造的类别、品种和范围:
3 安全生产许可证 查阅安全生产许可证原件 许可证编号:
有 效 期:
颁发机构:
4
场地及设施
制造场地 应具备适应压力容器制造需要的制造场地 工厂面积: m2
车间面积: m2
5 压力容器材料存放要求 具有存放压力容器材料的库房,合格区与不合格区有明显标志,不锈钢或有色金属应有有效的防护措施 材料库面积: m2
不锈钢或有色金属防护措施:□有 □无
待检区、合格区与不合格区标志明显:□是 □否
6 焊材库 具有满足焊接材料存放要求的专用库房和烘干、保温设备、除湿设备 专用库房: m2
烘干设备: 台
保温设备: 台
除湿设备: 台
7 射线曝光室 具有与所制造产品相适应的足够面积的射线曝光室 曝光室面积: m2
8 焊接试验室 具有与所制造产品相适应的足够面积的焊接试验室 焊接试验室面积: m2
9
制
造
设
备 焊接设备 应具备适应压力容器制造需要的焊接设备 自动焊机: 台
手工焊机: 台
气保焊机: 台
10 起重设备 A2级:起重能力≥20t;
其它级别满足生产需要 起重设备: 台;最大: 吨
11 成型设备 应具备与主要产品相适应的卷板能力、个别产品也可委托分包,但纵向缝焊接应由企业自行完成; 卷板机: 台
最大卷板能力: mm
压力机: t
最大卷板能力不能满足个别产品要求时,是否分包:
□是 □否
序号 检查内容 要求 检查记录 12 切割设备 适应压力容器制造需要 剪板机: 台, 最大: mm
等离子切割机: 台,最大: mm
自动切割机: 台,最大: mm
半自动切割机: 台,最大: mm
13 热处理设备 适应压力容器制造需要(全部分包时不作要求) 是否分包:□是 □否
热处理炉: 台
规格:长: 宽: 高:
自动记录仪:□良好 □不满要求
14
检
测
设
备 无损检测设备 满足压力容器制造需要(全部分包时不作要求) 是否分包:□是 □否
分包项目:□RT □UT □MT □PT
射线机: 台
超声波探伤仪: 台
磁粉探伤机: 台
其它: 台
15 压力试验设备 满足压力容器制造需要 试压泵: 台 能力 MPa
空压机: 台 能力 MPa
16 理化试验设备
满足压力容器产品制造需要的理化试验设备(全部分包时不作要求) 是否分包:□是 □否
试验设备: 台 材料试验机: t
冲击试验机: J 低温试验温度: ℃
试样加工设备: 台 V型缺口投影仪:
台
17 其他 焊接工艺评定 满足压力容器制造需要 焊接工艺评定: 项
18 压力试验安全防护 满足压力容器制造需要 是否满足要求:□是 □否
注:①“检查记录”栏目中,在相应的“□”画“√”;
②在“检查结果及存在问题”栏中,对该部分的检查情况及存在问题进行整理和汇总说明。
检查结果及存在问题:
检查人员: 年 月 日
受检单位: 年 月 日 表2产品质量检查表
单位名称:
产品名称:
序号 检查内容 方法 检查记录
1
设
计 设计文件是否进行了审查? 查阅审图记录
2 设计更改是否有原设计单位同意修改的书面证明文件? 查阅设计变更见证材料
3
工艺 工艺文件的编制、发放、更改、审批是否按质量管理体系文件的规定执行? 查阅工艺文件的编制、发放、更改、审批记录
记录所查的工艺文件的名称或编号及文件控制程序(规定)的编号)
4 工艺流程卡编制是否合理、齐全?是否包含了质量管理体系文件中规定的质量控制点标记? 查阅工艺流程卡
记录所查的主要受压元件的工艺流程卡的编号
5 工艺流程卡流转过程中各级操作人员、检验人员、责任人员签字是否齐全?责任人员是否到岗? 查阅工艺流程卡
记录所查的主要受压元件的工艺流程卡的编号
6
材料 主要受压元件所用材料是否有采购文件?是否有质量证明书且各项指标满足规范要求?无有效的钢材质量证明书是否按有关规定处理?所用材料是否符合设计要求? 查阅合格供方名录,材料采购文件、质量证明书等
记录抽查的主要受压元件的名称或件号、材料的牌号、质量证明书编号
7 钢板和锻件复验过程是否符合规定?复验结果是否符合设计要求? 查阅材料复验报告
记录抽查的材料名称、牌号及复验报告的编号
8
材料代用过程是否符合文件规定? 查阅质量证明书,材料代用手续
记录所查材料代用元件的名称、件号及代用单编号
9 焊接材料是否符合相关标准要求?是否有质量证明书?是否符合焊接工艺文件的需要?
抽查焊接材料质量证明书记录抽查的材料名称、牌号、质量证明书编号、入库存号
10
材料使用控制是否符合体系文件规定? 查阅材料验收、入库、领用、保管、发放手续
记录所抽查材料的名称、牌号及入库号 序号 检查内容 方法 检查记录
11
焊接 与受压元件的焊接在施焊前是否进行了焊接工艺评定?是否依据焊接工艺评定编制了焊接工艺卡?是否经各级人员签字? 查阅焊接工艺评定、焊接工艺卡
记录所查焊接工艺评定数
量、编号,工艺卡编号等
12 焊工是否持证上岗?是否按焊接工艺卡施焊? 查阅焊接工艺卡,施焊记录
记录抽查的焊缝编号、相应的焊工代号、焊接工艺卡编号等
13 焊工标记执行情况是否良好? 查阅焊工钢印(标记)示意图、产品实物
记录抽查的焊缝编号、焊工姓名或代号
14 主要受压元件各类焊缝是否有施焊记录?内容是否正确、齐全、完整? 查阅施焊记录
记录抽查的焊缝编号
15 焊缝返修工艺及执行情况?焊缝返修(含超次返修)审批手续是否齐全? 查阅焊缝返修工艺、手续及返修记录
记录所查返修焊缝的编号、返修工艺卡编号、返修记录编号;
16
无
损
检
测 是否编制了所需的无损检测专用工艺?是否根据工艺进行了无损检测? 查阅无损检测专用工艺、记录、报告等
记录抽查的专用无损检测
工艺的编号、记录和报告编号;
17 无损检测记录是否规范、齐全?无损检测报告是否准确、完整?各级人员签字是否齐全? 查阅无损检测记录、报告
记录抽查的无损检测记录和报告的编号
18 无损检测操作、初评、审核人员是否具有相应资格? 查阅无损检测人员资格证
记录抽查的无损检测人员
的姓名、证书编号及持证项目
19 底片的评定是否符合要求 抽查底片及相关记录
记录抽查底片的数量、编号
20 无损检测责任人是否对委托单和无损检测结果进行了确认? 查阅分包方名录、无损检测委托单和无损检测报告
记录抽查的委托单及无损
检测报告的编号 序号 检查内容 方法 检查记录
21
热处理 是否编制了所需的热处理工艺?工艺是否符合《容规》、标准、图样的要求?是否根据工艺进行了热处理?热处理记录、报告内容是否准确、完整? 查阅设计图样、热处理工艺、热处理报告
记录所查热处理工艺、报告的编号
22 热处理采取分包时,热处理责任人员是否对委托单和分包方的热处理结果进行了确认? 查阅分包方名录、委托单、热处理报告、自动温控记录曲线图
记录委托单、热处理报告、
记录的编号
23 理
化
检
验 试验项目、试验或复验的结果是否符合相应标准要求? 查阅相关报告及试样
记录所查报告的编号和试
验项目名称
24
检验 是否编制了检验工艺? 查阅检验工艺
记录所查检验工艺的编号
25 是否按规定制作焊接试板?
查阅拖带试板的筒节编号的
记录及试验报告 记录底片、照片或监检人员
签字确认的说明或报告编
号
26 分包(卷板)、外协(购)的受压元件的检验质量是否得到控制? 查阅验收记录及相关证件等
记录抽查的分包(卷板)、
外协(购)项目的名称及相应检验记录的编号
27 外观成形质量、焊缝布置、焊接外观质量是否符合图样、标准和法规的要求? 查阅检验记录或实物
记录抽查的部位和焊缝编
号
28 抽查标记(材料、焊工、无损检测)与记录的一致性,追踪材料的使用控制情况? 查阅检验记录(标记示意图),产品实物
记录所查标记的名称及部
位
29 是否按图样要求及试验顺序进行了压力试验?结果是否符合标准要求? 查阅压力试验报告、记录或现场进行
记录所查报告、记录的编号或名称
30 安全附件设置的种类、数量、安装位置是否符合图样的要求? 查阅竣工图或产品实物
记录安全附件的种类、数
量、安装位置等