冷轧板连续退火技术及应用(宝钢 何建锋)2004[1][1].07
- 格式:pdf
- 大小:124.83 KB
- 文档页数:4
冷轧板的退火工艺:连续退火和罩式退火的比较冷轧产品是钢材中的精品,属高端产品,具有加工精细、技术密集、工艺链长、品种繁多、用途广泛等特点。
国际钢铁工业发展实践表明,随着经济社会发展,冷轧产品在钢材消费总量中的比重在不断提高,并发挥着越来越重要的作用。
冷轧后热处理是冷轧生产中的重要工序,冷轧板多为低碳钢,其轧后热处理通常为再结晶退火,冷轧板通过再结晶退火达到降低钢的硬度、消除冷加工硬化、改善钢的性能、恢复钢的塑性变形能力之目的。
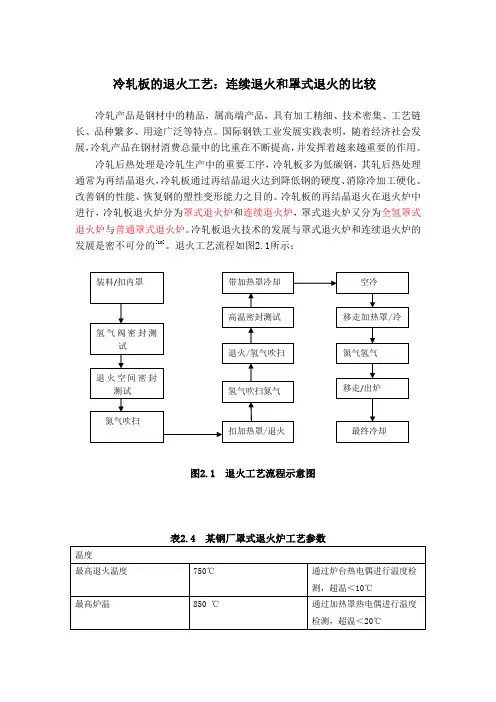
冷轧板的再结晶退火在退火炉中进行,冷轧板退火炉分为罩式退火炉和连续退火炉,罩式退火炉又分为全氢罩式退火炉与普通罩式退火炉。
冷轧板退火技术的发展与罩式退火炉和连续退火炉的发展是密不可分的[10]。
退火工艺流程如图2.1所示:图2.1 退火工艺流程示意图表2.4 某钢厂罩式退火炉工艺参数热点/冷点温度CQ:710℃/640℃DQ:710 ℃/660℃DDQ:710 ℃/680℃HSLA:680℃/660℃一般生产中CQ、DQ热点和冷点温度差要大一些。
分别为90 ℃、70 ℃开始喷淋冷却温度内罩表面温度200 ℃,卷心温度:380℃左右生产调试中进行检测试验以确定不同钢卷开始喷淋冷却工艺出炉温度160 ℃出炉吊至终冷台冷却到平整温度约40 ℃图2.3 典型的罩式炉退火工艺温度曲线图罩式退火工艺罩式退火是冷轧钢卷传统的退火工艺。
在长时间退火过程中,钢的组织进行再结晶,消除加工硬化现象,同时生成具有良好成型性能的显微组织,从而获得优良的机械性能。
退火时,每炉一般以4个左右钢卷为一垛,各钢卷之间放置对流板,扣上保护罩(即内罩),保护罩内通保护气体,再扣上加热罩(即外罩),将带钢加热到一定温度保温后再冷却。
罩式退火炉发展十分迅速,2O世纪7O年代的普通罩式退火炉主要采用高氮低氢的氮氢型保护气体(氢气的体积分数2%~4%,氮气的体积分数为96%~98%)和普通炉台循环风机,生产效率低,退火质量差,能耗高;为了弥补普通罩式炉的缺陷,充分发挥罩式炉组织生产灵活,适于小批量多品种生产,建造投资灵活,可分批进行的优点,7O年代末奥地利EBNER公司开发出HICON/H 炉(强对流全氢退火炉),8O年代初德国LOI公司开发出HPH炉(高功率全氢退火炉)。
冷轧薄板连续退火技术的发展宋加【摘要】简要介绍了冷轧板带钢连续退火技术的进步,以及世界连续退火生产的发展。
【关键词】连续退火一次冷却过时效回火DEVELOPMENT OF CONTINUOUS ANNEALINGTECHNOLOGYFOR COLD ROLLED STEEL SHEETSong Jia(Central lron & Steel Research lnstitute)【Abstract】The advancement and development of continuous annealing technology for cold rolled steel sheet and strip in the world have been briefly introduced.【Key Words】Continuous Annealing,First Cooling,Over Ageing,Tempering1 前言日本钢铁界经过多年努力,在70年代解决了连续退火技术生产深冲、重深冲、超深冲钢板的难题,经过20多年的努力,连续退火的生产能力不断扩大,该技术也得到进一步发展。
2 连续退火的概况2.1 发展简史1972年10月新日铁在君津厂建成了№1连续退火机组,首先开发了连续退火生产冷轧深冲碳钢薄板的技术,简称NSC-CAPL。
1976年7月日本钢管在福山厂建成了№2连续退火机组,这是继新日铁后开发的另一种连续退火生产冷轧深冲碳钢薄板的技术,简称NKK-CAL。
1980年7月川崎制铁也在千叶厂开发建成了№2连续退火机组,简称KM-CAL。
进入80年代,世界各大钢铁厂相继建设连续退火机组,到80年代末共建成34套机组。
90年代进一步发展,到1996年底,全世界约建设了54套连续退火机组,总处理能力达3300万t/a以上。
其中NSC-CAPL 型26套,NKK-CAL型15套,KM-CAL型13套[1]。
宝钢连续退火机组的烟气余热利用徐世洋1王凯峰(宝山钢铁股份有限公司冷轧厂,上海,201900)摘要:为提高能源利用效率,确保宝钢完成“十一五”节能目标,冷轧厂涂镀分厂率先对连续退火机组的烟气余热进行利用,通过这项技术,可将排烟温度降低至200℃以下,同时每年节约蒸汽约14000吨。
关键词:余热利用;连续退火The application of waste heat of gas exauhsted from baosteelcontinuous annealing furnace(XU Shi-yang)(Cold-rolled factory of Baoshan Iron & Steel Co., Ltd. ,Shanghai 201900,China)Abstract:In order to enhance the efficiency of energy using, assure of the BaoSteel Corporation achieving eleventh five the energy conservation goal, the cold-rolling factory lead to carry on the using of waste heat of gas exauhsted from baosteel continuous annealing furnace. Through this technology, The gas temperature can be dropped to 200℃below, simultaneously the 14000 tons steam will be saved approximately every year.Key words:using of waste heat of gas;continuous annealing furnace0 前言为了积极响应国家节能减排的号召,有效缓解能源紧张局面,建设节能型企业的宏伟目标,宝钢集团已对部分烧结系统进行了余热回收利用,例如宝山钢铁股份有限公司不锈钢2#、3#烧结机环冷余热利用等。
冷轧板连退工艺及冷却技术的研究摘要:介绍冷轧板连续退火工艺的发展历程以及连续退火机组的几种冷却技术的比较,阐述连续退火工艺对冷轧板组织和性能的影响以及各种冷却技术的优缺点。
关键词:冷轧板连续退火冷却方式1 引言冷轧产品是钢材中的精品,属高端产品,具有加工精细、技术密集、工艺链长、品种繁多、用途广泛等特点。
国际钢铁工业发展实践表明,随着经济社会发展,冷轧产品在钢材消费总量中的比重在不断提高,并发挥着越来越重要的作用。
世界上第一条完备的冷轧钢板立式连续退火线(CAPL)于1972年在新日铁的君滓钢厂投入工业生产以来,全世界钢铁界对连续退火工艺给予了极大的关注,并迅速开发了适应各种产品要求的新工艺技术装备。
从70年代以后,世界上有60多条连退线投产,世界上已有十几个国家拥有连退线,日本用连退工艺生产的冷板己占总量的约80%。
用连续退火炉既可以生产普通级别的冲压成形冷轧板,也可以生产深冲压和超深冲压成形的汽车用冷轧板和烤漆硬化钢板:既能生产硬质的镀锡原板,也能生产软质的镀锡原板;既能生产一般强度级别的冷轧板,又能生产微合金化合金钢、双相钢等高强和超高强度冷轧板。
众所周知,轧后热处理是冷轧生产中的重要工序,冷轧带钢多为低碳钢,其轧后热处理通常为再结晶退火,冷轧带钢通过再结晶退火达到降低钢的硬度、消除冷加工硬化、改善钢的性能、恢复钢的塑性变形能力之目的。
成功的退火过程具有下述步骤:(1)快速加热到A1温度线附近或以上;(2)在这一温度下停留很短的时间,大约为lmin;(3)快速冷却到约为400℃的过时效温度或冷却到室温;(4)几分钟的过时效处理。
2 连续退火工艺的发展历程为了实现此类的退火处理,研制开发出了在冶金学原理和设备技术细节上不同的四种方法:(1)CAPL:连续退火生产线,日本制钢公司研制;(2)NKK—CAL:日本钢管连续退火线,日本钢管公司研制;(3)KM—CAL:川崎多用途连续退火线,日本川崎制钢公司研制;(4)Howaq:热水淬火法,比利时CRM研制。
冷轧带钢退火目的及种类冷轧板带退火使冷轧板带再冷轧板,消除冷轧加工硬化,恢复塑性以得到预期的物理及物理一化学性能的热处理工序。
冷轧板带退火(annealing of cold rolled sheet and strip) 使冷轧板带再冷轧板,消除冷轧加工硬化,恢复塑性以得到预期的物理及物理一化学性能的热处理工序。
工艺流程上一般分为预备退火、中间退火和成品退火。
退火工艺随目的之不同,常采用再结晶退火、不完全退火和完全退火。
为了获得表面无氧化不脱碳的板带,将板带在保护气氛中完成光亮退火。
退火方式有罩式退火和连续退火。
罩式退火分单垛式和多垛式退火,按板卷形式不同,有紧卷退火和松卷退火两种(见罩式退火)。
大多数罩式炉退火,虽然处理周期长,但因炉子数量多、使用灵活、投资少,在冷轧板带钢退火中使用较多。
70年代末期出现了强对流全氢罩式炉退火(HICON/H2)。
采用纯氢气做保护气体,大叶片离心涡流机产生强对流,提高板卷加热与冷却速度40%~50%;退火周期缩短,能耗低;可以得到接近于连续退火所能达到的优质表面。
连续退火分立式连续退火和卧式连续退火。
炉内一般均通入保护气体。
连续退火是20世纪70年代推出的冷轧板带钢退火新技术,退火产量大。
连续炉退火经多年的发展,退火设备不断改进,并根据生产的品种逐渐趋于专门化,以降低机组基建造价,有利于提高产品的质量。
连续炉退火不但能生产表面等级良好的特殊深冲级别的带钢,也可以生产高强度板连续退火。
连续退火与罩式退火相比有哪些优点和问题?连续退火既可以生产软钢板又可以生产级别较高的高强钢板。
产品开发优势明显,如:生产连续化、生产周期短、板形好、产品表面光滑等优点。
但是投资大且技术过于复杂,比较适合大批量、少品种生产,这种退火工艺越来越受到大型冷轧厂的欢迎。
罩式退火与连续退火相比,具有生产软钢板、生产灵活、施工投资少等优势,但在高强度钢板生产上有所欠缺,有间歇生产、生产周期长、效率低等不足,适用于小批量和多品种生产,这种退火工艺在民营冷轧厂或小型冷轧厂中非常受欢迎。
冷轧带钢连续退火机组的技术特点及应用摘要:通常带钢在冷轧后,带钢会发生变形,这主要是因为冷塑性质发生的,并且会发生较为明显的冷加工硬化现象和极高的内应力。
加工硬化现象和内应力的增高会增加带钢的硬度,为了降低钢的硬度就需要消除这些内应力以及加工硬化现象,在冷轧后,要对带钢进行退火处理,通常需要在结晶完成后进行退火。
而由于连续退火机组具有很多优良的性能,其不仅仅能提高生产率还能保证产品的质量和优质的性能,所以连续退火机组在国内外都得到了广泛的应用。
关键词:带钢;冷轧;连续退火机组;特点;应用1 现代连续退火机组设备组成连续退火机组顾名思义,就是利用具有连续退火作用的火炉,在上面进行电解清洗,连续退火,平整以及精整等,实现冷轧带钢的连续工作。
其具体的组成如图1:2 连续退火机组的技术特点现代科技的发展正在不断的进步,连续退火机组的一些设备以及相关的技术都得到了很大的提高,目前也出现了一些新的技术,详细的表现在如下几个方面。
2.1 焊接技术连续退火机组通常情况下采用的是全自动窄搭接焊机,这种自动性主要是通过电流的作用产生的,材料与电极接触的部分通过电流时也会会产生一定的电阻,而电阻的产生也会产生一些热量,这些热量会使得带钢焊接在一起。
1)焊接技术有一项较为先进的焊缝质量监视系统,在焊接的过程中,如果出现了参数的异常,那么该系统就会处于报警状态,这种系统对于焊接过程中出现的问题能及时的发现,能够减少断带率和重焊率。
2)在焊接的前后设置带头带尾平行度调整装置(PAD),而每一对的PAD分布在带钢的两侧,两侧会有一套检测装置和夹钳,这些检测装置主要是用来测量带钢的倾斜量,而这种倾斜度的存在对带钢是不利的,需要消除这种倾斜度。
3)在焊接的过程中会采用搭接量补偿技术,这种补偿技术能够补偿焊接时产生的搭接量的变化,通常这种变化是由于焊轮碾压造成的,通过补偿技术能够使得带头带尾焊接平齐,目的是为了保证焊缝的质量。
2.2 电解清洗技术在冷轧后,带钢的表面会残留一些轧制油,这属于带钢生产中的污染物,除了轧制油还有铁粉等,其总量能够高达300~ 600mg/m 2,通过电解清洗技术能够使得这些污染物减少到10~ 20mg/m 2。
冷轧连续退火炉冷却技术的发展和应用摘要连续冷却退火炉的连续冷却散热速率对汽车冷轧后退火处理产品的性能,尤其是强度起着一个决定性的作用。
为充分适应当前汽车市场对冷轧退火产品耐热强度越来越高的技术要求,本文简要介绍分析了汽车连续式冷轧退火炉的热冷却速率技术在国内外的应用开展趋势概况,分析了各种冷却技术的优缺点,并指出了其今后的开展方向。
关键词冷轧冷却技术开展应用随着我国汽车制造工业的快速开展,对大型汽车退火的耐热强度控制要求越来越高,汽车板的开发生产对用于连退、镀锌和退火炉用钢冷却后的速率控制提出了更高的技术要求。
为不断提汽车钢退火炉的热冷却系统能力,满足高强型汽车板甚至超高温压强钢的研发生产应用需求,近年来铸钢退火炉的热冷却系统技术快速进步开展,各种新型冷却系统技术的研发和生产推广应用也越来越多。
1退火炉连冷工艺的开展及现状1.1NC连续退火处理技术NC公司开发的卡普尔,退火导线一般采用两种方式冷却带钢。
20世纪70年代,他们创造了喷射冷却,简称为GJC,采用新型h2-n2辊型复合金属气体对热轧带筋板钢钢筋外表涂层进行均匀加热处理,使热轧带筋板钢快速受热冷却并达至过于平时效率的温度[1]。
据此,80年代开展了气-水-气加速冷却技术,目的是为了提高喷射设备的板带厚度和冷却速度,使板带温度降至5~30℃/。
这种加热方法主要是把含有水和其他气体的加热辊合物进行升压后将水浸入这种带厚型钢板的外表,其工业生产加热效率大大提高,冷却加热速度一般可达50~300℃/,对工业生产高耐热强度的带钢板非常有利。
但是热带不锈钢经过acc电镀处理后,其镀层外表会迅速出现大量蒸汽和镀膜,需反复进行屡次酸洗、漂洗、枯燥、镀镍等复杂工序,生产本钱和前期投资费用较高。
1.2NKK连续退火过程由日本钢管公司开发的连续退火生产线,板带冷却有三种冷却方式。
七十年代,出现了水冷法,简称WQ法,采用这种方法,浸在水中淬火,它是目前最快的连续退火冷却方法之一。