冲压模具设计-冲裁模
- 格式:doc
- 大小:290.50 KB
- 文档页数:12
冲裁模设计冲裁模设计一.冲裁件的工艺性冲裁件的工艺性是指零件对冲裁加工工艺的适应性,即加工的难易程度。
良好的冲压工艺性,是指在满足零件使用要求的前提下,能以生产率高最经济的方式加工出来。
由冲裁变形的过程分析可知,材料除剪切变形外,刃口附近的程序还存在拉伸、弯曲、横向挤压等变形,冲裁件断面具有明显的区域性特征。
所以在拟定冲裁件的工艺规程或设计冲裁件时,必须从制件结构形状、材料性能、尺寸精度及模具强度等方面分析零件的结构工艺性。
1.对结构的基本要求1) 冲裁件的形状应力求简单、规则、使排样时废料最少。
2) 制件内、外形转角处应避免设计成尖角,一般在圆角处应使R≥0.5t。
3) 冲孔制件的孔不能太小。
冲裁可冲出的最小孔径见教材。
4) 制件上孔与孔之间的距离,制件孔与边缘之距离c值不宜太小,一般要求c≥2t,并保证应大于3~4mm,连续模且对制件精度要求不高使,可适当减小但不小于板厚。
5) 制件外形应避免有长悬臂,或过窄的凹槽,悬臂和凹槽的宽度要大于料厚的1.5~2倍。
2.裁件的尺寸精度和粗糙度制件的尺寸精度以不高于IT12 级为宜。
如无特殊的要求,外形尺寸应低于IT10级,内形尺寸精度应低于IT9级。
对精度要求高于IT10级的冲裁件,应在模具结构设计方面采取措施,如提高定位精度,采用弹压卸料顶件装置,提高模具制造精度或采用精冲技术等。
制件的断面要求质量不高时,材料厚度和硬度的影响尤甚。
通常材料厚度t<1mm的制件,断面粗糙度可达Ra6.3um。
二.冲裁间隙1.冲裁间隙冲裁模的凸模横断面,一般小于凹模孔,凸、凹模刃口部分,在垂直于冲裁力方向的投影尺寸之差,称为冲裁间隙。
间隙有两种含义:一般指凸模与凹模间每侧空隙的数值,称为单边间隙;另一种指凹模与凸模间两侧空隙之和,成为双面间隙。
对于圆形刃口的凸、凹模来说,双面间隙是两者直径之差,常用C来表示。
2.间隙对冲裁的影响实践证明,间隙的大小,分布是否均匀等,对冲裁件的断面质量、尺寸精度、冲裁力和模具寿命有直接的影响。

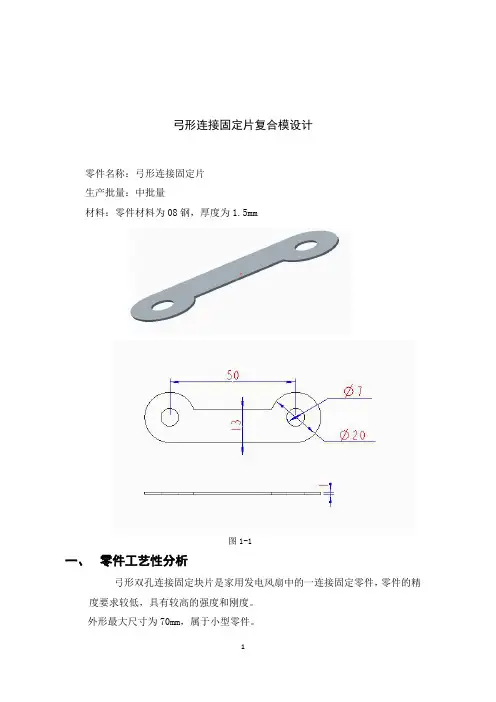
《冲压工艺分析与模具设计》课程上机设计实验报告题目:冲裁模CAD设计姓名:海志刚学号:20114403班级:11材型(卓越)-1班指导教师:毕大森一、上机设计实验要求1.设计要求:已知如图零件08钢,厚度1mm。
完成外形的单工序落料模设计;完成相关的工艺计算,画出模具装配图(三视图,并采用适当的剖视图)2.参考资料:(1)《中国模具设计大典》(电子版)夏巨湛总主编,中国机械工程学会中国模具设计大典编委会(2)《冲压成形工艺与模具设计》教材,李奇涵主编,科学出版社出版(3)《冲模设计技法及典型实例解析》廖伟编著,化学工业出版社二、上机设计实验过程1、冲裁排样与搭边的设计为了保证冲裁件的质量,模具寿命和操作方便,采用有搭边的单排排样。
经过查阅《冲压成形工艺与模具设计》的表3-8 最小搭边值a得;材料厚度1mm,工件间a1=1.2,侧面a=1.5。
计算料条的宽度:b=48+2×1.5=51(mm)计算料条的步距:s=14+1.2=15.2(mm)如图1所示2、凸凹模刃口尺寸的计算由题目知零件为08钢,厚度为1mm。
查阅《冲压成形工艺与模具设计》表3-5 冷冲模初始间隙值得:Z min=0.100mm,Z max=0.14mm Z max-Z min=0.04mm。
δp=0.4(Z max-Z min)δd=0.6(Z max-Z min)由标准公差表得:480-0.25为IT12等级 X取0.75根据计算原则,落料时以凹模为设计基准。
首先设计凹模尺寸,使凹模的基本尺寸接近或等于工件轮廓的最小极限尺寸,将凹模尺寸最小合理间隙值即到凹模尺寸:设凸凹模分别按IT6、IT7等级加工制造,则落料:D d=(D max-xΔ)δd0=(48-0.75×0.25)=47.8125+0.0250(mm)D P=(D d-Z min)-δp0=(47.8125-0.1)=47.71250-0.016Z max Z min--最大、小初始双面间隙;D d D P——为落料凹凸模尺寸;D max——落料件的最大极限尺寸Δ——冲裁件制造公差X——磨损系数校核:0.025+0.016=0.041〉0.04由此可知,只有缩小δpδd,提高制造精度,才能保证间隙在合理范围内,则δp=0.4(Z max-Z min)=0.4×0.04=0.016δd=0.6(Z max-Z min)=0.6×0.04=0.024故:D d=47.8125+0.0240(mm)D P=47.7125-00.016(mm)3、冲裁模主要零部件设计(1)卸料装置的设计计算冲裁力根据公式F≈Ltσ b ≈124×1×365≈45260(N)F为冲裁力;L为冲裁周边长度;t为材料厚度;σb为抗拉强度。
目录一、设计任务书 (2)二、冲压工艺性及工艺方案得确定 (3)三、主要设计计算 (4)四、模具总体设计 (8)五、主要零部件设计 (8)六、冲压设备得选定 (12)七、设计小结 (13)八、参考文献 (1)3一、课程设计任务一、题目:冲孔、落料复合模二、零件:材料:Q235厚度:2。
0mm批量:大批量三、任务内容:(一)工艺设计1、工艺审查与工艺分析2、工艺计算:①毛胚计算②工序件计算或排样图3、工艺方案得确定①工序得确定②基准与定位方式得选择(二)模具设计1、总图2、零件图二、冲压工艺性及工艺方案得确定一、工艺性分析1、材料零件得材料为Q235普通碳素钢,具有良好得冲压性能,适合冲裁。
2、结构该零件属于较典型冲裁件,形状简单对称、孔边距远大于凸、凹模允许得最小壁厚(见参考文献①表2、9、5),故可以考虑复合冲压工序。
3、精度零件外形:80±0.07属于10级精度,60±0、05属于9级精度、零件内形: 属9级精度、孔间距:42±0。
08属11级精度(均由参考文献精度②附录一查得)。
因零件边有90o得尖角,应以圆弧过渡,查参考文献①表2.7、1取r=0.5mm、零件精度较高,模具按六、七级制造可达到尺寸精度要求。
4、结论可以冲裁、二、冲压工艺方案得确定该零件包括落料、冲孔两个基本工序,可以采用以下三种工艺方案:方案①:先落料、再冲孔。
采用单工序模生产、方案②:落料-冲孔复合冲压。
采用复合模生产、方案③:冲孔—落料级进冲压、采用级进模生产。
方案①模具结构简单,但需要两道工序、两套模具才能完成零件得加工,生产效率较低,难以满足零件大批量生产得需求、方案②只需要一套模具,冲压件得形位精度与尺寸易于保证,且生产效率也高、尽管模具结构较方案①复杂,但由于零件得几何形状简单对称,模具制造并不困难。
方案③也只需要一套模具,生产效率高,但零件得冲压精度不易保证。
通过以上三种方案得分析比较,对该冲压件生产以采用方案②为佳。
三、主要设计计算(1)排样方式得确定及计算查参考文献①表2。
5、2,查得:取两工件间得最小搭边:a1=2、0mm侧面搭边值:a=2.2mm 由下表计算可知条料宽度mm,步距62、2mm、查参考文献③第8页选取t=2。
0mm,950mm2000mm得钢板、一个步距材料利用率90。
3%(计算见下表)。
每条钢板可剪裁为11张条料(85。
5mm2、2、2000mm)每张条料可冲32个工件,故每张材料利用率为88、9%(计算见下表)确定后得排样如下图: (2)冲压力得计算该模具采用倒装式复合模,拟选弹性卸料,刚性出件,冲压力得相关计算见下表。
排样冲压力计算表卸料力==0.05288.4 10。
92KN查参考文献①表2、6。
1取=0、05总冲压力=+++=218、4+78.37+10。
92+25、86333。
55KN(3)压力中心得确定该工件尺寸,形状对称,因此该工件得压力中心在工件轮廓得几何中心O上。
(4)工作零件刃口尺寸得计算查参考文献①表2。
3。
3取,磨损系数x=1尺寸及分类计算公式结果备注落料60±0、05模具凹模按七级制造,凸模按六级制造、均由参考文献②附录一查得,且均满足:-80±0、07冲孔中心距42±0。
08(5)卸料橡胶得设计计算采用 JB/T7650、9-1995聚氨酯弹性体四、模具总体设计(1)模具类型得选择由冲压工艺性分析可知,采用复合冲压,所以模具类型为复合模、(2)定位方式得选择该模具采用得就是条料,控制条料得送进方向采用导料销无测压装置。
控制条料得送进步距采用活动挡料销来定距。
(3)卸料、出件方式得选择倒装式复合模,采用弹性卸料,刚性出件。
(4)导向方式得选择为方便安装调整,同时为送料得方便,故采用后侧导柱模架。
五、主要零部件设计一、工作零件得设计(1)落料凹模凹模得厚度:H=kb(15mm)=0。
3080=24mm(参考文献①表2、9。
5)凹模得壁厚:C=(1、5~2)H(30~40mm)凹模宽度:B=b+2c=80+240=160mm凹模长度:L=160mm(查参考文献②表4、11标准JB/T7643、1—2008取得)凹模厚度:由上计算厚度24mm,将凹模版做成薄板形式并加空心垫板后厚度取14mm。
得凹模轮廓:16016014mm(2)凹凸模高度:L=+h+=20+35+10=65mm如下图式中:为凹凸模固定板厚度(查参考文献②表4。
11初选16016020mm),弹性卸料板厚度(初选16016010mm),h 为增加高度(冲压时橡胶高32m m+凹凸模高过卸料板3mm=35m m)、h 1h 2h 3h 4h 5(3)冲孔凸模结合工件外形考虑加工,将凸模设计成直通式凸模,与凸模固定板按H7/m6配合。
其总长度:L=++=14+12+24=50mm式中各参数如上图中: 凹模厚度、空心垫板厚度(查参考文献②表4.11初选16016012mm)、凸模固定板厚(查参考文献②表4。
11初选16016024mm)、经查圆柱头直杆圆凸模标准,采用:50 J B/T 5825—2008 得凸模。
二、 定位零件得设计 (1) 挡料销:因模具采用橡胶弹性卸料,且卸料橡胶安装高度36mm较高。
为方便挡料,采用橡胶弹顶挡料销装置。
查参考文献①表2.9。
7得挡料销高出卸料板3mm,卸料板厚10mm,故取挡料销H=14mm。
挡料销与卸料板采用H9/d9间隙配合。
(2)导料销:使用两个导料销,采用橡胶弹顶导料装置。
查参考文献①表2。
9。
7得导料销高出卸料板6~8mm,卸料板厚10m m,故取导料销H=18mm。
挡料销与卸料板采用H9/d9间隙配合、三、出件装置得设计:采用刚性出件,由推杆直接推动推件块,将凹模内得工件推出。
根据推杆连接得各板高度,与模柄孔径查参考文献②表4.14。
4取带肩推杆:A12X140 JB/T7650、1—2008。
推件块得周界尺寸与零件得周界尺寸相同,考虑凹模厚度、空心垫板厚度、及推杆安装、凹模修模量等因素,取高度16mm。
四、卸料部分得设计:卸料板:由活动挡料销与导料销安装高度:选用卸料板轮廓16016010mm卸料螺钉:模具采用橡胶弹性卸料橡胶由上可知橡胶孔直径12、5mm,查标准取M8X60 JB/T 7650。
5-2008卸料钉尾部有足够得形成空间,卸料螺钉拧紧后,应使卸料板超出凹凸模端面1mm,有误差时通过在螺钉与卸料板之间安装垫片来调节。
五、模架及其它零部件得设计与选用模架:160X160X180~220 GB/T 2851-2008上模座:160X160X40 GB/T 2855。
1-2008下模座:160X160X45 GB/T 2855。
2-2008导柱:28X170GB/T 2861.1-2008导套:28X100X38 GB/T 2861。
3-2008凸凹模固定板:160X160X20 JB/T 7643。
2—2008凸模固定板:160X160X24 JB/T 7643。
2-2008上垫板:160X160X8 JB/T 7643.3-2008空心垫板:160X160X12模柄:B50X110JB/T 7646、1-2008该模具得闭与高度:H闭=H上模座+H垫+L+H+H下模座—h2=40+8+50+65+45-1=207mm式中:L为凸模长度50mm,H凹凸模厚度65mm,h2凸模进入凹凸模得深度1mm。
六、冲压设备得选定根据总冲压力=333、55KN,模具闭合高度207mm,冲床工作台面得尺寸,选用J23-40其主要设计参数如下:公称压力;400KN滑块行程:120mm最大装模高度:220m m工作台尺寸(前后左右):480mm 710m m模柄孔尺寸; Φ50mm70mm最大倾斜角度:30o机床工作台孔尺寸(直径前后左右):Φ250150300因下模座外形尺寸(前后左右):254250小于机床工作台孔得尺寸故需加垫板:材料45见如右图得零件图。
七、设计小结作为模具专业得学生,计就是我们即将迈入社会得个人作业,也就是对我们这专业知识一次总结与检验.设计最终完成,心理有一种说不出得轻松,设计过程中遇到了许多得问题,在老师及朋友得帮助下予以解决。
首先要感谢老师对我得指导与督促,给我指出了正确得设计方向,使我加深了对知识得理解,同时也避免了在设计过程中少走弯路。
总得来说通过本次课程设计还就是受益匪浅。
首先,我对模具基本设计步骤以及相关参数得选用、计算及校核有了进一步得加深;其次,本次设计就是对我们前面所学得知识得一次巩固与复习过程,使我们对以前所学知识有了更深一步得认识及运用。
本次课程设计也为我们以后走上工作岗位后得设计工作打下了一定得基础。
由于水平有限,难免会有错误,还望老师批评指正。
八、参考文献①李小海、王晓霞主编、模具设计与制造。
电子工业出版社。
2011②杨关全、匡余华.冷冲模设计资料与设计指导(第二版).大连:大连理工大学出版社,2009。
③模具设计与制造简明手册、冷冲压模具结构图册、④刘家平主编、机械制图.武汉理工大学出版社2008。
ﻬ错误!工程材料与热加工基础。
错误!公差配合与测量技术。
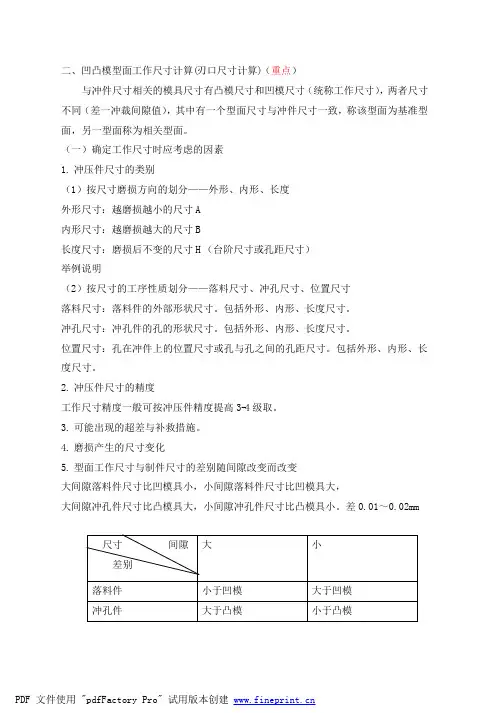
错误!工程力学。