冲裁模的设计步骤及实例
- 格式:pptx
- 大小:1.75 MB
- 文档页数:7

冲裁模设计实例1零件图如下:图2-1 零件零件名称:托板,大批量生产材料:08F钢板 t=2mm2.1 冲裁件的工艺性分析冲裁零件的工艺性是指零件对冲压加工工艺的适应性,即加工过程的难易程度。
良好的加工工艺性是指在满足使用要求的前提下能够用最经济实用的方法将零件给冲压出来。
而级进模由于多工位因素大的存在必须从冲裁件的基准、结构形式、尺寸公差、表面精度、材料性能、模具的工作强度等方面进行分析冲裁件的工艺性。
本设计的冲裁件为托板,其加工的工艺性分析如下:冲件为08F钢板,是优质的碳素结构钢,具有良好的冲压性能;冲裁件结构简单但有90度尖角,为了提高模具寿命故改为R1的工艺圆角,零件图上未标注尺寸偏差,属未标注公差,可按IT14级确定工件尺寸的公差。
经查公差表,各尺寸公差58074.0-,38062.0-,052.0-,044.0-,1422.022.0+-,1722.022.0+-,φ5.3 3.00+为:2.2 确定工艺方案及模具结构形式在冲压工艺方案确定后,模具结构形式的确定也相当重要,因为他直接关系到冲压过程的生产效率、冲压件的质量、尺寸精度、及其模具的寿命。
由上面的分析可知冲裁件尺寸要求不高,尺寸不大形状结构简单,但生产量大,根据材料较厚的特点,为保证孔位精度,冲模有较高的生产率,实行工序集中的工艺方案,采用导正钉进行定位、刚性卸料装置、自然卸料方式的级进模结构形式。
级进模是指在依次排列不同工步的凸模下连续送进坯料,使得压力机的一次行程中在模具的不同部位同时完成数道工序的模具。
级进模可以减少模具和设备的数量,提高生产率,而且容易实现自动化。
但是比简单模具结构复杂、制造麻烦。
成本相对较高。
表2-2冲压批量图批量项目单件小批中批大批大量大件<1 1-2 2-20 20-300 >300中件<1 1-5 5-50 50-1000 >1000小件<1 1-10 10-100 100-5000 >5000模具形式简易模简单模连续模、复合模连续模、复合模连续模、复合模组合模组合模简单模简单模简单模简易模半自动模半自动模设备形式通用压力机通用压力机高速压力机机械高速压力机自动机专用压力机与自动机自动和半自动通用压力机注:表内数字为每年班产量的概略数值(千件)第3章:模具设计计算3.1排样、计算条料宽度及其确定步距在纯冲裁类级进模排样设计时原则上为先冲导正孔和间距精度要求较高的孔。

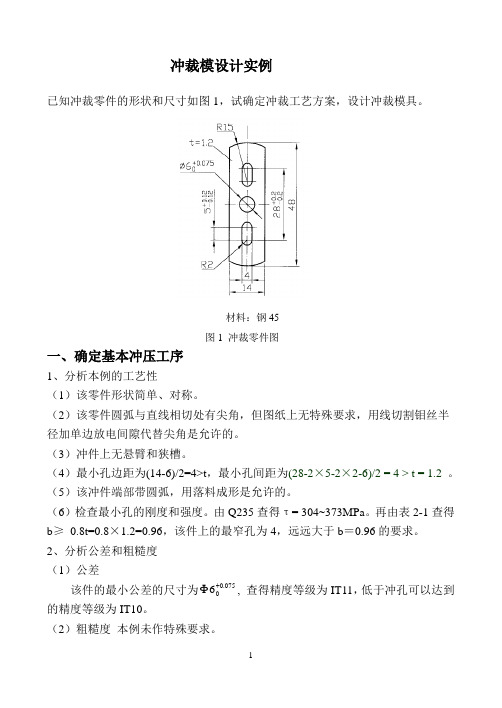
冲裁模设计实例已知冲裁零件的形状和尺寸如图1,试确定冲裁工艺方案,设计冲裁模具。
材料:钢45 图1 冲裁零件图一、确定基本冲压工序1、分析本例的工艺性(1)该零件形状简单、对称。
(2)该零件圆弧与直线相切处有尖角,但图纸上无特殊要求,用线切割钼丝半径加单边放电间隙代替尖角是允许的。
(3)冲件上无悬臂和狭槽。
(4)最小孔边距为(14-6)/2=4>t ,最小孔间距为(28-2×5-2×2-6)/2 = 4 > t = 1.2 。
(5)该冲件端部带圆弧,用落料成形是允许的。
(6)检查最小孔的刚度和强度。
由Q235查得τ= 304~373MPa 。
再由表2-1查得b ≥ 0.8t=0.8×1.2=0.96,该件上的最窄孔为4,远远大于b =0.96的要求。
2、分析公差和粗糙度 (1)公差该件的最小公差的尺寸为075.006+Φ, 查得精度等级为IT11,低于冲孔可以达到的精度等级为IT10。
(2)粗糙度 本例未作特殊要求。
3、被冲材料为Q235,冲裁性能很好。
根据以上分析,本例的冲裁工艺性好。
4、确定基本冲压工序由图1可知,该件外形为落料,内形为冲孔,冲孔有一圆孔和两长圆形孔。
二、确定冲裁工艺方案1、确定冲裁工艺方案:就是确定工序顺序和工序组合。
方案一:先落料、后分三次冲孔,采用四付单工序模方案二:先落料、后同时冲三孔,采用二付单工序模方案三:先冲孔、后落料,采用级进模冲裁方案四:先冲孔、后切断,采用少废料级进模冲裁方案五:同时冲孔、落料,采用复合工序模方案一和方案二的模具结构简单,生产率低,既不能满足产量要求又不经济;方案四最大的特点是省料,但冲件精度低,若按长度方向送进零件尺寸可以保证但料窄,送料步距大,不方便;若按宽度方向送进,冲件圆弧与直边吻接不好。
方案五冲件精度高但操作不方便,生产率不高;方案三既能满足冲件精度要求,模具数量少,操作方便,生产率高,若采用侧刃定距还便于实现自动送料。

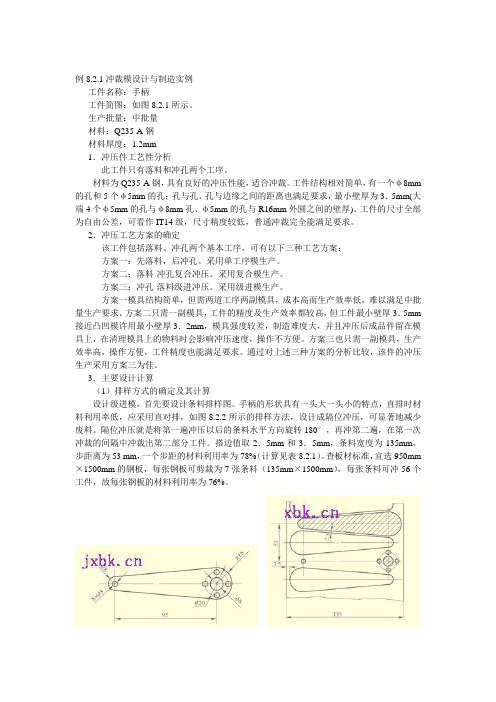
例8.2.1冲裁模设计与制造实例工件名称:手柄工件简图:如图8.2.1所示。
生产批量:中批量材料:Q235-A钢材料厚度:1.2mm1.冲压件工艺性分析此工件只有落料和冲孔两个工序。
材料为Q235-A钢,具有良好的冲压性能,适合冲裁。
工件结构相对简单,有一个φ8mm 的孔和5个φ5mm的孔;孔与孔、孔与边缘之间的距离也满足要求,最小壁厚为3.5mm(大端4个φ5mm的孔与φ8mm孔、φ5mm的孔与R16mm外圆之间的壁厚)。
工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通冲裁完全能满足要求。
2.冲压工艺方案的确定该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案:方案一:先落料,后冲孔。
采用单工序模生产。
方案二:落料-冲孔复合冲压。
采用复合模生产。
方案三:冲孔-落料级进冲压。
采用级进模生产。
方案一模具结构简单,但需两道工序两副模具,成本高而生产效率低,难以满足中批量生产要求。
方案二只需一副模具,工件的精度及生产效率都较高,但工件最小壁厚3.5mm 接近凸凹模许用最小壁厚3.2mm,模具强度较差,制造难度大,并且冲压后成品件留在模具上,在清理模具上的物料时会影响冲压速度,操作不方便。
方案三也只需一副模具,生产效率高,操作方便,工件精度也能满足要求。
通过对上述三种方案的分析比较,该件的冲压生产采用方案三为佳。
3.主要设计计算(1)排样方式的确定及其计算设计级进模,首先要设计条料排样图。
手柄的形状具有一头大一头小的特点,直排时材料利用率低,应采用直对排,如图8.2.2所示的排样方法,设计成隔位冲压,可显著地减少废料。
隔位冲压就是将第一遍冲压以后的条料水平方向旋转180°,再冲第二遍,在第一次冲裁的间隔中冲裁出第二部分工件。
搭边值取2.5mm和3.5mm,条料宽度为135mm,步距离为53 mm,一个步距的材料利用率为78%(计算见表8.2.1)。
查板材标准,宜选950mm ×1500mm的钢板,每张钢板可剪裁为7张条料(135mm×1500mm),每张条料可冲56个工件,故每张钢板的材料利用率为76%。

冲裁模设计举例图2.69所示零件为电视机安装架下板展开坯料,材料为1Cr 13,厚度mm t 3=,未注圆角半径mm R 1=,中批量生产,确定产品的冲裁工艺方案并完成模具设计。
图2.69 零件图1. 冲裁件工艺性分析零件的加工涉及冲孔和落料两道工序。
除孔中心尺寸公差为±0.1mm 和孔径尺寸公差为+0.2mm 外,其余尺寸均为未注公差,查表2.4可知,冲裁件内外形的达到的经济精度为IT12~IT14级。
符合冲裁的工艺要求。
查表2.2可知,一般冲孔模冲压该种材料的最小孔径为d ≥1.0t ,t =3mm,因而孔径ø8mm 符合工艺要求。
由图可知,最小孔边距为:d =4mm ,大于材料厚度3mm ,符合冲裁要求。
2. 确定冲裁工艺方案及模具结构形式该冲裁件对内孔之间和内孔与外缘之间有较高的位置精度的要求,生产批量较大,为保证孔的位置精度和较高的生产效率,采用冲孔落料复合冲裁的工艺方案,且一次冲压成形。
模具结构采用固定挡料销和导料销对工件进行定位、弹性卸料、下方出料方式的倒装式复合冲裁模结构形式。
3. 模具设计与计算(1)排样设计排样设计主要确定排样形式、条料进距、条料宽度、材料利用率和绘制排样图。
1)排样方式的确定。
根据冲裁件的结构特点,排样方式可选择为:直排。
2)送料进距的确定。
查表2.7,工件间最小工艺搭边值为mm 2.2,可取mm a 31=。
最小工艺边距搭边值为mm 5.2,取mm a 3=。
送料进距确定为mm h 44.199=。
3)条料宽度的确定。
按照无侧压装置的条料宽度计算公式,查表2.8、表2.9确定条料与导料销的间隙和条料宽度偏差分别为mm mm b 0.1,0.10=∆=。
()()0100093132862-∆-∆-=+⨯+=++=b a L B4)材料利用率的确定。
%08.91%10044.1999344.19686=⨯⨯⨯==Bh A η 4)绘制排样图。
冲裁模设计冲裁模设计一.冲裁件的工艺性冲裁件的工艺性是指零件对冲裁加工工艺的适应性,即加工的难易程度。
良好的冲压工艺性,是指在满足零件使用要求的前提下,能以生产率高最经济的方式加工出来。
由冲裁变形的过程分析可知,材料除剪切变形外,刃口附近的程序还存在拉伸、弯曲、横向挤压等变形,冲裁件断面具有明显的区域性特征。
所以在拟定冲裁件的工艺规程或设计冲裁件时,必须从制件结构形状、材料性能、尺寸精度及模具强度等方面分析零件的结构工艺性。
1.对结构的基本要求1) 冲裁件的形状应力求简单、规则、使排样时废料最少。
2) 制件内、外形转角处应避免设计成尖角,一般在圆角处应使R≥0.5t。
3) 冲孔制件的孔不能太小。
冲裁可冲出的最小孔径见教材。
4) 制件上孔与孔之间的距离,制件孔与边缘之距离c值不宜太小,一般要求c≥2t,并保证应大于3~4mm,连续模且对制件精度要求不高使,可适当减小但不小于板厚。
5) 制件外形应避免有长悬臂,或过窄的凹槽,悬臂和凹槽的宽度要大于料厚的1.5~2倍。
2.裁件的尺寸精度和粗糙度制件的尺寸精度以不高于IT12 级为宜。
如无特殊的要求,外形尺寸应低于IT10级,内形尺寸精度应低于IT9级。
对精度要求高于IT10级的冲裁件,应在模具结构设计方面采取措施,如提高定位精度,采用弹压卸料顶件装置,提高模具制造精度或采用精冲技术等。
制件的断面要求质量不高时,材料厚度和硬度的影响尤甚。
通常材料厚度t<1mm的制件,断面粗糙度可达Ra6.3um。
二.冲裁间隙1.冲裁间隙冲裁模的凸模横断面,一般小于凹模孔,凸、凹模刃口部分,在垂直于冲裁力方向的投影尺寸之差,称为冲裁间隙。
间隙有两种含义:一般指凸模与凹模间每侧空隙的数值,称为单边间隙;另一种指凹模与凸模间两侧空隙之和,成为双面间隙。
对于圆形刃口的凸、凹模来说,双面间隙是两者直径之差,常用C来表示。
2.间隙对冲裁的影响实践证明,间隙的大小,分布是否均匀等,对冲裁件的断面质量、尺寸精度、冲裁力和模具寿命有直接的影响。
设计案例冲裁、弯曲、拉深及成形是冷冲压的基本工序,下面以常见的冲裁件、弯曲件及拉深件为例介绍冲裁、弯曲及拉深的冲压工艺分析、工艺方案拟订、工艺计算、模具设计和模具主要零件的加工工艺;案例1冲裁模设计如图1所示零件:托扳生产批量:大批量材料:08F t=2mm设计该零件的冲压工艺与模具;图1 托板零件图一冲裁件工艺分析1. 材料:08F钢板是优质碳素结构钢,具有良好的可冲压性能;2. 工件结构形状:冲裁件内、外形应尽量避免有尖锐清角,为提高模具寿命,建议将所有90°清角改为R1的圆角;3. 尺寸精度:零件图上所有尺寸均未标注公差,属自由尺寸,可按IT14级确定工件尺寸的公差;经查公差表,各尺寸公差为:、、、、14±、17±、Ф+结论:可以冲裁二确定工艺方案及模具结构形式经分析,工件尺寸精度要求不高,形状不大,但工件产量较大,根据材料较厚2mm的特点,为保证孔位精度,冲模有较高的生产率,通过比较,决定实行工序集中的工艺方案,采取利用导正钉进行定位、刚性卸料装置、自然漏料方式的连续冲裁模结构形式;三模具设计计算1.排样计算条料宽度及确定步距首先查有关表确定搭边值;根据零件形状,两工件间按矩形取搭边值b=2,侧边按圆形取搭边值a=2;连续模进料步距为32mm;条料宽度按相应的公式计算:B=D+2a-⊿查表⊿=B=58+2×2=画出排样图,图2图2 排样图2.计算总冲压力由于冲模采用刚性卸装置和自然漏料方式,故总的冲压力为:P0=P+P tP=P1+P2而式中P1--------落料时的冲裁力P2--------冲孔时的冲裁力按推料力公式计算冲裁力:P1=KL tτ查τ=300MPa=258-16+230-16+16π2300/10000= tP2=4π2300/10000=t按推料力公式计算推料力Pt:P t=nK t P 取n=3,查表2-10,K t=Pt=3+304=t计算总冲压力PZ:P Z =P1+P2+Pt=++=t3.确定压力中心:根据图3分析,因为工件图形对称,故落料时P1的压力中心在O1上;冲孔时P2的压力中心在O2上;设冲模压力中心离O1点的距离为X,根据力矩平衡原理得:P1X=32-XP2由此算得X=7mm4.冲模刃口尺寸及公差的计算刃口尺寸计算方法及演算过程不再赘述,仅将计算结果列于表1 中;在冲模刃尺寸计算时需要注意:在计算工件外形落料时,应以凹模为基准,凸模尺寸按相应的凹模实际尺寸配制,保证双面间隙为~;为了保证R8与尺寸为16的轮廓线相切,R8的凹模尺寸,取16的凹模尺寸的一半,公差也取一半;在计算冲孔模刃口尺寸时,应以凸模为基准,凹模尺寸按凸模实际尺寸配制,保证双面间隙为~;图3 压力中心表1 冲模刃口尺寸凸模固定板孔中心距的制造尺寸为:L14=14±8=14±L17=17±8=17±5. 确定各主要零件结构尺寸1凹模外形尺寸的确定凸模厚度H的确定:H=31.0P P取总压力=184750N*1.0=26mmH=3184750凹模长度L的确定W1==31;工件b=58L=b+2W1=58+231=120mm凹模宽度B的确定B= 步距+工件宽+2W2取:步距=32;工件=30;W2=B2=32+30+239=140mm2凸模长度L1的确定凸模长度计算为:L1=h1+h2+h3+Y其中导料板厚h1=8;卸料板厚h2=12;凸模固定板厚h3=18; 凸模修磨量Y=18则L1=8+12+18+18=56mm选用冲床的公称压力,应大于计算出的总压力P0=;最大闭合高度应大于冲模闭合高度+5mm;工作台台面尺寸应能满足模具的正确安装;按上述要求,结合工厂实际,可选用J23-25开式双柱可倾压力机;并需在工作台面上配备垫块,垫块实际尺寸可配制;3设计并绘制总图、选取标准件按已确定的模具形式及参数,从冷冲模标准中选取标准模架;绘制模具总装图;如图4,单排冲孔落料连续模;按模具标准,选取所需的标准件,查清标准件代号及标记,写在总图明细表内见表2;并将各零件标出统一代号;图4 单排冲孔落料连续模1-簧片 2-螺钉 3-下模座 4-凹模 5-螺钉 6-承导料 7-导料板 8-始用挡料销9、26-导柱 10、25-导套 11-挡料钉 12-卸料板 13-上模座 14-凸模固定板 15-落料凸模 16-冲孔凸模 17-垫板 18-圆柱销 19-导正销 20-模柄 21-防转销 22-内六角螺钉 23-圆柱销 24-螺钉序号名称数量材料热处理标准件代号备注页次1 簧片 1 65Mn2 螺钉 1 45 HRC40~453 下模座 1 1 HT2004 凹模 1 T10A HRC58~625 螺钉 4 45 HRC40~456 承导料 1 457 导料板 2 45 HRC40~458 始用挡料销 1 459 导柱 2 20 渗碳HRC56~6010 导套 2 20 渗碳HRC586211 挡料钉 1 4512 卸料板 1 Q235A313 上模座 1 HT20014 凸模固定板 1 4515 落料凸模 1 T8A HRC56~6016 冲孔凸模 1 T8A HRC56~6017 垫板 1 45 HRC40~4518 定位销 1 45 HRC40~4519 导正销 1 45 HRC40~4520 模柄 1 Q235A521 防转销 1 45 HRC40~4522 内六角螺钉M12×70 10 45 HRC40~4523 圆柱销12n6×100 6 45 HRC40~4524 内六角螺钉M12×70 1 45 HRC40~45五绘制非标准零件图本实例只绘制凸凹模、凹模、凸模固定板和卸料板四个零件图样,供初学者参考;见图5至图8;图5 凸凹模图6 落料凹模图2-16 凸模固定板图7 固定板图8卸料板六模具主要零件加工工艺规程的编制1.凸凹模加工工艺规程的编制表32.落料凹模加工工艺规程的编制表4表3凸凹模加工工艺规程。