光伏产业中硅材料的多线切割技术研究
- 格式:doc
- 大小:26.00 KB
- 文档页数:3

光伏硅片金刚石线多线切割机切割参数优化研究的开题报告一、选题背景光伏硅片作为光伏发电的重要材料,随着光伏行业的发展,其生产和加工技术也得到了快速的发展和提升。
硅片的切割是光伏硅片生产中的重要工艺环节,切割品质和效率的提高直接影响到产品的成本和质量。
金刚石线切割机是目前光伏硅片切割的主要工具,其切割速度快、切割成本低、切割精度高、切割裂纹少等优点,使其成为了光伏行业中不可替代的重要设备。
然而,由于切割参数的优化程度不同,同一批硅片在不同切割条件下可能会出现大小不一、表面粗糙、裂纹加重等缺陷,影响了硅片的加工效率和产品质量。
因此,本文拟通过对金刚石线切割机切割参数进行优化研究,在提高切割效率、降低切割成本和减少硅片表面缺陷的同时,提高硅片的质量和产量,推动光伏行业的发展。
二、研究目的和意义本文旨在通过对光伏硅片金刚石线多线切割机切割参数的优化研究,探索提高硅片切割质量和效率的方式,具体包括以下方面:(1)对金刚石线切割机进行必要的改造,提高其工作效率和稳定性;(2)通过对切割机的切割参数进行研究和优化,实现硅片的高效、高质量切割;(3)研究切割参数对硅片表面缺陷、硅片厚度、硅片损耗等影响,建立优化模型,实现最佳切割参数选择。
通过对金刚石线切割机切割参数的优化研究,可以提高硅片的加工效率和产品质量,降低成本,提高产量,具有重要的实际意义和应用前景。
三、研究内容和方法1. 研究内容(1)对金刚石线切割机进行必要的改造,提高其工作效率和稳定性。
(2)考虑到硅片尺寸的不同,分别选取合适的硅片进行实验。
(3)通过实验研究不同切割参数下硅片切割质量、切割成本和切割效率的变化规律。
(4)通过图像处理技术和表面缺陷分析技术,对硅片表面缺陷、硅片厚度和损耗率等指标进行评价和分析。
(5)建立切割参数优化模型,确定最佳切割参数方案。
2. 研究方法(1)根据现有硅片切割生产工艺,改进金刚石线切割机的结构和控制系统,提高硅片的加工效率和产品质量。
科技成果——太阳能硅片电磨削多线切割技术及装备技术开发单位南京航空航天大学技术简介太阳能硅片多线切割机是一种大型、复杂、精密的核心光伏制造装备,长期依赖进口。
目前,国外已能采用多线切割的方法生产出面积较大而又较薄的硅片(300mm×300mm),但由于仍属于非刚性切割,在切割过程中切割线必然产生变形从而不断产生瞬间的冲击作用,要使目前的大尺寸硅片厚度和切割损耗进一步降低,实现低成本高效切割,技术难度相当大。
因此针对现阶段国内外晶硅太阳能电池的制造技术瓶颈,寻求解决降低成本和提高光电转换效率的有效方法和途径,2009年,技术开发单位基于硅片磨削/电解多线切割原理,发明一种低宏观切削力、少机械损伤的太阳能硅片电磨削多线切割新方法。
从太阳能级晶硅表面能带结构、载流子扩散方式及磨料滚动切割特性入手,掌握了硅片的机械磨削复合微区电化学钝化(或腐蚀)材料去除和绒面形成机制,建立了全新的太阳能硅片高效低成本加工体系。
采用较低电导率的水性切削液,外加低压连续(或脉冲)直流电源,基于机械磨削和电解复合加工原理,降低宏观切削力,实现大尺寸超薄硅片的磨削/电解复合多线切割,从而满足光伏产业的生产工艺需求。
目前采用该技术较传统游离磨料多线切割效率提高一倍以上,与固结磨料多线切割效率相当,且表面完整性优于单独采用游离(或固结)磨料的传统多线切割方法;采用常规制作工艺,研制成功的太阳能多晶硅电池片平均光电转换效率达到17.5%。
为应用与推广上述技术,已在现有主流游离磨料多线切割设备上进行工艺验证和参数优化,并与国内外耗材厂家合作,开展相关的耗材如切割线、磨料使用等关键工艺技术的研发,为高效低成本太阳能硅片的规模化生产奠定坚实的基础。
该项目实施后,与现有多线切割技术相比,切割线、磨料及切削液等耗材成本将降低20%以上;此外,将为国产新型多线切割设备的研制及国内现有近8000台进口多线切割设备的升级换代提供借鉴经验。
硅片是半导体和光伏领域的主要生产材料。
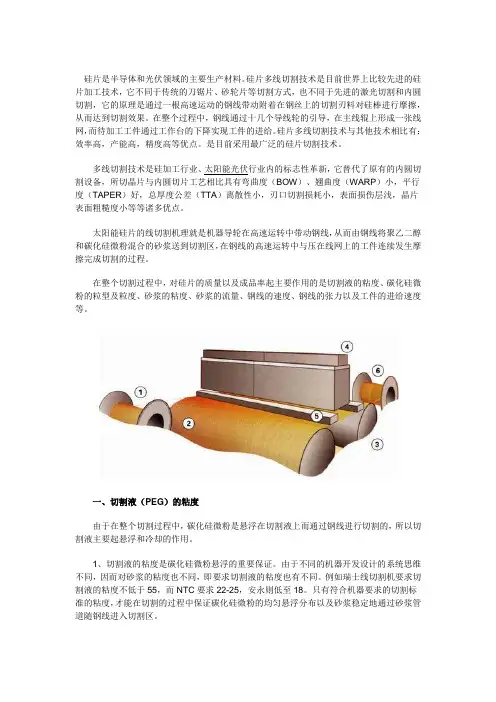
硅片多线切割技术是目前世界上比较先进的硅片加工技术,它不同于传统的刀锯片、砂轮片等切割方式,也不同于先进的激光切割和内圆切割,它的原理是通过一根高速运动的钢线带动附着在钢丝上的切割刃料对硅棒进行摩擦,从而达到切割效果。
在整个过程中,钢线通过十几个导线轮的引导,在主线辊上形成一张线网,而待加工工件通过工作台的下降实现工件的进给。
硅片多线切割技术与其他技术相比有:效率高,产能高,精度高等优点。
是目前采用最广泛的硅片切割技术。
多线切割技术是硅加工行业、太阳能光伏行业内的标志性革新,它替代了原有的内圆切割设备,所切晶片与内圆切片工艺相比具有弯曲度(BOW)、翘曲度(WARP)小,平行度(TAPER)好,总厚度公差(TTA)离散性小,刃口切割损耗小,表面损伤层浅,晶片表面粗糙度小等等诸多优点。
太阳能硅片的线切割机理就是机器导轮在高速运转中带动钢线,从而由钢线将聚乙二醇和碳化硅微粉混合的砂浆送到切割区,在钢线的高速运转中与压在线网上的工件连续发生摩擦完成切割的过程。
在整个切割过程中,对硅片的质量以及成品率起主要作用的是切割液的粘度、碳化硅微粉的粒型及粒度、砂浆的粘度、砂浆的流量、钢线的速度、钢线的张力以及工件的进给速度等。
一、切割液(PEG)的粘度由于在整个切割过程中,碳化硅微粉是悬浮在切割液上而通过钢线进行切割的,所以切割液主要起悬浮和冷却的作用。
1、切割液的粘度是碳化硅微粉悬浮的重要保证。
由于不同的机器开发设计的系统思维不同,因而对砂浆的粘度也不同,即要求切割液的粘度也有不同。
例如瑞士线切割机要求切割液的粘度不低于55,而NTC要求22-25,安永则低至18。
只有符合机器要求的切割标准的粘度,才能在切割的过程中保证碳化硅微粉的均匀悬浮分布以及砂浆稳定地通过砂浆管道随钢线进入切割区。
2、由于带着砂浆的钢线在切割硅料的过程中,会因为摩擦发生高温,所以切割液的粘度又对冷却起着重要作用。
硅材料产业链调研报告一、产业链概述硅材料是一种非金属材料,主要由硅元素构成,具有优异的导热、绝缘和耐高温性能。
由于其广泛应用于电子、光电、建筑、化工等领域,硅材料产业链成为一个重要的产业链。
硅材料产业链主要包括硅矿石采购、冶炼加工、硅料生产、硅片制造、光伏组件制造等环节。
硅矿石采购是硅材料产业链的起点,硅矿石经过冶炼加工后,可生产出硅料。
硅料经过纯化处理后,可以制成高纯硅、多晶硅等硅片材料。
硅片材料在光伏组件制造环节,经过切割、打磨、反应器件制造等工序,最终形成光伏组件。
二、硅材料产业链调研1.硅矿石采购环节硅矿石是硅材料产业链的原材料,一般通过矿山开采获得。
硅矿石的质量、纯度对硅材料产品的质量有重要影响。
硅矿石采购主要受到市场供需、价格波动的影响。
近年来,由于市场需求增加,硅矿石价格逐渐上涨,给硅材料产业链带来了一定的压力。
2.硅料生产环节硅料是硅材料的基础材料,广泛应用于电子、建筑等领域。
硅料的制造一般采用煅烧法或冶炼法。
煅烧法主要将硅矿石通过高温氧化反应,使硅矿石中的杂质氧化分解,从而制得气体的二氧化硅。
冶炼法主要是将硅矿石与石油焦等还原剂在高温下进行反应,生成冶金级硅。
硅料生产一般需要较大规模的生产设备和环保技术措施。
3.硅片制造环节硅片是硅材料产业链的核心环节,也是制造光伏组件的重要材料。
硅片制造包括切割、打磨和反应器件制造等工序。
切割过程一般采用线切割等技术,保证硅片的精度和质量。
打磨过程主要是使用砂轮等工具进行表面磨光。
反应器件制造过程包括将硅片进行器件结构设计、化学反应等步骤,制造光伏组件所需的太阳能电池片。
4.光伏组件制造环节光伏组件制造是硅材料产业链的最后一个环节,也是光伏产业链的关键环节。
光伏组件制造过程包括太阳能电池片的串联组装、玻璃封装、铝框搭建等步骤。
光伏组件在制造过程中需要考虑光电转换效率、防水性能、耐用性等因素。
三、硅材料产业链发展趋势1.技术升级随着科技的进步,硅材料产业链各环节的技术也在不断升级。
硅片多线切割机罗拉槽计算硅片切割技术在光伏电池材料中具有重要的意义,切割技术长期成为光伏行业研究的热点。
硅片切割技术主要分为内圆切割和多线切割技术。
目前硅片切割技术多采用多线切割技术,相比以前的内圆切割,有切割效率高,成本低,材料损耗少的优点。
因此多线钢线硅片切割技术是未来切割技术的主流,目前硅片能够切出的最薄度在200um左右。
实际太阳能电池的最佳性能厚度是在60-100um.,之所以维持在200um左右是从太阳能电池的机械性考虑,硅片厚度减少不能适应一些电池工艺,如腐蚀,丝网印刷等,硅片厚度的减少带来了很大的电池制备技术难点。
硅片多线切割机罗拉槽计算方法分析:
公式:D=T+F+dw+DS
槽距=硅片厚度+游移量+钢线直径+金刚砂直径
理论切片数量=单晶有效长度/槽距。
硅片切割技术的现状和发展趋势作者:李苏杰陈钊来源:《中国科技纵横》2012年第23期摘要:随着半导体行业的发展,硅片的切割成为半导体应用时的一个必要环节,本文简介多线硅片切割和太阳能级硅片切割的机理以及特点,介绍国内外硅片切割技术的研究现状,同时对这一领域的发展趋势作出展望。
关键词:半导体硅片切割太阳能级1、引言随着半导体技术的飞速发展,工业上或是实验室制造的半导体硅片不仅直径不断增大,而且对厚度有着越来越严格的要求。
制造直径大而且超级薄的硅片是工业生产上和实验室研究中追求的目标。
因此对于硅片的切割技术有着越来越严格的要求。
切片是硅片的制备过程中一道至关重要的程序,切割的好坏直接会影响到硅片的表面晶向以及粗糙程度等,而且对于前文以及的硅片的厚度有着至关重要的影响。
因而最终影响到硅片的品质以及成品率。
在这种对于硅片切割的高要求的驱动下,现今切割技术正在不断改进,很多新型的硅片切割技术陆续被提出并得到广泛应用,后文将提及的太阳能级硅片切割技术以及硅片多线切割技术就是应用很广的两种硅片切割重要手段。
2、硅片多线切割技术简介2.1 宏观机理从硅片多线切割设备的宏观机理简图看待切割的晶棒由玻璃板固定于不锈钢的工件上,然后放在切割机的相应部位上,导轮经过开槽工艺来对对精密线槽进行处理,钢线有序的缠绕在四个导轮上形成了上下两个互相平行的线网。
当发动机带动导轮开始旋转时,导轮也带动线网移动,线速一般可达15m/s左右。
当将砂浆均匀喷洒在线网上时,砂浆将随着切割线进入单晶棒,从而进行切割作业。
切割晶棒的最大直径将会受到导轴之间的空间大小的限制,一般的这种切割装置的适用于切割7英寸左右的晶棒。
2.2 微观机理硅片多线切割的微观机理看出碳化硅和砂浆的悬浮液填充于切割线和单晶表面,使得单晶棒向着切割线的方向移动,同时切割线也发生了弯曲,弯曲角度一般在5度以内。
在接触的不同区域,由钢线造成的压力是不相同的,在其正下方可以达到最大值。

d wDE T硅单晶棒主轴旋转刀刃径向进给1概述随着全球经济的发展,世界各国都倡导节能环保、在此大环境下,近些年半导体产业飞速发展,从而对硅材料的需求量大幅增长,硅片市场在供需两端逐渐呈现出不平衡的态势。
硅片的切割加工效率、表面切割质量和切割最大尺寸以及后续加工等因素对硅片的加工生产起着制约作用,而我国急需突破这一制约。
硅片切割的主要方法是外圆切割、内圆切割和线切割和电火花切割切割等。
外圆切割和内圆切割发展较早,在瑞士、德国、日本、美国等发达国家已生产出先进的加工设备应用于生产加工中,与此同时,电火花近年的发展也相当不错,已达到很高的工艺水平,根据其加工特点应该能加工出更薄的硅片。
从近几十年发展的多线切割也逐步显示其优越的加工优势,能切割大直径硅片、提高切片生产效率、适用于大批量的硅片切割,本文将对这四种切割方式和加工工艺进行论述。
2外圆切割外圆切割是早期最常见的切割方式。
因为硅单晶与金刚石晶格相似,晶体不仅脆而且硬,普通的加工工具根本无法完成,于是便采用了金刚石磨粒来完成切割加工。
因为金刚石在各方面的因素比较合适,比如硬度、耐磨性、抗压强度、热导率、摩擦系数等方面,并且夹具比较容易生产,切割速度快,所以早期应用较广。
此工艺与砂轮外圆磨削类似,把薄的金刚石锯片夹持在主轴上,经主轴高速旋转利用外径上的金刚石磨粒来完成加工。
如图1所示。
外圆切割工作原理是通过主轴的高速旋转带动锯片从而切割,虽然不仅可以单刀而且采用多刀来提高效率,但其切割质量不高。
所以,就目前而言,在硅片切割中,外圆切割方法采用较少,其主要的适用于定向切割晶向偏转大的长晶体及整形切割大尺寸材料[1]。
3内圆切割内圆切割与外圆切割原理相似,其区别在于锯片的固定位置不同,内圆切割机是将内圆锯片的外缘部分固定在鼓型旋转体上,如图2,图3所示,然后用机械张紧力来张紧外圆,给内圆均匀的张紧力来维持内圆圆度。
切割时,刀片在主轴的带动下高速旋转,同时沿工件直径方向进给来完成切割。
Xinyu College毕业设计(论文)( 2010 届)题目硅片(多晶硅)切割工艺及流程学号**********姓名肖吉荣所属系太阳能科学与工程系专业光伏材料加工与应用技术班级08光伏(8)班指导教师陈勇新余高等专科学校教务处制硅片(多晶硅)切割工艺及流程摘要随着能源短缺和环境污染等问题的日益加剧,利用可再生、无污染的能源已成为现代社会的一个趋势,太阳能的开发与利用越来越被人们所重视。
未来太阳的大规模应用主要是用来发电,目前实用太阳能发电方式主要为“光—电转换”。
其基本原理是利用光生伏打效应将太阳辐射能直接转换为电能,它的基本装置是太阳能电池。
太阳能电池是由太阳能电池硅片组件组成的一个系统。
硅片的质量直接影响了太阳电池的光电转换效率。
本文介绍了光伏产业的发展现状及趋势,对多线切割、硅片切割机的工作原理及结构进行了大概的介绍,详细阐述了硅片切割工艺及流程,并对切片切割操作中遇到的问题及解决方案作了详尽的论述。
关键词:多线切割;wafer(polycrystalline) cutting technology andflowAbstract•As the shortage of energy and the pollution of environment, it is a trend use renewable and non-pollution energy nowadays, thedevelopment and use of solar energy is becoming more valued by people .A scale use of the sunshine is main use to generate electricity。
Nowadays the main way to use solar to generate electricity is translate light to electricity . Its basic principle is use photovoltaic effect to solar radiation energy to electric immediate. Its foundation appliance is solar cell. Solar cell is a system make of silicon wafers. The quality of silicon wafer influences the photoelectric conversion efficiency of solar immediate.This passage introduced the current situation and trend ofPhotovoltaic Industry. We have a general introduce of multiwire cutting , the operating principle and the structure of silicon wafer slitter. Also it included the expound silicon wafer cutting and technological process in detail. At last, we have a detail expound of the problems and solve project while cutting silicon wafers and solve project..Keywords: multiwire cutting;目录摘要 (I)ABSTRACT (II)第1章光伏产业的发展现状及趋势 (2)1.1国际光伏产业的现状 (1)1.2国内光伏产业的现状 ..................................................... 错误!未定义书签。
光伏硅片多线切割机技术要求
以下是 8 条关于光伏硅片多线切割机技术要求:
1. 这机器的切割精度得超高才行啊!就好比射箭要射中靶心一样,不能有丝毫偏差。
你想啊,如果精度不够,那切出来的硅片不就不达标了吗?咱可不能要这样的!
2. 它的稳定性那必须杠杠的呀!就像一个可靠的老伙计,不能关键时刻掉链子。
要是机器不稳定,一会儿好一会儿坏,这不是让人抓狂嘛!
3. 切割速度可不能慢呀!就如同跑步比赛,谁不想快点到终点呢。
速度太慢,那得浪费多少时间和成本啊,这可不行!
4. 这机器的兼容性也得强吧!就像一个全能选手,啥样的材料都能应对。
要是兼容性不好,那好多工作都没法开展,多闹心!
5. 维护是不是得方便简单呀!不能像个娇贵的公主,动不动就出问题还难伺候。
好维护的机器才能让我们用得省心省力呀!
6. 噪音可别太大了呀!不然吵得人脑袋疼。
想想看,要是跟在工地上似的,谁受得了呀!咱得要个安静干活的环境。
7. 能耗要低低低呀!这可关乎着成本呢。
总不能像个电老虎似的,拼命耗电吧。
那我们的钱包可受不了啊!
8. 操作得简单易懂呀!不能搞得跟个复杂的谜题似的。
要是操作太复杂,谁有那么多精力去研究呀。
我觉得光伏硅片多线切割机就得满足这些技术要求,不然真的没法好好干活呀!。
单晶硅、多晶硅、线切割工艺、激光切割工艺与方法。
单晶硅和多晶硅是太阳能电池的主要材料,它们具有不同的晶体结构和制备工艺。
- 单晶硅:单晶硅是由纯度极高的硅材料制备的,晶体结构完整,无晶界和杂质,因此具有较高的电导率和太阳能转换效率。
制备单晶硅的方法主要是Czochralski法,即将硅原料熔化后
通过单晶硅种子慢慢拉出单晶硅棒,然后将棒状单晶硅切割成薄片。
- 多晶硅:多晶硅是由高纯度的硅材料通过熔融法制备的,晶
体结构不完整,有晶界和杂质存在,因此电导率和太阳能转换效率较单晶硅低。
多晶硅制备的方法主要是摩擦致密化法或区熔法,即将硅材料熔化后快速冷却形成多晶硅块,然后切割成薄片。
线切割工艺是一种常用于硅片切割的方法。
该方法通过金刚线在硅片表面划割,然后通过机械力或其他手段断开硅片,实现切割目的。
线切割工艺简单易行,但切割速度较慢,有些硅片容易产生裂纹。
激光切割工艺是一种利用激光束对硅片进行切割的方法。
激光切割工艺具有高精度、高效率的特点,适用于各种材料的切割。
激光切割工艺可以通过调节激光功率、频率和扫描速度等参数,控制切割过程中的熔化和蒸发,避免材料过热和产生裂纹。
光伏产业中硅材料的多线切割技术研究
摘要由于国内多线切割机床处于发展阶段,所以大部分光伏行业的生产厂家使用的是国外引进的多线切割机床。
本文就多线加工硅片优点、工艺与多线切割机工作原理,对影响因素与切割技术进行了简单的分析。
关键词光伏产业;硅材料;多线切割
1 多线加工硅片的工艺及优点
电子产品与光伏产品中的硅片需要很多工艺一起完成,制造硅锭时有所差异。
其中,多晶硅锭属于方形体,硅锭属于圆柱体,单晶硅则由单晶炉制成[1]。
在一方一圆的条件下,最终得到薄片,使用多线切割技术进行加工有很大差异。
单晶硅是先切去头部与尾部,再切方,最后切片;多晶硅则是首先切方,让方形硅锭成为几十个小方,然后切去底部与颈部,最后再切成片。
使用多线切割硅片和传统锯切不同的是:拥有较好的平行度,弯度更小,表层粗糙度偏低,切割损耗较小,厚度公差不大,加工后的切片出片率较大,生产效率与投资回报度较高。
所以将多线切割机应用到生产,是高效生产、规模生产的趋势,尤其适合太阳能光伏电池中的批量生产[2]。
2 多线切割机的加工原理
借助钢丝线促进砂浆碳化硅微粉,不仅是切断硅的有效方式,同时也是多线切割的工作原理。
加工期间,高速旋转导线利用压力对硅体进行加工,并且将砂浆喷洒在切割区域,让碳化硅微粉漂浮在钢线之上。
钢线高速运作时,利用碳化硅磨削颗粒,从而切开硅体,以达成切片、切方、切断等工艺要求。
从多线切割机加工硅片的工作原理示意图可以看出:放线轮、收线轮、导线轮以及排线轮都是由伺服电动机带动,而张力轮则由气缸、力矩电动机与压力传感器带动工作。
3 影响硅片加工的重要因素
3.1 导线轮的影响
在切割钢线导线轮时,对导线轮旋转有很高的要求,不可以有振动发生。
导线轮中的钢线槽以及尺寸必须保持一致,同时将跳动控制在0.02mm内,另外,必须将控制温度的装置安装在支撑轴承上,所以导线轮属于高速转动。
一旦运动精度与过程发生失衡,很可能让正在加工的硅片发生缺陷而报废。
所以机床的工作性能,很大部分由导线轮运动精度决定,它也是判别机床质量的核心指标[3]。
3.2 钢线速度的影响
加工期间,钢线速度体现了加工效率与相关指标。
确保持续钢线的背景下,应尽量提高钢线速度,但是必须和砂浆供给情况持恒,过大的砂浆供给,很可能
让钢线发生中断或者线痕;过小的砂浆供给,很可能发生线痕片与厚薄片[4]。
所以,提高钢线速度,应尽量做到和配套功能相符,反之,单纯提高钢线速度将没有任何意义。
3.3 砂浆的影响
不管是切片、切方,还是切断,切割钢线时都会有砂浆参与。
其中,砂浆是碳化硅微粉和聚乙二醇按照一定比例进行配置,由于切割时,砂浆通常悬浮于钢线,不仅有切割能力,还有冷却功能,所以砂浆黏度与浓度对工作性能有很大影响。
切割时,碳化硅粉、钢线和硅体高速摩擦之后会产生很大的热量,一旦砂浆流动性不够、黏度较大,势必会影响加工散热能力,硅片加工中出现表面烧伤,最终沦落成次品,或者钢线因为太热发生折断。
如果砂浆太稀,黏度很小,会影响钢线中的碳化硅粉悬浮力,从而影响工作效率。
为了让砂浆拥有更好的工作效率,碳化硅粉会占据一定的空间,然后再进入加工范畴。
反之,碳化硅粉数量不够,再大的砂浆黏度,加工效果都不会理想。
3.4 钢线张力的影响
之所以多线切割机能够实施,和钢线张力有着很大的关系。
如果缺乏张力,切割将难以进行,张力过大时,钢线很可能被中断,所以在切割期间,必须实时掌握钢线变化与张力,并且采用有效措施进行控制[5]。
在硅片多线切割时,导线轮有多条钢线缠绕,加工期间,张力会随之发生变化,如果一股线发生断线,那么整个加工就将陷入失败的境地。
因此,断线就成了评价机床工作性能的指标之一。
加工时,不同的钢线张力,都会对崩边、片痕构成很大影响。
如果钢线张力较大,那么悬浮在钢线中的碳化硅粉将很难进入切割区域。
因为张力较大,所以钢线很容易发生断线的情况。
切割硅片钢线的直径通常在0.1-0.18mm间,这样细的钢线,一旦张力控制不好,势必会出现断线的问题。
通常,将张力控制在±1N内。
钢线张力太小,弯曲度就会增加,带砂能力下降,产生跳线,甚至出现线痕等各种残次品。
因此,控制与反馈张力变化,一直是多线切割的关键步骤。
3.5 进给速度的影响
被加工物品切入钢线的速度,即:多线切割机进给,进给速度直接影响着机床加工与运作,所以进给速度成为机床用户与制造商非常注重的指标。
一般情况下,切片机进给在0.2~0.4mm/min内,切方机与切断在1mm/min内。
如果进给速度较大,工件与钢线压力也会随之增加,线弓增加,此时钢线很容易发生断线的问题,具体加工切片如图二所示。
4 小结
对硅片加工构成影响的因素不是单方面的,一台工作性能较好的多线切割机除了要拥有上述工作性能,还应该拥有良好的可靠性、简易性、先进性与科学性。
将多线切割机应用到生产中,对国内太阳能光伏与电子行业建设与发展都发挥了重大价值,拥有很好的应用空间。
参考文献
[1]姚春燕,唐晨,裘腾威,等.线锯切割中锯丝的高梯度磁场数值和理论分析[J].现代制造工程,2016,(02):16-21.
[2]朱广.超声波振动辅助多线锯加工设备开发及实验研究[D].杭州:浙江工业大学,2015:37-37.
[3]陶大庆.光伏多晶硅片多线切割机理与工艺的研究[D].镇江:江苏科技大学,2013:11-13.
[4]贺欢欢.硅片线锯废砂浆中硅与碳化硅分离技术研究[D].南昌:南昌大学,2012:55-59.
[5]林峰,汪建平,傅建中.太阳能硅片精密切割技术及其特性研究[J].航空精密制造技术,2010,46(01):12-15.
王永青,1986.08.09,男,汉,内蒙古,副总经理,助理工程师,大专(本科在读),单位:内蒙古中环光伏材料有限公司。