(2020年整理)哈工大机械制造技术基础大作业.pptx
- 格式:pptx
- 大小:189.19 KB
- 文档页数:5
Harbin Institute of Technology机械工程测试技术基础大作业课程名称:机械工程测试技术基础设计题目:信号的分析与系统特性院系:班级:设计者:学号:指导教师:设计时间:题目一信号的分析与系统特性题目:写出下列信号中的一种信号的数学表达通式,求取其信号的幅频谱图(单边谱和双边谱)和相频谱图,若将此信号输入给特性为传递函数为)H的系统,试讨(s论信号参数的取值,使得输出信号的失真小。
(1)要求学生利用第1章所学知识,求解信号的幅频谱和相频谱,并画图表示出来。
T及幅值A,每个学生的(2)分析其频率成分分布情况。
教师可以设定信号周期取值不同,避免重复。
(3)利用第2章所学内容,画出表中所给出的系统)H的伯德图,教师设定时间(s常数τ或阻尼比ζ和固有频率nω的取值,每个同学取值不同,避免重复。
(4)对比2、3图分析将2所分析的信号作为输入)(tx,输入给3所分析的系统)(sH,求解其输出)(ty的表达式,并且讨论信号的失真情况(幅值失真与相位失真)若想减小失真,应如何调整系统)(sH的参数。
一、题目要求二、设计过程1) 写出波形图所示信号的数学表达通式;在一个周期内三角波可表示为x(t)={4AT0t −T04≤t≤T042A−4AT0t T04≤t≤3T04;其傅里叶级数展开式为x(t)=8π2(sinω0t−19sin3ω0t+125sin5ω0t+⋯)2)求取其信号的幅频谱图(单边谱和双边谱)和相频谱图;1、单边谱幅频谱函数A(n)=8An2π2,n=1,3,5,⋯相频谱函数φ(n)={π2,n=1,5,9,⋯−π2,n=3,7,11,⋯幅频谱、相频谱图如下图示:φ2、双边谱傅里叶级数的复指数展开为:x(t)=4A π2[(e −j π2e −jω0t +e j π2e jω0t )−132(e j π2e −j3ω0t +e −j π2e j3ω0t )+⋯则|C n |=12√a n 2+b n 2=12A n =4A π2∙1n 2φn =−arctan b na n则幅频谱、相频谱图如下图所示:3)画出表中所给出的系统H (s )的伯德图;1、一阶系统的传递函数为1()0.251H s s =+,则Bode 图为:ω ω3ω 5ω ω ω3ω5ω7ω 8A π2π2−π24A π2Aωω −ω −3ω −5ω 3ω 5ωφ ω−5ω−3ω−ωω3ω 5ω7ω−7ω−π2π22、二阶系统的传递函数为228000()980490000H s s s =++,则Bode 图为:3)若将此信号输入给特性为传递函数为H (s )的系统中,求其响应; 1、一阶响应对于该输入信号可以对每一项单独计算系统输出相应,然后相加即可。
哈工大机械制造大作业一、零件分析题目所给的零件是CA6140车床的拨叉。
它位于车床变速机构中,主要起换档,使主轴回转运动按照操作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的孔与操纵机构相连,二下方的Φ55叉口则是用于与所控制齿轮所在的轴接触,拨动下方的齿轮变速。
其生产纲领为批量生产,且为中批生产。
图1-1 CA6140拨叉零件图二、零件的工艺分析零件材料采用HT200,加工性能一般,在铸造毛坯完成后,需进行机械加工,以下是拨叉需要加工的表面以及加工表面之间的位置要求:1、小头孔Φ25:该加工面为内圆面,其尺寸精度要求为;2、叉口半圆孔Φ55:该加工面为内圆面,其尺寸精度要求为;3、拨叉左端面:该加工面为平面,其表面粗糙度要求为,位置精度要求与内圆面圆心距离为;4、叉口半圆孔两端面,表面粗糙度要求为,其垂直度与小头孔中心线的垂直度为;5、拨叉左端槽口,其槽口两侧面内表面为平面,表面粗糙度要求为,其垂直度与小头孔中心线的垂直度为0.08mm。
6、孔圆柱外端铣削平面,加工表面是一个平面,其表面粗糙度要求为。
三、确定毛坯1、确定毛坯种类:零件材料为,查阅机械制造手册,有,考虑零件在机床运行过程中受冲击不大,零件结构又比较简单,故选择铸造毛坯。
图3-1 毛坯模型2、毛坯特点:(1)性能特点:(2)结构特点:一般多设计为均匀壁厚,对于厚大断面件可采用空心结构。
CA6140拨叉厚度较均匀,出现疏松和缩孔的概率低。
(3)铸造工艺参数:铸件尺寸公差:铸件公称尺寸的两个允许极限尺寸之差成为铸件尺寸公差。
成批和大量生产采用金属型时,铸钢和铸件尺寸公差等级为级,选择尺寸公差等级为CT8。
机械加工余量:查阅参考文献[5],铸铁件的加工余量等级为E、F、G,故设计铸件公差为。
最小铸出孔:由于孔深为,孔壁厚度为,此时灰铸铁的最小铸出孔直径大于,故孔不铸出,采用机械加工的方法加工。
3、毛坯尺寸的确定:图3-2如图所示,现对图中1、2、3、4处加工面进行余量计算。
Harbin Institute of Technology课程大作业说明书课程名称:设计题目:院系:班级:设计者:学号:指导教师:设计时间:哈尔滨工业大学目录设计题目 (3)可转位端面车刀设计 (3)一、选择刀片夹固结 (3)二、选择刀片结构材料 (3)三、选择车刀合理角度 (3)四、选择切屑用量 (4)五、刀片型号和尺寸 (4)六、选择硬质合金刀垫型号和尺寸 (5)七、计算刀槽角度 (5)八、计算铣制刀槽时所需的角度 (7)九、选择刀杆材料和尺寸 (8)十、上压式结构 (8)十一、绘制车刀结构简图 (9)参考文献 (10)设计题目设计车小端端面的可转位车刀可转位端面车刀设计一、选择刀片夹固结工件的直径D为160mm,工件长度L=200mm。
因此可以在普通机床CA6140上加工。
表面粗糙度要求3.2μm,为精加工,但由于可转为车刀刃倾角通常取负值,切屑流向已s加工表面从而划伤工件,因此只能达到半精加工,按题设要求,采用上压式的夹紧方式。
二、选择刀片结构材料加工工件材料为HT200,且加工工序为粗车,半精车了两道工序。
由于加工材料为铸铁,因此刀片材料可以采用YG 系列,YG8用于粗加工脆性材料,YG6用于半精加工脆性材料,本题要求达到半精加工,因此材料选择YG6硬质合金。
三、选择车刀合理角度根据《机械制造技术基础》刀具合理几何参数的选择,并考虑可转位车刀几何角度的形成特点,四个角度做如下选择:前角0γ:根据参考文献[1]表3.16,工件材料为HT200,半精车,因此前角可选0γ8=︒, 后角o α:根据参考文献[1]表3.17,工件材料为HT200,半精车,因此后角可选0α4=︒, 主偏角γκ:/ 1.25L d =,工艺系统刚度良好,故采用正方形刀片,主偏角γκ75=︒, 负偏角'γκ:工艺系统刚度良好,为减小已加工表面的粗糙值,取负偏角'γκ5=︒, 刃倾角s λ:为了获得大于0的后角0α及大于0的副刃后角'0α,取刃倾角s λ5=-︒,后角0α的实际数值及副刃后角'0α和副偏角'γκ在计算刀槽角度时经校验确定。
H a r b i n I n s t i t u t e o f T e c h n o l o g y机械制造技术基础大作业题目:院系:机械制造及其自动化班级:0808103姓名:XXX学号:********XX©哈尔滨工业大学一、零件的分析(一)零件的作用题目所给的零件是CA6140车床的拨叉。
它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的Ф22孔与操纵机构相连,二下方的Ф55半孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
两件零件铸为一体,加工时分开。
(二)零件的工艺分析零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:1.小头孔以及与此孔相通的的锥孔、螺纹孔2.大头半圆孔Ф553.小头孔端面、大头半圆孔上下Ф73端面,大头半圆孔两端面与小头孔中心线的垂直度误差为0.07mm,小头孔上端面与其中心线的垂直度误差为0.05mm。
二、工艺规程设计(一)确定生产类型已知此拨叉零件的生产类型为中批量生产,所以初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主,大量采用专用工装。
(二)确定毛坯的制造形式确定毛坯种类:零件材料为HT200。
考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为大批生产,故选择铸件毛坯。
查《机械制造工艺及设备设计指导手册》(后称《指导手册》)选用铸件尺寸公差等级CT9级。
(三)基面的选择(1)粗基准的选择对于零件而言,尽可能选择不加工表面为粗基准。
而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准。
根据这个基准选择原则,现选取Ф40的外表面和底面为粗基准加工Ф22孔的上表面。
(2)精基准的选择主要应该考虑基准重合的问题。
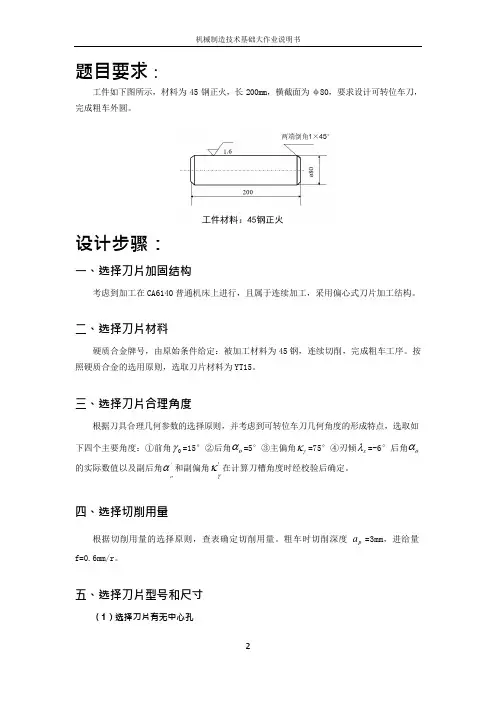
题目要求:工件如下图所示,材料为45 钢正火,长200mm,横截面为φ80,要求设计可转位车刀,完成粗车外圆。
设计步骤:一、选择刀片加固结构考虑到加工在CA6140 普通机床上进行,且属于连续加工,采用偏心式刀片加工结构。
二、选择刀片材料硬质合金牌号,由原始条件给定:被加工材料为45 钢,连续切削,完成粗车工序。
按照硬质合金的选用原则,选取刀片材料为YT15。
三、选择刀片合理角度根据刀具合理几何参数的选择原则,并考虑到可转位车刀几何角度的形成特点,选取如下四个主要角度:①前角γ 0 =15°②后角αo =5°③主偏角κγ =75°④刃倾λs =-6°后角αo 的实际数值以及副后角α ' 和副偏角κ ' 在计算刀槽角度时经校验后确定。
o γ四、选择切削用量根据切削用量的选择原则,查表确定切削用量。
粗车时切削深度a p =3mm,进给量f=0.6mm/r。
五、选择刀片型号和尺寸(1)选择刀片有无中心孔r 由于刀片加固结构已选择为偏心式,因此应选用有中心孔的刀片。
(2)选择刀片形状按选定的主偏角 κγ =75°参照刀片形状的选择原则选用正方形刀片。
(3)选择刀片精度等级 参照刀片精度的选择原则,选用 M 级。
(4)刀片长度的确定根据已确定的背吃刀量 a p =3mm, 主偏角 κγ =75,刃倾角 λs =-6°,将 a p , κγ , λs 代入下 式可得刀刃的实际参加工作长 L se 为L se =∂ ρsin κγ cos λs 3 = sin75cos(-5)=3.12mm所选刀片的刃口长度 L>1.5×L se =4.68mm 即可。
(5)选择刀片厚度 s根据已选择的背吃刀量 a p =3mm ,进给量 f=0.6mm/r 及选择刀片厚度的诺莫图图,求得 刀片厚度 S ≥4.8mm 。
(6)选择刀尖圆弧半径 ε根据已选择的背吃刀量 a p =3mm,进给量 f=0.6mm/r 及选择刀尖圆角半径的诺莫图,求得 连续切削时 r ε =1.2mm 。
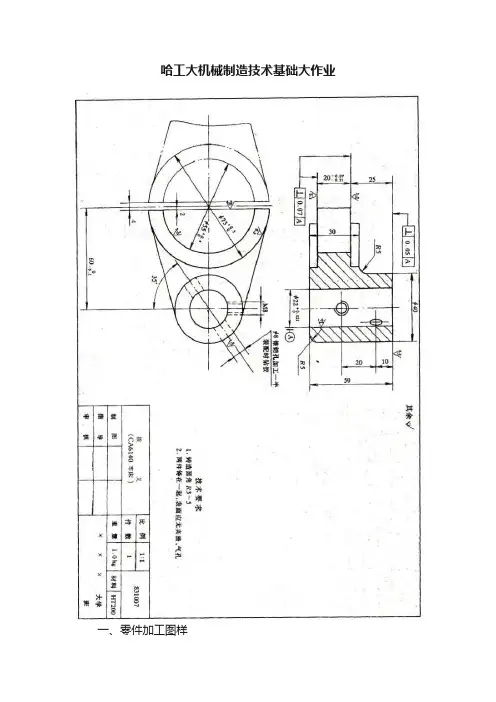
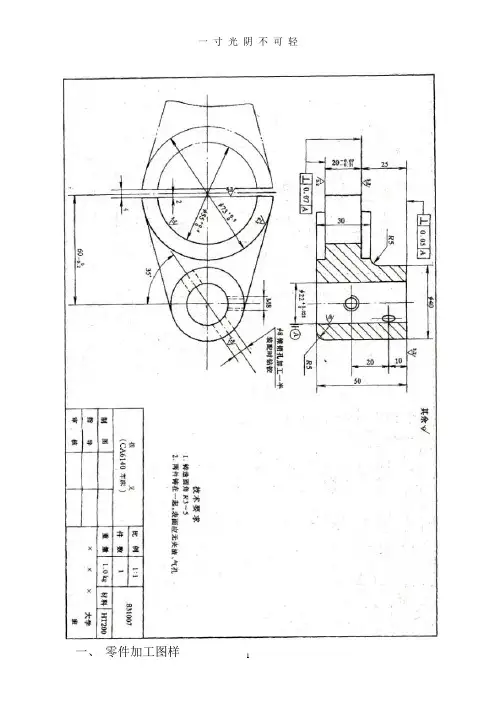
哈工大机械制造技术基础大作业一、零件加工图样在CA6140机床中,拨叉在变速箱中起到控制齿轮组的移动,改变啮合齿轮对,从而改变传动比实现变速功能。
零件材料采用200HT 灰铸铁,生产工艺简单、可铸性高,但材料脆性大不易磨削。
需要加工的部分及加工要求如下:1、0.0210Φ22+孔,还有与其相连的8M 螺纹孔和Φ8锥销孔;2、小孔的上端面,大孔的上下两端面;3、大头的半圆孔0.40Φ55+;4、Φ40上端面,表面粗5、糙度为 3.2Ra ,该面和Φ20孔中心线垂直度误差为0.05mm ;5、0.50Φ73+半圆形上下端面与Φ22孔中心线垂直度误差为0.07mm 。
二、零件加工工艺设计(一)确定毛坯的制造形式零件材料为HT200。
考虑到零件在机床运行时过程中所受冲击不大,零件结构又比较简单,生产类型为大批生产,故选择铸件毛坯。
选用铸件尺寸公差等级CT9级。
(二)工艺初步安排零件的加工批量以大批量为主,用通用机床加工,工序适当集中,减少工件装夹次数以缩短生产周期、保证其位置精度。
(三)选择基准基准的选择是工艺规程设计中的重要工作之一。
基准选择得正确合理,可以使加工质量得到保证,生产效率得以提高。
(1)粗基准的选择:以零件的底面为主要的定位粗基准,以两个小头孔外圆表面为辅助粗基准。
这样就能限制工件的五个自由度,再加上垂直的一个机械加紧,就可达到完全定位。
(2)精基准的选择:考虑到要保证零件的加工精度和装夹准确方便,依据“基准重合”原则和“基准统一”原则,以粗加工后的底面为主要定位基准,以两个小孔头内圆柱表面为辅助的定位精基准。
(四)制定工艺路线1.工艺方案分析此零件加工工艺大致可分为两个:方案一是先加工完与Φ22mm 的孔有垂直度要求的面再加工孔。
而方案二恰恰相反,先加工Φ22mm的孔,再以孔的中心线来定位加工完与之有垂直度要求的三个面。
方案一装夹次数较少,但在加工Φ22mm的时候最多只能保证一个面与定位面之间的垂直度要求。
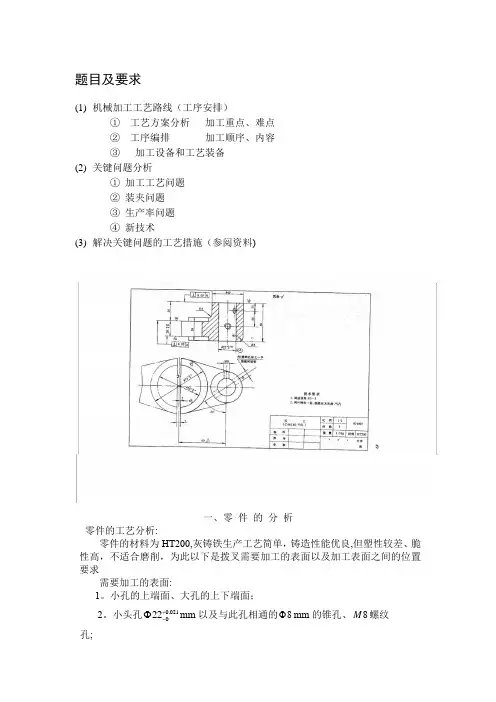
题目及要求(1) 机械加工工艺路线(工序安排)① 工艺方案分析 加工重点、难点② 工序编排 加工顺序、内容③ 加工设备和工艺装备(2) 关键问题分析① 加工工艺问题② 装夹问题③ 生产率问题④ 新技术(3) 解决关键问题的工艺措施(参阅资料)一、零 件 的 分 析零件的工艺分析:零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求需要加工的表面:1。
小孔的上端面、大孔的上下端面;2。
小头孔0.021022+-Φmm 以及与此孔相通的8Φmm 的锥孔、8M 螺纹孔;mm;3。
大头半圆孔55位置要求:小头孔上端面与小头孔中心线的垂直度误差为0.05mm、大孔的上下端面与小头孔中心线的垂直度误差为0。
07mm.由上面分析可知,可以粗加工拨叉底面,然后以此作为粗基准采用专用夹具进行加工,并且保证位置精度要求。
再根据各加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证.二、零件加工工艺设计(一)确定毛坯的制造形式零件材料为HT200.考虑到零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为大批生产,故选择铸件毛坯。
选用铸件尺寸公差等级CT9级,该拨叉生产类型为大批生产,所以初步确定工艺安排为:工序适当分散;广泛采用专用设备,大量采用专用工装。
(二)基面的选择基面的选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理,可以使加工质量得到保证,生产效率得以提高。
(1) 粗基准的选择:以零件的底面为主要的定位粗基准,以两个小头孔外圆表面为辅助粗基准。
这样就可以达到限制五个自由度,再加上垂直的一个机械加紧,就可以达到完全定位。
(2)精基准的选择:考虑要保证零件的加工精度和装夹准确方便,依据“基准重合"原则和“基准统一”原则,以粗加工后的底面为主要的定位精基准,以两个小头孔内圆柱表面为辅助的定位精基准。
HarbinInstitute of Technology课程大作业说明书课程名称:院系:班级:设计者:学号:指导教师:设计时间:哈尔滨工业大学目录信号的分析与系统特性........................ (3)一、设计题目……………………………………………………………………3二、求解信号的幅频谱和相频谱............ (3)三、频率成分分布情况 (5)四、H(s)伯德图 (6)五、将此信号输入给特征为传递函数为H(s)的系统 (7)传感器综合运用 (10)一、题目要求 (10)二、方案设计……………………………………………………………………10三、传感器的选择………………………………………………………………11四、总体测量方案 (12)五、参考文献 (12)信号的分析与系统特性一、设计题目写出下列方波信号的数学表达通式,求取其信号的幅频谱图(单边谱和双边谱)和相频谱图,若将此信号输入给特性为传递函数为)(s H 的系统,试讨论信号参数的取值,使得输出信号的失真小。
名称)(s H、、波形图 方波11)(+=s s H τ=0。
1,0。
5,0.70722240)(nn n s s s H ωζωω++= =0。
5,0.707 =10,500作业要求(1)要求学生利用第1章所学知识,求解信号的幅频谱和相频谱,并画图表示出来。
(2)分析其频率成分分布情况。
教师可以设定信号周期及幅值,每个学生的取值不同,避免重复.(3)利用第2章所学内容,画出表中所给出的系统)(s H 的伯德图,教师设定时间常数或阻尼比和固有频率的取值.(4)对比2、3图分析将2所分析的信号作为输入)(t x ,输入给3所分析的系统)(s H ,求解其输出)(t y 的表达式,并且讨论信号的失真情况(幅值失真与相位失真)若想减小失真,应如何调整系统)(s H 的参数。
二、求解信号的幅频谱和相频谱002200-200211=(t)=+-=0TT T T T a w dt Adt Adt T T ⎛⎫ ⎪⎝⎭⎰⎰⎰tTT 0/A00220000-200222()cos()cos()-cos()0TT T T T n a w t nw t dt A nw t dt A nw t dt T T ⎛⎫==+= ⎪⎝⎭⎰⎰⎰00220000-20020000000022()sin()sin()-sin()4 2 cos()-cos()200 2TTT T T n b w t nw t dt A nw t dt A nw t dt T T A T T n A A nw t nw t nT T nw nw n π⎛⎫==+ ⎪⎝⎭⎛⎫⎧⎪ ⎪==⎨ ⎪ ⎪⎪⎩⎝⎭⎰⎰⎰为奇数为偶数式中000411(t)=(sin(w t)+sin(3w t)+sin(5w t)+)35Aw π…转换为复指数展开式的傅里叶级数:()()0000000000002-j 000-2000000011=(t)e=e +-e 1121 =(e -e ) =e -e | =e -e = 2T jnw tnw tjnw t n T jnw t jnw t jnw t jnw t jnw jnw c w dt A dt A dt T T A A AA dt j T T jnw T nw j n ττττττπ-----⎛⎫ ⎪⎝⎭⎰⎰⎰⎰当0,2,4,...n =±±时,0n C =; 当1,3,5,...n =±±±时,2n A C j n π=-则幅频函数为:2,1,3,5,...n AC jn n π=-=±±±42||,1,3,5,...n n AA C n n π===相频函数为:arctanarctan(),1,3,5, (2)nI n nR C n C πϕ==-∞=-=arctanarctan(),1,3,5, (2)nI n nR C n C πϕ==+∞==---双边幅频图:单边幅频图:相频图:三、频率成分分布情况由信号的傅里叶级数形式及其频谱图可以看出,矩形波是由一系列正弦波叠加而成,正弦波的频率由到3,5……,其幅值由4Aπ到43Aπ,45Aπ,……依次减小,各频率成分的相位都为0。
在CA6140机床中,拨叉在变速箱中起到控制齿轮组的移动,改变啮合齿轮对,从而改变传动比实现变速功能。
零件材料采用200HT 灰铸铁,生产工艺简单、可铸性高,但材料脆性大不易磨削。
需要加工的部分及加工要求如下:1、0.0210Φ22+孔,还有与其相连的8M 螺纹孔和Φ8锥销孔;2、小孔的上端面,大孔的上下两端面;3、大头的半圆孔0.40Φ55+;4、 Φ40上端面,表面粗5、 糙度为 3.2Ra ,该面和Φ20孔中心线垂直度误差为0.05mm ;5、0.50Φ73+半圆形上下端面与Φ22孔中心线垂直度误差为0.07mm 。
二、零件加工工艺设计(一)确定毛坯的制造形式零件材料为HT200。
考虑到零件在机床运行时过程中所受冲击不大,零件结构又比较简单,生产类型为大批生产,故选择铸件毛坯。
选用铸件尺寸公差等级CT9级。
(二)工艺初步安排零件的加工批量以大批量为主,用通用机床加工,工序适当集中,减少工件装夹次数以缩短生产周期、保证其位置精度。
(三)选择基准基准的选择是工艺规程设计中的重要工作之一。
基准选择得正确合理,可以使加工质量得到保证,生产效率得以提高。
(1)粗基准的选择:以零件的底面为主要的定位粗基准,以两个小头孔外圆表面为辅助粗基准。
这样就能限制工件的五个自由度,再加上垂直的一个机械加紧,就可达到完全定位。
(2)精基准的选择:考虑到要保证零件的加工精度和装夹准确方便,依据“基准重合”原则和“基准统一”原则,以粗加工后的底面为主要定位基准,以两个小孔头内圆柱表面为辅助的定位精基准。
(四)制定工艺路线1.工艺方案分析此零件加工工艺大致可分为两个:方案一是先加工完与Φ22mm的孔有垂直度要求的面再加工孔。
而方案二恰恰相反,先加工Φ22mm的孔,再以孔的中心线来定位加工完与之有垂直度要求的三个面。
方案一装夹次数较少,但在加工Φ22mm的时候最多只能保证一个面与定位面之间的垂直度要求。
其他的两个面很难保证。
Harbin Institute of Technology可转位车刀设计姓名:班级:1308104班学号:指导老师:王娜君日期:2016.05.16目录一.题目要求 ..................................................................... - 1 -二.刀具设计 ..................................................................... - 1 -2.1选择切削用量.......................................................... - 1 -2.2选择刀片夹紧结构 ................................................. - 1 -2.3选择刀片材料.......................................................... - 2 -2.4选择车刀合理几何参数 ......................................... - 2 -2.5确定刀片型号及基本尺寸 ..................................... - 3 -2.6选择硬质合金刀垫型号及尺寸 ............................. - 4 -2.7计算刀槽角度.......................................................... - 4 -2.8计算铣制刀槽时所需的角度 ................................. - 6 -2.9选择刀杆材料和尺寸 ............................................. - 7 -2.10选择偏心销及其相关尺寸 ................................... - 7 -2.11绘制车刀结构简图 ............................................... - 7 -三.参考文献 ..................................................................... - 8 -设计说明书一.题目要求设计一款专用的可转位车刀,加工如图1所示的工件,工件材料、尺寸及加工要求具体如下:工件尺寸:D=80mm,L=200mm。
2015年春季学期“机械制造技术基础”课程大作业一作业题目:可转位车刀设计学生姓名:评阅教师:作业成绩:一、选择刀片夹固结构工件的直径D为 45mm,工件长度L=200mm.因此可以在普通机床CA6140上加工.表面粗糙度要求3.2μm,为半精加工。
参照《机械制造技术基础课程补充资料》表2.1典型刀片结构简图和特点,采用偏心式刀片加固结构较为合适.二、选择刀片结构材料加工工件材料为HT200,连续切屑,且加工工序为粗车,半精车了两道工序.由于加工材料为铸铁料,因此刀片材料可以采用YG 系列,YG8宜粗加工,YG3宜精加工,本题第三步要求达到半精加工,因此材料选择YG3硬质合金.三、选择车刀合理角度根据《机械制造技术基础》刀具合理几何参数的选择,并考虑可转位车刀几何角度的形成特点,四个角度做如下选择:① 前角0γ:根据《机械制造技术基础》表3.16,工件材料为中碳钢(正火),半精车,因此前角可选0γ=10°,② 后角0∂:根据《机械制造技术基础》表3.17,工件材料为铸造材料,精车,因此后角可选0∂=7°③ 主偏角γκ:根据《机械制造技术基础》表3.16,主偏角γκ=75°④ 刃倾角s λ:为获得大于0的后角0∂及大于0的副刃后角'0∂,刃倾角s λ=-5° 后角0∂的实际数值及副刃后角'0∂和副偏角'γκ在计算刀槽角度时经校验确定.四、选择切屑用量根据《机械制造技术基础》表3.22:精车时, 背吃刀量p a =1mm,进给量f=0.3mm/r,切削速度v=100m/min 。
五、刀片型号和尺寸① 选择刀片有无中心孔.由于刀片加固结构已选定为偏心式,因此应选用有中心固定孔的刀片.② 选择刀片形状.按选定主偏角γκ=75,参照《机械制造技术基础课程补充资料》2.4.4.2刀片形状的选择原则,选用正方形刀片.③ 选择刀片的精度等级.参照《机械制造技术基础课程补充资料》2.4.4.3节刀片精度等级的选择原则,一般情况下选用U 级. ④ 选择刀片内切圆直径d(或刀片边长L).根据已确定的背吃刀量p a =3mm, 主偏角γκ=75,刃倾角s λ=-5°,将p a ,γκ,s λ代入下式可得刀刃的实际参加工作长L se 为 L se =scos sin λκγρ∂=cos(-5)75sin 3=3.118mm令刀片的刃口长度(即便长)L>1.5 L se =4.677mm,保证切削工作顺利进行. ⑤ 选择刀片厚度.根据已选择的背吃刀量p a =3mm,进给量f=0.6mm/r 及《机械制造技术基础课程补充资料》选择刀片厚度的诺莫图图 2.3,求得刀片厚度S ≥4.8mm.⑥ 选择刀尖圆弧半径r ε.根据已选择的背吃刀量p a =3mm,进给量f=0.6mm/r 及《机械制造技术基础课程补充资料》选择刀尖圆角半径的诺莫图 2.4,求得连续切削时εr =1.2mm⑦ 选择刀片断屑槽型式和尺寸.参照《机械制造技术基础课程补充资料》2.4.4.4节中刀片断屑槽类型和尺寸的选择原则,根据已知的已知条件,选择A 型断屑槽. 综上7方面的选择结果,根据《机械制造技术基础课程补充资料》表2.10确定选用的刀片型号为SNUM150612-A4.L=d=15.875mm;s=6.35mm;d 1=6.35mm;m=2.79mm; εr =1.2mm刀片刀尖角b ε=90°;刀片刃倾角sb λ=0;断屑槽宽W n =4mm;取法前角bn γ=20°六、选择硬质合金刀垫型号和尺寸硬质合金刀垫形状和尺寸的选择,取决于刀片加固结构及刀片的型号和尺寸,选择与刀片形状相同的刀垫,正方形,中间有圆孔.根据《机械制造技术基础课程补充资料》表2.18选择型号为S15B 型刀垫.尺寸为:长度L=14.88mm,厚度s=4.76mm 中心孔直径d 1=7.6mm.材料为高速钢YG8七、计算刀槽角度可转为车刀几何角度,刀片几何角度,刀槽几何角度之间的关系: 刀槽角度的计算:① 刀杆主偏角rg k rg k =γκ=75° ② 刀槽刃倾角sg λsg λ=s λ=-5°③ 刀槽前角og r可按以下近似公式计算og 0=-a =-5γ°④ 验算车刀后角a 0. 车刀后角a 0的验算公式为: tan a 0=sog nb s og nb a a λγλγcos tan tan 1)cos tan (tan +-当nb a =0时,则上式成为: tan a 0=-s og λγ2costan将og γ=-5, s λ=-5代入上式得a 0=5.05前面所选后角a 0=7°,与验算值有差距,故车刀后角a 0应选a 0=5°才能与验算角度接近而刀杆后角a og ≈a 0=5° ⑤ 刀槽副偏角 k 'rg =k 'r =180-γκ-r ε k rg =γκ,rg ε=r ε 因此k 'rg =180-γκ-r ε 车刀刀尖角r ε的计算公式为 cos r ε=[cos rbε21(tan cos )tan sin og s og s λλγλ+-]cos s λ当rb ε=90时,上式变为cos r ε= -s og λγsin tan cos s λ 将og γ=-5, s λ=-5代入上式得r ε=90.5 故k 'rg ≈k 'r =180-75-90.5=14.5 取k 'rg =14.5° ⑥ 验算车刀副后角a '0 车刀副后角的验算公式为: tan a '0=''''''cos tan tan 1cos tan tan sgognbogog nb a a λγλγ+-sgcos λ' 当a nb =0时, tan a '0= -'2'cos tan sg og λγ而tan 'og γ=os γtan sin rg ε+tan'sg λsin rg εtan 'og λ=os γtan sin rg ε+tan 'sg λsin rg ε将os λ=-5°,sg λ=s λ=-5°,rg ε=r ε=90.5代入上式tan 'og γ=tan(-5)sin90.5+tan (-5)sin90.5 => 'ogγ=-4.98 tan 'og λ=)5tan(-sin90.5+tan (-5)sin90.5 => 'og λ=-4.98再将'og γ=-4.98°'og λ=-4.98°代入得tan a '0= -2tan( 4.98)cos ( 4.98)-- => a '0=4.94可以满足切削要求 刀槽副后角a 'og ≈a '0,故a 'og =4.94,取a 'og =5° 综上述计算结果,可以归纳出: 车刀的几何角度: 0γ=10°, 0∂=5°, γκ=75°, k 'r =14.5,s λ=-5°, a '0=5°刀槽的几何角度:og γ=-5° , a og =5°, k rg =75° , k 'rg =14.5, sg λ=-5°,a 'og =5°八、计算铣制刀槽时所需的角度① 计算刀槽最大副前角gg γ及其方位角gg τ 将og γ=-5 °,sg λ=s λ=-5°代入下式得:tan gg γ=-sg og λγ22tan tan + => gg γ=-7.10°将og γ=-5 °, sg λ=s λ=-5°代入下式得:tan gg τ=sgog λλtan tan => gg τ=45°② 计算刀槽切深剖面前角pg γ和进给剖面前角fg γ将og γ=-5 °, sg λ=-5°, k rg =75°代入下式tan pg γ=g tan o γsin rg ε+tan 'sg λsin rg ε => pg γ=-6.12tan fg γ=og tan γsin rg ε+tan'sg λsin rg ε => fg γ=-3.54九、选择刀杆材料和尺寸① 选择刀杆材料:为保证刀杆强度,增加刀杆使用寿命,刀杆材料一般可用中碳钢,采用45号钢,热处理硬度为38-45HRC,发蓝处理 ② 选择刀杆尺寸:⑴选择刀杆截面尺寸.车床中心高度为205mm,根据《机械制造技术基础课程补充资料》表2.37,选取截面尺寸为:25×25(mm 2)由于切削深度及进给量太小,故强度足够⑵选择刀杆长度尺寸:参照《机械制造技术基础课程补充资料》2.5.1.3刀杆长度选择原则,选取刀杆长度为140mm.十、选取偏心销机器相关尺寸① 选择偏心销材料:偏心销材料选用40Cr,热处理硬度为40~45HRC,发蓝处理.② 选择偏心销直径d c 和偏心量偏心销直径可用下式: d c =d 1-(0.2~0.4mm) 故可取d c =6mm偏心量e 可用: e=mm d c 2)10~7(1=0.3~0.428mm则e 可取0.4mm为使刀具夹固可靠,可选用自锁性能较好的螺钉偏心销,并取螺钉偏心销转轴半径d 2为M6③计算偏心销转轴孔中心在刀槽前刀面上的位置,根据前面已选好的各尺寸d 1=6mm, d=15.875mm d c =6mm, e=0.4mm 取β=30,代入下式m=15.8750.30sin 30=2+︒=8.09mmn=15.8750.30cos302-︒=7.68mm十一、绘制车刀结构简图偏心式75硬质合金可转位外圆车刀如下图参考文献[1] 李旦,韩荣第,巩亚东,陈明君.机械制造技术基础.哈尔滨工业大学出版社.2009.2[2] 王娜君.机械制造技术基础课程补充材料.2010.3[3] 袁长良.机械制造工艺装备设计手册.中国计量出版社;1992.1[4] 陆剑中,孙家宁.金属切削原理与刀具.机械工业出版社;2005.3。
Harbin Institute of Technology机械制造装备设计大作业题目:无丝杠车床主传动系统设计学院:机电工程学院班级:姓名:学号:©哈尔滨工业大学哈尔滨工业大学机械制造装备设计大作业题目:无丝杠车床主传动系统设计目录一、运动设计 (3)1 确定极限转速 (3)2 确定公比 (3)3 求出主轴转速级数 (3)4 确定结构式 (3)5 绘制转速图 (4)6 绘制传动系统图 (5)7 确定变速组齿轮传动副的齿数 (6)8 校核主轴转速误差 (6)二、动力设计 (7)1 传动轴的直径确定 (7)2 齿轮模数的初步计算 (7)参考文献 (9)设计任务设计题目:无丝杠车床主传动系统设计已知条件:最大加工直径ф400mm,最低转速40r/min,公比φ=1.41,级数Z=11,切削功率N=5.5KW。
设计任务:1.运动设计:确定系统的转速系列;分析比较拟定传动结构方案;确定传动副的传动比和齿轮的齿数;画出传动系统图;计算主轴的实际转速与标准转速的相对误差。
2.动力设计:确定各传动件的计算转速;初定传动轴直径、齿轮模数;选择机床主轴结构尺寸。
一、运动设计1. 确定极限转速已知最低转速为40r/min,公比φ=1.41,参考文献[1]表4-2标准转速系列的本系统转速系列如下:40 57 80 113 160 226 320 453 640 9051280 r/min,则转速的调整范围maxmin 128032 40n nRn===。
2. 确定公比根据设计数据,公比φ=1.41。
3. 求出主轴转速级数Z根据设计数据,转速级数Z=11。
4.确定结构式(1)确定传动组和传动副数由于总级数为11,先按12设计再减掉一组。
共有以下几种方案:12=4×3 12=3×4 12=3×2×2 12=2×3×2 12=2×2×3 根据传动副前多后少原则,以减少传动副结构尺寸选择第三组方案,即: 12=3×2×2(2)确定结构式按前疏后密原则设计结构式中的级比指数,得到:12=31×23×26减掉一组转速为:12=31×23×25对于该结构式中的第二扩大组x 2=5、p 2=2,而因此r 2=φ5×(2-1)=1.415=5.57<8。
2015年春季学期“机械制造技术根底〞课程大作业一作业题目:学生:评阅教师:作业成绩:2015年春季学期作业任务:设计可转位车刀满足以下要求:(1)工件材料:35钢〔热处理状态:正火抗拉强度0.52GPa 硬度143-178HB〕(2)加工外表:端面(3)工件尺寸与外表粗糙度如下列图所示图中参数:D=260mm, d=24mm, H=30mm, A=3.2目录一、选择刀片夹固结构 (1)二、选择刀片结构材料 (1)三、选择车刀合理角度 (1)四、选择切屑用量 (2)五、刀片型号和尺寸 (2)六、选择硬质合金刀垫型号和尺寸 (3)七、计算刀槽角度 (4)八、计算铣制刀槽时所需的角度 (7)九、选择刀杆材料和尺寸 (7)十、选取偏心销机器相关尺寸 (8)十一、绘制车刀结构简图 (9)参考文献 (9)一、选择刀片夹固结构工件的大径D=260mm ,小径d=24mm ,工件长度H=30mm.因此可以在普通机床CA6140上加工。
外表粗糙度要求3.2m μ,属于半精加工,可转位车刀刃倾角s λ通常取负值,切屑流向已加工外表,易划伤已加工外表,但能达到半精加工。
根据《金属切削刀具课程设计指导书》表2.1可转位车刀的典型刀片夹固结构简图和特点,采用偏心式刀片加固结构较为适宜。
二、选择刀片结构材料加工工件材料为35号钢,正火处理,连续切屑,且加工工序为粗车,半精车两道工序。
由于加工材料为钢料,因此刀片材料可以采用YT 系列,YT5宜粗加工,YT30宜精加工,此题要求达到半精加工,因此材料选择YT30硬质合金。
三、选择车刀合理角度根据《机械制造技术根底》3.7刀具合理几何参数的选择,并考虑可转位车刀几何角度的形成特点做如下选择:〔1〕前角0γ:根据《机械制造技术根底》表3.16 硬质合金车刀合理前角参考值,工件材料为中碳钢35(正火),半精车,因此前角可选0γ=20°。
〔2〕后角0α:根据《机械制造技术根底》表3.17硬质合金车刀合理后角参考值,工件材料为中碳钢35(正火),半精车,因此后角可选0α=6°。