切削加工课件
- 格式:ppt
- 大小:2.16 MB
- 文档页数:39

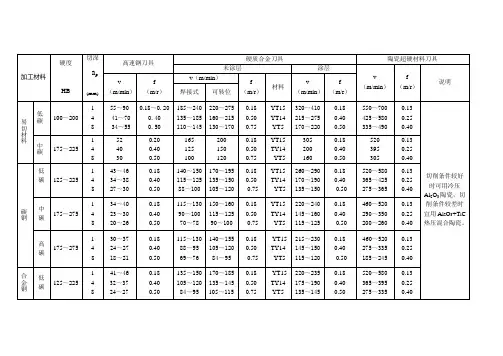
加工材料 硬度
HB 切深
ap
(mm) 高速钢刀具 硬质合金刀具 陶瓷超硬材料刀具
未涂层 涂层
v
(m/min) f
(m/r) 说明 v
(m/min) f
(m/r) v(m/min) f
(m/r) 材料 v
(m/min) f
(m/r) 焊接式 可转位
易切材料 低碳 100~200 1
4
8 55~90
41~70
34~55 0.18~0.20
0.40
0.50 185~240
135~185
110~145 220~275
160~215
130~170 0.18
0.50
0.75 YT15
YT14
YT5 320~410
215~275
170~220 0.18
0.40
0.50 550~700
425~580
335~490 0.13
0.25
0.40
切削条件较好时可用冷压Al2O3陶瓷,切削条件较差时宜用Al2O3+TiC热压混合陶瓷。 中碳 175~225 1
4
8 52
40
30 0.20
0.40
0.50 165
125
100 200
150
120 0.18
0.50
0.75 YT15
TY14
YT5 305
200
160 0.18
0.40
0.50 520
395
305 0.13
0.25
0.40
碳钢 低碳
125~225 1
4
8 43~46
34~38
27~30 0.18
0.40
0.50 140~150
115~125
88~100 170~195
135~150
105~120 0.18
0.50
0.75 YT15
TY14
YT5 260~290
170~190
135~150 0.18
0.40
0.50 520~580
365~425
275~365 0.13
0.25
0.40
中碳 175~275 1
4
8 34~40
23~30
20~26 0.18
0.40
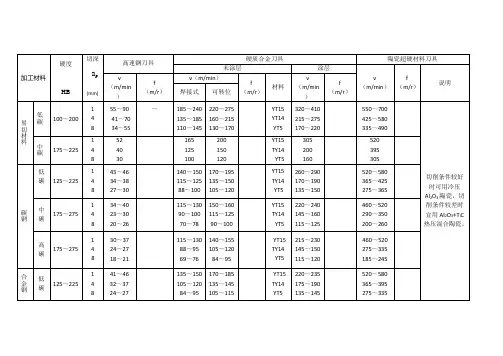
加工材料 硬度
HB 切深
ap
(mm) 高速钢刀具 硬质合金刀具 陶瓷超硬材料刀具
未涂层 涂层
v
(m/min) f
(m/r) 说明 v
(m/min) f
(m/r) v(m/min) f
(m/r) 材料 v
(m/min) f
(m/r) 焊接式 可转位
易切材料 低碳 100~200 1
4
8 55~90
41~70
34~55 ~
185~240
135~185
110~145 220~275
160~215
130~170
YT15
YT14
YT5 320~410
215~275
170~220
550~700
425~580
335~490
切削条件较好时可用冷压Al2O3陶瓷,切削条件较差时宜用Al2O3+TiC热压混合陶瓷。 中碳 175~225 1
4
8 52
40
30
165
125
100 200
150
120
YT15
TY14
YT5 305
200
160
520
395
305
碳钢 低碳
125~225 1
4
8 43~46
34~38
27~30
140~150
115~125
88~100 170~195
135~150
105~120
YT15
TY14
YT5 260~290
170~190
135~150
520~580
365~425
275~365
中碳 175~275 1
4
8 34~40
23~30
20~26
115~130
90~100
70~78 150~160
115~125
90~100
YT15
TY14
YT5 220~240
145~160
115~125
460~520
290~350
200~260
高碳 175~275 1
4
8 30~37
24~27
18~21
115~130
88~95
69~76 140~155

加工中心.数控铣床.刀具名称.转速进给、下刀量
例:立铣刀必备知识 (按照加工45号钢材)
刀具名称、 转速(/min)、 进给(mm/min)、 下刀量(mm)
63R6(刀片) 600 2500-3000 0.6-1
50R6(刀片) 650-850 2500-3000 0.55-0.7
25R5(刀片) 1200 2000-2500 0.45-0.55
32R6(刀片) 700-1200 2000-2500 0.5-0.65
16R0.8(刀片) 2000-2500 2000-3000 0.25-0.35
16R4(刀片) 2200-2500 2200-3000 0.3-0.4
16(球头刀 2000-2500 2000 0.25-0.35
12(球头刀 2200-2500 2000-3000 0.25
10(球头刀 2500 1800-2000 0.2-0.25
8(球头刀 2500-2800 1500-1800 0.2
6(球头刀 4000 1500-1800 0.1-0.2
4(球头刀 5000-6000 1800 0.1
3(球头刀 7000 1500-1800 0.05-0.08
2(球头刀 12000 1500-2000 0.05-0.08
1.5(球头刀 16000 1200-1500 0.05

word格式-可编辑-感谢下载支持
加工材料 硬度
HB 切深
ap
(mm) 高速钢刀具 硬质合金刀具 陶瓷超硬材料刀具
未涂层 涂层
v
(m/min) f
(m/r) 说明 v
(m/min) f
(m/r) v(m/min) f
(m/r) 材料 v
(m/min) f
(m/r) 焊接式 可转位
易切材料 低碳 100~200 1
4
8 55~90
41~70
34~55 0.18~0.20
0.40
0.50 185~240
135~185
110~145 220~275
160~215
130~170 0.18
0.50
0.75 YT15
YT14
YT5 320~410
215~275
170~220 0.18
0.40
0.50 550~700
425~580
335~490 0.13
0.25
0.40
切削条件较好时可用冷压Al2O3陶瓷,切削条件较差时宜用Al2O3+TiC热压混合陶瓷。 中碳 175~225 1
4
8 52
40
30 0.20
0.40
0.50 165
125
100 200
150
120 0.18
0.50
0.75 YT15
YT14
YT5 305
200
160 0.18
0.40
0.50 520
395
305 0.13
0.25
0.40
碳钢 低碳
125~225 1
4
8 43~46
34~38
27~30 0.18
0.40
0.50 140~150
115~125
88~100 170~195
135~150
105~120 0.18
0.50
0.75 YT15
TY14
YT5 260~290
170~190
135~150 0.18
0.40
0.50 520~580
365~425
275~365 0.13
0.25
0.40
中碳 175~275 1
4
8 34~40
23~30