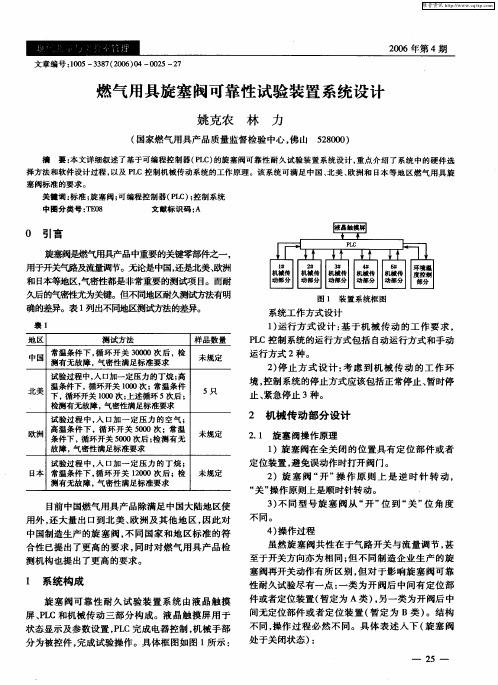
燃气旋塞阀自动组装及检测系统研发
- 格式:pdf
- 大小:1.82 MB
- 文档页数:3

摘要当今世界是信息自动化的世界,人们对计算机的依赖性越来越高,计算机已经被公认为是一种解决问题的工具。
随着计算机技术和自动化技术的迅猛发展,监控组态软件以为具有实时控制、联网通讯、数据记录、人机对话等各项功能,被广泛的运用于PLC、DCS及FCS等系统中,在工业自动化领域扮演着越来越重要的角色。
本论文以美国Rockwell Automation公司的RSView32软件和Rslogix500软件为基础,设计出了天然气管道阀门的自动控制系统。
通过下位机梯形图程序,和上位机监控组态软件投入运行后,操作员可以在它的支持下查看生产现场的实时数据及流程画面。
重点介绍罗克韦尔组态软件RSView32和梯形图软件Rslogix500在天然气管道阀门控制系统上的应用。
接着介绍使用RSView32怎样制作人机界面,Rslogix500怎样编写调试梯形图程序,以及Rslogix500和RSView32的各项功能在天然气管道阀门控制系统中应用。
在整个设计过程中,重要的部分是使用RSView32制作人机界面和Rslogix500编写调试梯形图程序,但是在之前,还必须花大量的时间熟悉RSView32的各项功能和Rslogix500的编程,这是我们做这个项目的基础。
关键词:RSView32;组态;控制;Rslogix500;编程Today‟s world has entered the era of information and automation. People become more and more dependent on the computer, which has been known as a tool to solve problems. With the computer technology and automation technologies and development by leaps and bounds, Monitor configuration software that has real-time control, network communications, data recording, various functions such as human-computer dialogue are widely used in the PLC, DCS and FCS systems,In the field of industrial automation plays an increasingly important role.In this paper, the United States, Rockwell Automation's RSView32 software and Rslogix software-based, The design of the gas pipeline valve controlling system can be made; Configuration software to monitor post-operation.Program software Rslogix500 to work.Operators can support in its production site to view real-time data and process images, Focuses on the configuration software Rockwell RSView32 and the program software Rslogix500 in gas pipeline valve controlling system. Then introduced the use of how the production of RSView32 human-machine interface and how the writing of Rslogix500 program, and RSView32 in gas pipeline valve controlling system and introduce the function.Throughout the design process, Important part of the production is to use RSView32 human-machine interface and Rslogix 500 programming. However, before this, we have to spend a lot of time to know the RSView system and Rslogix500 programming, which are the basis for us to do this project.Keywords: RSview32; Configuration ; Control; Rslogix500; Programming1 绪论 (1)1.1 课题研究的背景及意义 (1)1.1.1 背景介绍 (1)1.1.2 简单理论介绍 (1)1.2 课题的意义 (2)2 燃气站阀门控制系统介绍 (4)2.1 燃气站阀门控制系统总体要求 (4)2.2 控制系统技术规格及要求 (4)2.2.1 功能要求 (4)2.2.2 系统可靠性 (5)2.2.3 硬件环境 (5)2.3 SLC500控制系统的特点 (6)2.3.1 SLC500可编程控制器 (6)2.3.2 SLC500系统组成 (6)2.4 软件环境 (8)2.4.1 系统组成 (8)2.4.2 操作系统 (9)2.4.3 组态软件RSView32(人机接口) (9)2.4.4 组态通信软件RSLinx (11)2.4.5 编程软件RSLogix500 (12)3 系统实现 (14)3.1 用Rslogix软件编程 (14)3.2 新建项目 (16)3.3 RSlinx驱动 (17)3.4 设置通道 (17)3.5 设置节点 (18)3.6 标记数据库建立标签 (21)3.7 建立画面 (21)3.8 按钮设置 (22)3.9 项目启动设置 (22)3.10 显示设置 (27)3.11 设置数据趋势图 (31)3.12 数据记录 (33)4 运行调试 (35)4.1 运行 (35)4.2 调试 (41)5 结论 (42)参考文献 (43)致谢 (44)附录A 英文原文 (45)附录B 汉语翻译 (51)1绪论绪论主要讲的是本课题提出的背景及其意义,还简单介绍了燃气站调节阀门控制的理论。
![一种燃气用具旋塞阀的可靠性试验测试系统[实用新型专利]](https://img.taocdn.com/s1/m/0b52caeb844769eae109ed6c.png)
专利名称:一种燃气用具旋塞阀的可靠性试验测试系统专利类型:实用新型专利
发明人:姚克农,林力,张明伟
申请号:CN200720054052.2
申请日:20070713
公开号:CN201053927Y
公开日:
20080430
专利内容由知识产权出版社提供
摘要:一种燃气用具旋塞阀的可靠性试验测试系统。
本实用新型的特点在于由对旋塞阀进行反复打开和关闭测试的开关动作装置、与开关动作装置相电连接一起的操控终端,能够模拟旋塞阀的实际使用中的温度环境的内置有电加热/制冷机组的环境试验箱构成,在测试时,将旋塞阀置于试验箱中,通过控制终端控制开关动作装置驱动旋塞阀模拟实际使用的打火动作,实现和完成对旋塞阀的可靠、耐久性测试;并通过对试验箱注入一定量压缩气,和对试验箱进行加热或制冷,使试验箱能够模拟出旋塞阀在实际使用中的各种气候下环境温度,使被测旋塞阀能够在更接近实际使用的环境温度下完成测试;具有检测结果准确、可靠,操作简便、测试效率高、结构合理的特点。
申请人:姚克农,林力,张明伟
地址:528225 广东省佛山市南海区狮山大道国家燃气用具产品质量监督检验中心
国籍:CN
更多信息请下载全文后查看。
![一种具有凸轮限位机构的燃气旋塞阀[发明专利]](https://img.taocdn.com/s1/m/e4245ab2be23482fb5da4ce1.png)
专利名称:一种具有凸轮限位机构的燃气旋塞阀专利类型:发明专利
发明人:张伟国,梁圣佶,章永钏,梁垚垚,潘赛斌申请号:CN201510622263.0
申请日:20150925
公开号:CN105240559A
公开日:
20160113
专利内容由知识产权出版社提供
摘要:本发明公开了一种具有凸轮限位机构的燃气旋塞阀,包括具有内腔的阀体、置于内腔中的阀芯、位于内腔上部的阀盖、以及活动安装在阀盖内并用于驱动阀芯的阀杆,所述阀芯内设有开关阀;所述阀盖中活动安装有周向限位的凸轮,凸轮内壁设有支撑台阶和下压台阶;支撑台阶上活动安装有与阀杆同步转动的联动销,所述支撑台阶具有用于驱动凸轮下压的斜面;下压台阶抵压有与阀杆同步转动以带动阀芯、并与凸轮轴向同步的压板,所述压板具有作用于阀芯内开关阀的下压部。
本发明结构稳定,转动阀杆调节进气通道大小的同时,打开阀芯下部的开关阀,缩短阀杆下压行程,减小阀杆所需施加的压力。
申请人:浙江新涛电子机械股份有限公司
地址:312500 浙江省绍兴市新昌县南岩高新技术开发区新涛路68号
国籍:CN
代理机构:杭州天勤知识产权代理有限公司
代理人:胡红娟
更多信息请下载全文后查看。
![一种具有保火功能的燃气旋塞阀[实用新型专利]](https://img.taocdn.com/s1/m/65127b9b7fd5360cbb1adb9b.png)
专利名称:一种具有保火功能的燃气旋塞阀专利类型:实用新型专利
发明人:张伟国,潘赛斌,梁圣佶,梁垚垚,王振华申请号:CN201920590069.2
申请日:20190426
公开号:CN210106642U
公开日:
20200221
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种具有保火功能的燃气旋塞阀,包括阀体和阀芯,所述阀体具有装配所述阀芯的阀芯孔,所述阀体的上、下表面分别固定安装有封闭所述阀芯孔的上盖板和下盖板,所述阀体内部具有保火出气孔、外环出气孔和内环出气孔,所述保火出气孔为两段式结构,其中一段设置有调节螺钉,所述阀体与下盖板的交界处设置有连通保火出气孔和内环出气孔的第一腔体。
本实用新型阀体的下表面与下盖板密封配合,在该下表面设置凹槽加工比较方便,省去了传统结构需要在阀体上设置工艺孔,并需要将工艺孔的外侧端用钢珠封住的麻烦。
申请人:浙江新涛智控科技股份有限公司
地址:312500 浙江省绍兴市新昌县新涛路68号
国籍:CN
代理机构:杭州天勤知识产权代理有限公司
代理人:沈自军
更多信息请下载全文后查看。
专利名称:一种燃气阀门检漏系统专利类型:实用新型专利
发明人:宋著坤,李志伟,王通旭
申请号:CN201621208261.3
申请日:20161026
公开号:CN206112990U
公开日:
20170419
专利内容由知识产权出版社提供
摘要:本实用新型提供了一种燃气阀门检漏系统,包括设置在燃气管道(5)上的电动蝶阀(1)和调节阀(2),燃气管道(5)的一端与锅炉(6)的燃烧器(7)连接,调节阀(2)位于电动蝶阀(1)和锅炉(6)之间,锅炉(6)的燃烧器(7)连接有锅炉排烟道(8),该燃气阀门检漏系统还包括控制单元(10)和设置在锅炉排烟道(8)上的CO监测仪(9),电动蝶阀(1)、调节阀(2)和CO监测仪(9)均与控制单元(10)连接。
该燃气阀门检漏系统简单、实用,能够准确的检测燃气系统阀门的严密性,保障煤气发电机组的安全性。
申请人:北京京诚科林环保科技有限公司,中冶京诚工程技术有限公司
地址:100176 北京市大兴区北京经济技术开发区建安街7号402室
国籍:CN
代理机构:北京三友知识产权代理有限公司
更多信息请下载全文后查看。
燃气安全阀耐用性自动测试系统的开发李玉春;张乃方【摘要】论述燃气安全阀耐用性自动测试系统超压自动切断、欠压自动切断和超流量自动切断耐用性试验的实现方法,介绍测试系统的硬件设计和软件设计,分析了测试系统的优点.【期刊名称】《煤气与热力》【年(卷),期】2013(033)007【总页数】5页(P58-62)【关键词】燃气安全阀;耐用性试验;自动测试系统【作者】李玉春;张乃方【作者单位】深圳市燃气集团股份有限公司,广东深圳518000;中国市政工程华北设计研究总院,天津300074【正文语种】中文【中图分类】TU9961 概述随着人们对燃气安全重视程度的日益提高,燃气安全阀不断发展,燃气安全阀的功能日益增多,尤其是确保燃气安全方面的性能,如超压自动切断功能、欠压自动切断功能、超流量自动切断功能等。
为确保燃气安全阀的质量,需要在燃气安全阀产品的研发和检验阶段开展大量的相关试验。
其中耐用性试验一方面能够检验燃气安全阀性能的优劣,另一方面可以反映燃气安全阀的使用寿命,是检验燃气安全阀性能的重要试验之一。
对于燃气安全阀的耐用性试验,试验条件与普通燃气阀门的耐用性试验相比,更加繁琐和复杂,且涉及到复位要求,依靠传统的耐用试验机无法完成相关的测试;若依靠人工完成燃气安全阀的耐用性试验(相关的产品标准规定,阀门的耐用性试验次数为几千次、几万次,甚至是几十万次),则需要反复地进行试验条件的变换和手动复位,试验过程面临工作效率低下、试验条件的控制不够精确等难点。
对于要求进行几十万次耐用性试验的燃气安全阀,手动耐用性试验更是无法实现的。
为了高效率、高精度地完成燃气安全阀的耐用性试验,国家燃气用具质量监督检验中心自主研发了燃气安全阀的耐用性自动测试系统。
2 燃气安全阀的工作原理不同的燃气安全阀的功能和结构各异,其工作原理各不相同。
本文以某一型号具备超压切断功能的燃气安全阀[1]为例,简要介绍该型号燃气安全阀的工作原理,其各种状态见图1~3。
doi:10.16576/j.cnki.1007-4414.2018.04.043燃气旋塞阀自动组装及检测系统研发∗谢仲龙ꎬ周㊀谦ꎬ甘㊀林ꎬ陈嘉琪(广东省智能制造研究所广东省现代控制技术重点实验室ꎬ广东广州㊀510170)摘㊀要:工业自动化装配㊁检测技术应用到企业生产过程ꎬ可以有效的提升生产效率ꎬ避免因人为造成的产品质量不稳定ꎮ首先分析了燃气旋塞阀装配的工艺要求ꎬ针对多道装配㊁检测工序ꎬ进行了自动化线的整体设计ꎻ然后ꎬ详细介绍了装配专机的原理ꎬ阀体检测的方法及自动化检测设备的设计ꎻ最后ꎬ开发的自动化生产线生产运行结果验证了整套系统性能符合要求ꎮ关键词:燃气旋塞阀ꎻ自动化装配ꎻ检测系统中图分类号:TH134㊀㊀㊀㊀㊀㊀文献标志码:A㊀㊀㊀㊀㊀㊀文章编号:1007-4414(2018)04-0126-03AutomaticAssemblyandDetectionSystemforGasCockValveXIEZhong-longꎬZHOU㊀QianꎬGAN㊀LinꎬCHENJia-qi(GuangdongInstituteofIntelligentManufacturingꎬGuangdongKeyLaboratoryofModernControlTechnologyꎬGuangzhouGuangdong㊀510170ꎬChina)Abstract:Theapplicationofindustrialautomaticassemblyandtestingtechnologyintheenterpriseproductionprocessꎬwhichcaneffectivelyimprovetheproductionefficiencyandavoidtheinstabilityofproductqualitycausedbypeople.FirstlyꎬtheprocessrequirementsfortheassemblyofgascockvalveareanalyzedinthispaperꎬandtheoveralldesignoftheautomationlineiscarriedoutaccordingtothemultipleassemblyandtestingprocessesꎻThenꎬtheprincipleofassemblyspecialmachineꎬmethodsofthevalvebodydetectionꎬandthedesignofautomatictestingequipmentareintroducedindetailꎻFinallyꎬthewholesystemperformanceistestedthroughtheproductionandoperationresultsoftheautomatedproductionline.Keywords:gascockvalveꎻautomaticassemblyꎻdetectingsystem0㊀引㊀言自动化装配技术是取代人工技巧和判断力进行各种复杂操作的系统工程[1]ꎬ但是在现今时代ꎬ装配成为现代生产线中薄弱环节ꎬ装配占用整个产品生产时间一半左右且用工人数较多ꎬ自动化装配占比仅有10%左右[2]ꎮ近年来ꎬ随着人工雇佣成本的增高ꎬ人们对重复性劳动工作热情的下降ꎬ 用工难ꎬ招工难 问题成为我国制造业发展的绊脚石ꎬ企业对自动化装配技术的需求越来越强烈ꎮ此课题以燃气旋塞阀为研究对象ꎬ研究小零件㊁高节拍㊁柔性的自动化装配技术ꎬ为企业定制一套非标自动化装配产线ꎮ1㊀装配工艺燃气旋塞阀是家用燃气热水器和燃气灶的自动调压装置ꎬ起到降压和稳压作用ꎬ保证燃气具安全使用[3]ꎮ此课题以CK系列烤炉铝阀为例ꎬ开发旋塞阀自动装配㊁检测生产线ꎮ其生产量大(2017年实现产量107万件)ꎬ且预计2018年产量增长30%ꎬ达年产量130万件的生产目标ꎻ此外ꎬ此阀体结构相似度高ꎬ核心零部件通用ꎬ利于自动化生产ꎮ1.1㊀产品结构旋塞阀由阀体㊁阀座组件㊁阀芯㊁喷嘴㊁拨块㊁限位块㊁弹簧㊁卡簧㊁螺钉等零部件组成ꎬ如图1所示ꎮ图1㊀旋塞阀压阀零件集(以CK-830D17为例)㊀㊀铝烤炉旋塞阀装配作业就是将以上零配件有机地组装成满足要求的成品ꎬ同时通过点火电压测试㊁手感测试和气密性测试等测试工作确保其工作性能的可靠性ꎮ1.2㊀作业内容其作业内容可分为阀体装配㊁阀体检测两大部621 设计与开发㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2018年第4期(第31卷ꎬ总第156期) 机械研究与应用∗收稿日期:2018-07-05基金项目:广东省科学院专项资金项目(编号:2017GDASCX-0115)ꎻ2016中山市广东省科学院技术转移专项(编号:2016G1FC0013)ꎮ作者简介:谢仲龙(1993-)ꎬ男ꎬ广东汕头人ꎬ工程师ꎬ主要从事机器人研究ꎬ工业机器人应用及自动化系统集成ꎬ陶瓷卫浴行业自动化设备开发等方面的工作ꎮ分ꎮ阀体装配包括以下7个内容:清洗阀体㊁阀芯ꎻ阀芯上润滑油ꎻ阀体喷嘴装配ꎻ阀座转轴装配ꎻ阀座限位块装配ꎻ阀体拨块装配ꎻ组装阀体ꎮ阀体检测包括以下4个内容:阀体阀芯流量测试ꎻ点火性测试ꎻ手感测试ꎻ气密性测试ꎮ2㊀系统总体设计该装配作业工序繁多ꎬ每个工序相对独立ꎬ装配顺序的逻辑需求较高ꎬ每个工序的工作节拍较为接近ꎬ无冗余步骤ꎬ所以其自动化线设计考虑以每个工序为单独研究对象ꎬ通过串联的方法将多个工序串成整线ꎮ整个系统由物流排料㊁加工装配㊁调试㊁装配㊁检测㊁分拣的部分组成ꎬ具体系统架构如图2所示ꎮ图2㊀系统架构图3㊀加工装配专机硬件设计加工装配专机由阀口成型专机㊁阀杆铆接专机㊁锁螺纹专机1㊁锁螺纹专机2㊁膜片装配专机㊁旋铆专机1㊁旋铆专机2㊁打码专机组成ꎮ阀口成型专机是通过伺服控制的方式保证加工质量ꎬ保证阀口端面的位置要求ꎻ通过气体辅助的方式完成加工屑的清理工作ꎮ阀杆铆接专机是由阀杆穿销专机㊁阀杆输送器㊁冲铆专机组成ꎮ阀杆穿销专机将阀杆销轴传入阀杆销孔ꎬ保证销轴与阀杆相对位置的准确性ꎻ阀杆输送器将阀杆与阀杆销轴的装配体平移㊁安放至下壳体的指定位置ꎬ保证阀杆㊁阀杆销轴㊁下壳体三者摆放位置的准确性ꎻ冲铆专机通过伺服控制将阀杆销轴铆接到下壳体对应槽内ꎬ保证铆接强度与装配精度ꎮ锁螺纹机1是将密封垫准确放到下壳体对应孔中ꎬ将进气顶杆准确安装到相应的螺纹孔内ꎬ对出现错牙㊁滑牙等装配缺陷的产品予以报警㊁剔除ꎮ锁螺纹机2是将密封垫准确放到下壳体对应孔中ꎬ将进气顶杆准确安装到相应的螺纹孔内ꎬ对出现错牙㊁滑牙等装配缺陷的产品予以报警㊁剔除ꎮ膜片装配专机是通过多轴机械臂将膜片组件准确挂到阀杆上ꎬ保证膜片筋条落在下壳体对应的环形槽内ꎮ通过兼容性抓手抓取膜片组件ꎬ适应不同型号产品的作业需求ꎮ检测膜片组件的装配质量ꎬ将缺陷产品剔除ꎬ送离装配线ꎮ旋铆专机1是通过伺服控制将上下壳体有效铆接ꎬ保证铆接后内腔可承受1.75MPa压力ꎮ确保上壳体箭头与下壳体箭头方向一致ꎬ且呼吸孔畅通ꎮ旋铆专机2是用以铆接铭牌ꎮ通过带滤波功能的视觉传感器ꎬ剔除不平㊁带缺口的铭牌ꎬ使铭牌白板面朝上ꎮ而后有效铆接到阀体指定腔内ꎮ打码专机是在下壳体打上指定标码ꎬ保证标码的清晰度ꎮ4㊀阀体检测设备设计4.1㊀检测自动化原理分析4.1.1㊀流量检测判断阀体阀芯检测仪器:FurnessControls泄露测试仪㊁FAIR ̄CHILD精密压力调节器(M4026A)ꎮ如图3所示ꎬ检测原理图如下:气源经过精密稳压阀将气压稳定在21kPaꎬ然后经过泄露测量仪ꎬ输入到阀体的进气口ꎮ首先动作机构按规定对阀芯进行压紧和旋转ꎬ同时通过泄露测量仪输出实测值ꎬ最后主控制器将实测值与标准进行对比ꎬ判定产品是否合格ꎮ图3㊀流量检测原理图4.1.2㊀阀杆下压高度检测方法转轴下压机构并联设置接触式位移传感器ꎬ下压转轴的同时可将转轴下压高度值进行检测反馈ꎮ手感检测法检测仪器:GB-DTS静态扭矩传感器(品牌:北京工标传感器)如图4所示ꎬ旋塞阀手感检测原理如下:伺服电机通过联轴器将扭力传感器连接在负载端与伺服电机间ꎮ负载端驱动旋塞阀转轴按照规定的要求旋转ꎬ同时通过扭力传感器输出实测值ꎬ最后主控制器将实测值与标准进行对比ꎬ判定产品是否合格ꎮ图4㊀扭矩检测原理图4.1.3㊀测试点火电压检测仪器:数值存储型示波器㊁高压探针㊁工控机ꎮ如图5所示ꎬ旋塞阀点火检测原理如下:首先数值存储型示波器通过高压将点火电压输入示波器进行存储ꎬ然后通过输出总线将存储数据输入工控机ꎬ最后工控机完成数据分析处理将峰值点火电压进行721 机械研究与应用 2018年第4期(第31卷ꎬ总第156期)㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀设计与开发输出ꎮ主控制器将实测值与标准进行对比ꎬ判定产品是否合格ꎮ图5㊀点火电压检测原理图4.2㊀检测专机设计检测专机由下壳体检测专机㊁标定压力专机㊁气密性检测专机㊁单向阀气密性检测专机㊁反向密封检测专机㊁终检专机组成ꎮ(1)下壳体检测专机用以检测下壳体侧漏ꎮ采用差压检测方式ꎬ利用泄露测试仪㊁快换接头等元器件组成检测气路ꎮ通过控制微型气动元件工作节拍控制检测节拍ꎮ(2)标定压力专机用以标定输出压力ꎮ采用伺服控制的螺纹紧固工具头与带信号输出功能的高精密数字压力表配合ꎬ通过确定螺纹锁紧量与输出压力的关系ꎬ采用闭环控制的方式ꎬ使输出压力稳定于输出范围内ꎮ(3)气密性检测专机关闭压力与正向气密性检测ꎮ关闭压力检测采用与手工线相同的检测气路ꎬ阀体进气口通气ꎬ关闭出口ꎬ检测出口压力ꎮ正向气密性检测在完成关闭压力检测后进行ꎬ当关闭压力检测完毕后ꎬ将进气口关闭ꎬ检测进气口压力变化ꎬ压力在指定时间内的降压值小于指定值为合格ꎮ由于现人工检测线上采用肥皂泡的办法检测正向气密性ꎬ所以以上所指正向气密性检测的测试参数需通过实验进行确定ꎮ(4)单向阀气密性检测专机单向阀气密性检测ꎮ此检测仅在生产TYQ-4C1-00时启用ꎮ采用微动元件控制单向阀的启闭ꎬ在出气口通入0.7kPa的压力ꎬ检测进气端的压力变化情况ꎮ理论上ꎬ当单向阀闭合时ꎬ关闭出气口ꎬ检测出气口压力应保证不变或有微量下降ꎬ可以以该压力降幅作为检测依据ꎻ当单向阀开启时ꎬ出气口持续通入稳定压力ꎬ由于单向阀处压力损失ꎬ出气口压力最终稳定在一个稳定值ꎬ该值与单向阀开口尺寸有关ꎬ可通过测试改值判断产品的合格与否ꎮ以上所指测试参数均需通过实验确定ꎮ(5)反向密封检测专机反向密封检测ꎮ检测气路与手工线基本相同ꎬ但是检测所用数字压力表需重新选型ꎬ选择有信号输出功能的仪表以满足控制要求ꎮ由于改检测工位的检测时间要求10s以上ꎬ根据现场观察ꎬ每个产品的检测时间有所波动ꎬ波动范围大约12~21sꎮ因而ꎬ本线采用3台检测专机5并行的方式ꎬ确保生产节拍的可靠性ꎮ(6)终检专机终检ꎬ检测阀体工作输出压力是否在制定范围内ꎮ气路与手工线基本相同ꎬ但是采用可输出数字信号的压力传感器ꎮ通过控制气动元件的办法控制节拍ꎮ5㊀结㊀语由于具有严密的装配和检测系统ꎬ根据阀体生产统计数据以及反馈信息ꎮ成品最终检测阶段ꎬ成品合格率在3周的工作时间里ꎬ均高于人工装配检测线的合格率ꎮ自动化产线最终生产节拍为9sꎬ设备满载情况下生产效率为3200件/8hꎬ大于项目指标中的3000件ꎮ最终单线单班用工人数由18人减少至2人ꎬ满足前期目标ꎮ现场生产图片如图6所示ꎮ图6㊀现场生产图参考文献:[1]㊀王㊀凯.船用柴油机气缸盖自动化装配线设计[D].镇江:江苏科技大学ꎬ2017.[2]㊀高㊀荣.雨伞关键工序自动化生产线的研制[D].北京:北京邮电大学ꎬ2015.[3]㊀李㊀确.高压先导轴流式天然气减压阀建模仿真与性能优化研究[D].兰州:兰州理工大学ꎬ2012.821 设计与开发㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2018年第4期(第31卷ꎬ总第156期) 机械研究与应用。