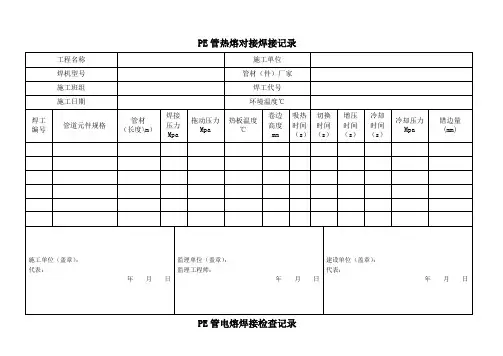
10.4PE管热熔焊接检查记录
- 格式:xls
- 大小:29.00 KB
- 文档页数:1
管道焊接检查记录日期:___年__月__日检查单位:_____________________被检查单位:_____________________检查人员:_____________________1.被检查管道基本信息管道编号:_____________________管道材质:_____________________管道规格:_____________________管道长度:_____________________2.检查内容2.1管道焊缝外观检查检查人员对管道焊缝进行外观检查,包括焊接接头、熔化区、焊道以及周围金属是否有裂纹、气孔、夹渣、不良变形等缺陷。
发现问题:_____________________处理措施:_____________________2.2管道焊缝尺寸检查检查人员使用合适的工具测量管道焊缝的尺寸,包括焊缝高度、焊缝宽度、焊缝缩口以及焊缝内外突起程度等。
发现问题:_____________________处理措施:_____________________2.3管道材质成分检测检查人员针对管道材质进行成分分析,包括化学成分及物理性能等,以验证管道材质是否符合相关标准要求。
材质成分分析结果:_____________________3.检查结果统计根据上述检查内容,对检查结果进行统计和归纳。
共检查管道数量:_____________________合格管道数量:_____________________不合格管道数量:_____________________不合格管道处理情况:_____________________4.检查结论根据检查结果,对管道焊接工艺及质量进行评价。
结论:_____________________5.检查意见和建议根据实际检查情况,对被检查单位提出相关意见和建议,以提高管道焊接质量。
意见和建议:_____________________6.检查人员签名:_____________________7.被检查单位签名:_____________________注:本检查记录仅为参考,可以根据具体检查情况进行适当调整。
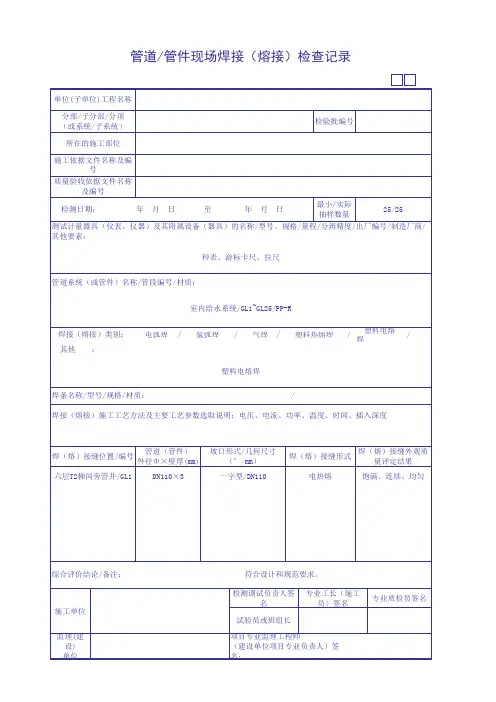
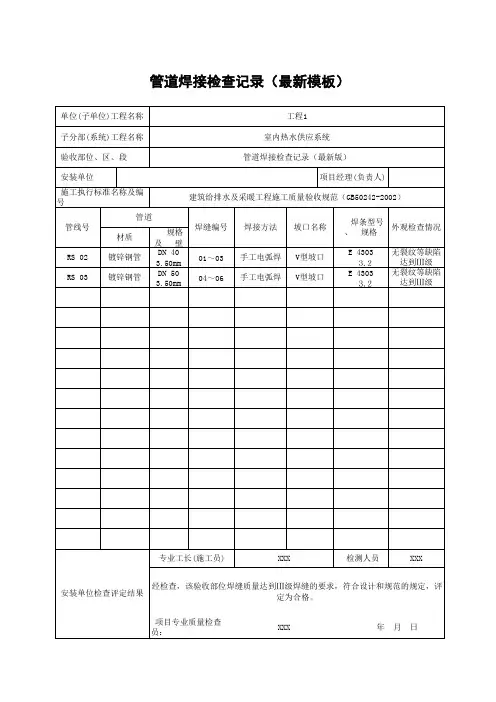
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
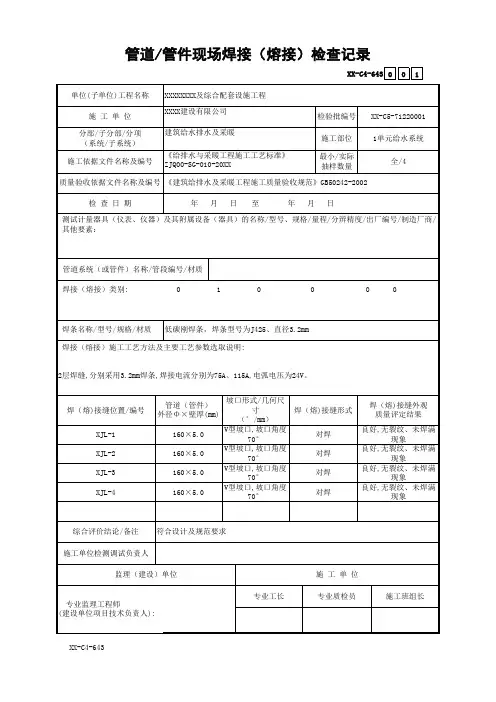
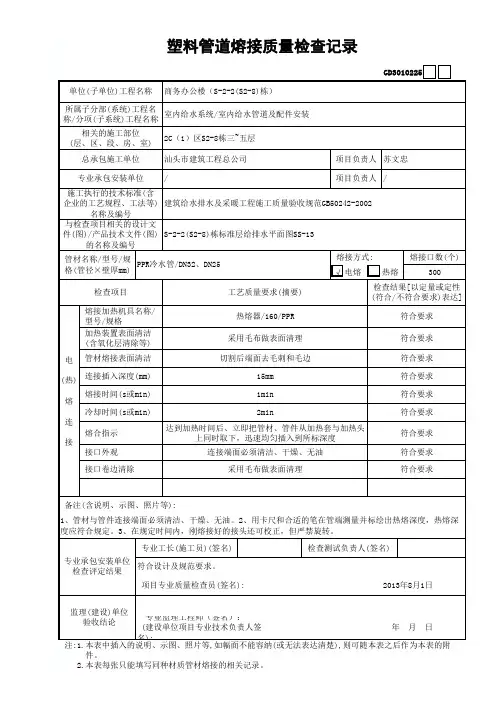
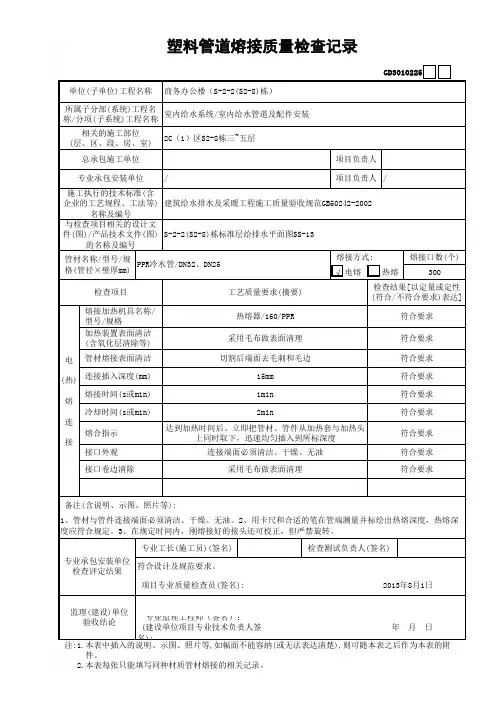
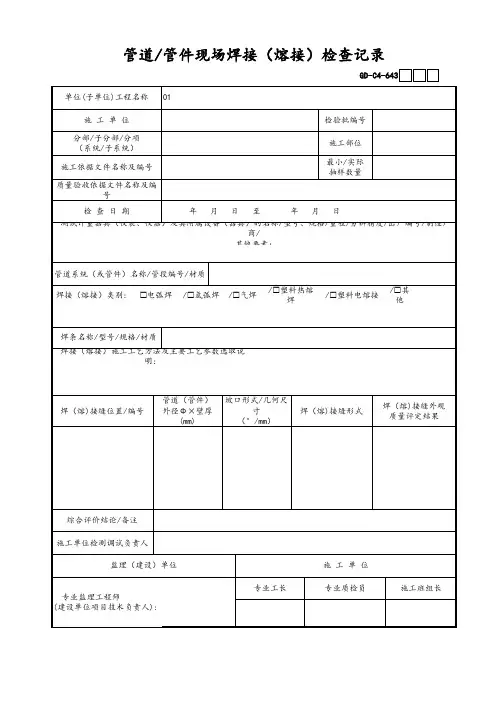
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。
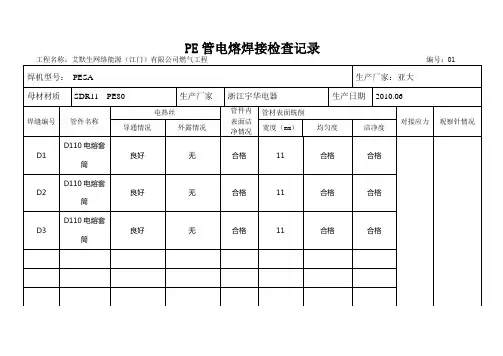
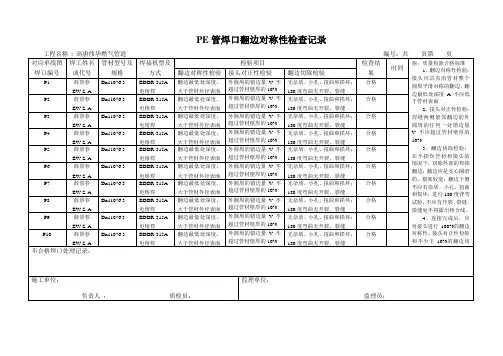
PE管焊接检查记录PE管焊接是一种常见的管道连接方式,焊接质量的好坏直接影响到管道的使用寿命和安全性。
因此,对于PE管焊接质量的检查是十分重要的。
下面是对PE管焊接进行检查的记录,主要包括焊接前准备、焊接过程的参数和焊接后的检查等方面。
焊接前准备:1.确认焊接材料的品质,包括PE管和焊接材料的质量证明文件、外观品质和规格尺寸等。
2.检查焊接设备,包括焊接机、加热板和辅助工具等,确保设备完好并且符合使用规范。
3.清理焊接接头两侧的PE管,确保无油污、灰尘和异物等杂质,保证焊接接触面干净。
焊接过程的参数:1.确定焊接机的加热温度和焊接时间,根据PE管的规格和厚度确定合适的参数。
2.控制焊接机的加热板温度,一般在210-230摄氏度之间。
3.确保焊接接头和焊接机加热板的接触良好,保证接触面均匀、无空隙。
焊接过程的操作:1.将PE管两端与加热板接触,保持一定的接触时间,以确保PE管受热均匀。
2.确认加热时间到达设定值后,迅速将PE管从加热板上取下,并迅速将两端接触。
3.用力夹紧PE管两端,确保焊接接触面达到紧密连接。
焊接后的检查:1.检查焊接接头的外观,确保焊缝平整、无气泡、无裂纹和异物等。
2.检查焊缝的宽度和凸度,确保符合技术要求。
3.进行焊接接头的拉伸试验,根据焊接材料的规定,确定焊接强度是否满足要求。
4.对焊接接头进行密封试验,不漏水即为合格。
本次PE管焊接检查结果为:1.焊接材料的质量证明文件齐全,外观和规格尺寸符合要求。
2.焊接设备完好,焊接机的加热板温度和焊接时间设置合理。
3.PE管接头两侧经过清洁处理,无杂质。
4.焊接接头外观整齐,无明显的缺陷。
5.焊缝宽度和凸度符合要求。
6.焊接接头拉伸试验和密封试验结果均合格。
综上所述,本次PE管焊接检查结果良好,焊接质量符合要求。
为确保管道的使用寿命和安全性,我们将继续加强对焊接质量的监督和管理,并及时对问题进行处理和改进,以确保管道系统的正常运行。
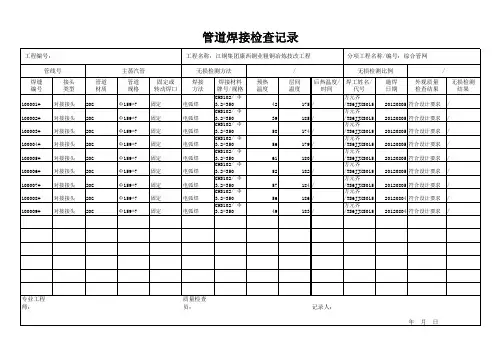
管道管件现场焊接熔接检查记录1. 前言本文档记录了在管道管件现场焊接熔接过程中的检查记录和结果。
本文档的撰写旨在为后续的管道管件使用和维护提供有效的参考。
2. 检查记录2.1 检查对象本次检查对象为焊接熔接过程中涉及的所有管道管件。
2.2 检查依据本次检查依据为相关标准和规范,包括但不限于《焊接管道技术规范》、《钢制焊接管道施工及验收规范》等。
2.3 检查方法本次检查采用现场观察和检查相结合的方法,对焊接熔接的各个环节进行检查。
2.4 检查内容本次检查的内容主要包括以下几个方面:2.4.1 材料检查在焊接熔接过程中,首先要对材料进行检查。
主要包括以下几个方面:•检查钢管和钢板的材质、规格等是否符合要求;•检查钢管和钢板的表面质量是否符合要求;•检查钢管和钢板的尺寸是否符合要求;•检查各类材料的标识、合格证等是否齐备。
2.4.2 连接件检查在焊接熔接过程中,连接件的质量也非常重要。
主要包括以下几个方面:•检查连接件的类型、规格等是否符合要求;•检查连接件的加工质量是否合格;•检查连接件的铺热等参数是否符合要求;•检查连接件的钝化、除锈等处理是否完善。
2.4.3 焊接检查焊接是整个熔接过程中最重要的一环,焊接的质量直接影响最终产品的质量。
主要包括以下几个方面:•检查焊缝的几何形状是否符合要求;•检查焊缝的质量是否符合要求,如焊缝的无裂纹、气孔、夹渣等;•检查焊接工艺是否符合要求;•检查焊接操作人员的合格证等文件是否齐备。
2.4.4 热处理检查在焊接完成后,还需要进行热处理。
主要包括以下几个方面:•检查热处理工艺参数是否正确;•检查热处理过程中温度控制是否合理;•检查热处理后焊接件的硬度是否符合要求。
2.5 检查结果通过本次检查,所有检查项均符合要求,没有发现任何质量问题。
所有焊接熔接过程均按照相关标准和规范进行,所有关键参数均符合要求。
3. 结语本次检查记录了在管道管件现场焊接熔接过程中的检查记录和结果。