7--尺寸链部分习题参考讲解1
- 格式:doc
- 大小:138.00 KB
- 文档页数:4

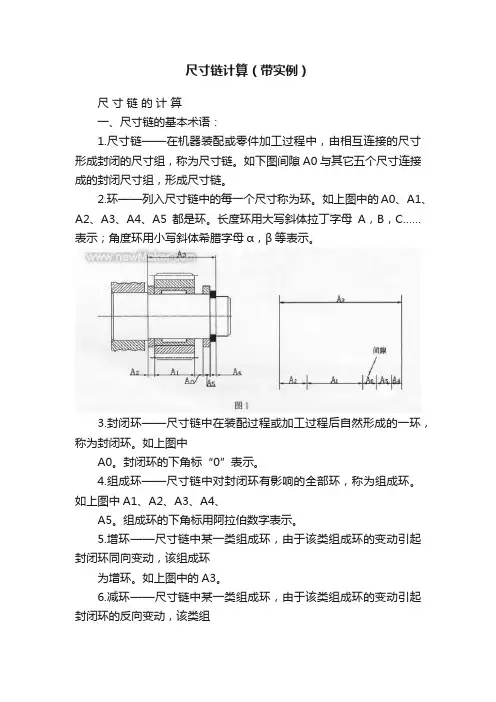
尺寸链计算(带实例)尺寸链的计算一、尺寸链的基本术语:1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。
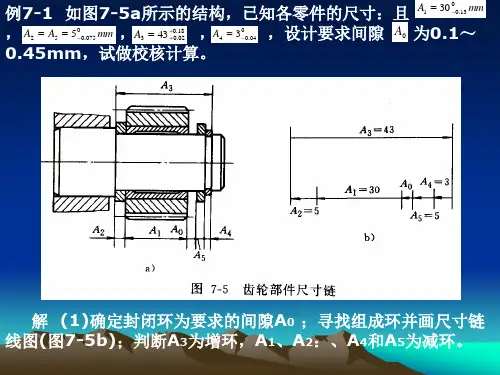
如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。
2.环——列入尺寸链中的每一个尺寸称为环。
如上图中的A0、A1、A2、A3、A4、A5都是环。
长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。
3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一环,称为封闭环。
如上图中A0。
封闭环的下角标“0”表示。
4.组成环——尺寸链中对封闭环有影响的全部环,称为组成环。
如上图中A1、A2、A3、A4、A5。
组成环的下角标用阿拉伯数字表示。
5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
如上图中的A3。
6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。
如上图中的A1、A2、A4、A5。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
如下图中的L2。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链,如图1②角度尺寸链——全部环为角度尺寸的尺寸链,如图32.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链。
3.基本尺寸链与派生尺寸链①基本尺寸链——全部组成环皆直接影响封闭环的尺寸链,如图7中尺寸链β。
1、零、部件或机器上若干首尾相接并形成封闭环图形的尺寸系统称为尺寸链。
2、尺寸链按应用场合分装配尺寸链零件尺寸链和工艺尺寸链。
3、尺寸链由封闭环和组成环构成。
4、组成环包含增环和减环。
5、封闭环的基本尺寸等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。
6、当所有的增环都是最大极限尺寸,而所有的减环都是最小极限尺寸,封闭环必为最大极限尺寸。
7、所有的增环下偏差之和减去所有减环上偏差之和,即为封闭环的下偏差。
8、封闭环公差等于所有组成环公差之和。
9、如图所示,若加工时以Ⅰ面为基准切割A2和A3,则尺寸A1 为封闭环;若以Ⅰ面为基准切割A1和A2,则尺寸A3 为封闭环。
10、“入体原则”的含义为:当组成环为包容尺寸时取下偏差为零。
12-2 选择题:1、一个尺寸链至少由3 个尺寸组成,有1 个封闭环。
2、零件在加工过程中间接获得的尺寸称为 C 。
C、封闭环3、封闭环的精度由尺寸链中 C 的精度确定。
C、其他各环4、按“入体原则”确定各组成环极限偏差应A 。
A、向材料内分布1、什么叫尺寸链?它有何特点?答:在一个零件或一台机器的结构中,总有一些互相联系的尺寸,这些尺寸按一定顺序连接成一个封闭的尺寸组,称为尺寸链。
尺寸链具有如下特性:(1) 封闭性:组成尺寸链的各个尺寸按一定的顺序排列成封闭的形式。
(2) 相关性:其中一个尺寸的变动将会影响其它尺寸变动。
2、如何确定尺寸链的封闭环?能不能说尺寸链中未知的环就是封闭环?答:装配尺寸链的封闭环往往是机器上有装配精度要求的尺寸,如保证机器可靠工作的相对位置尺寸或保证零件相对运动的间隙等。
在建立尺寸链之前,必须查明在机器装配和验收的技术要求中规定的所有集合精度要求项目,这些项目往往就是这些尺寸链的封闭环。
零件尺寸链的封闭环应为公差等级要求最低的环,一般在零件图上不需要标注,以免引起加工中的混乱。
工艺尺寸链的封闭环是在加工中自然形成的,一般为被加工零件要求达到的设计尺寸或工艺过程中需要的尺寸。
机械制造尺寸链习题集答案机械制造尺寸链习题集答案在机械制造领域,尺寸链是一个重要的概念。
它指的是由多个零部件组成的机械装配件,这些零部件之间的尺寸要求相互关联,形成一个完整的尺寸链。
而对于机械制造尺寸链的习题集,它是用来帮助学习者巩固和提升对尺寸链的理解和应用能力的重要工具。
下面将给出一些机械制造尺寸链习题集的答案,希望对读者有所帮助。
1. 问题:一个尺寸链由3个零部件组成,它们的尺寸分别是A、B、C。
已知A的尺寸为10mm,B的尺寸为20mm,C的尺寸为30mm。
如果A和B的尺寸公差分别为±0.1mm和±0.2mm,C的尺寸公差为±0.3mm,那么整个尺寸链的公差是多少?答案:整个尺寸链的公差是各个零部件尺寸公差之和。
所以,整个尺寸链的公差为±(0.1+0.2+0.3)mm=±0.6mm。
2. 问题:一个尺寸链由4个零部件组成,它们的尺寸分别是A、B、C、D。
已知A的尺寸为10mm,B的尺寸为20mm,C的尺寸为30mm,D的尺寸为40mm。
如果A和B的尺寸公差分别为±0.1mm和±0.2mm,C的尺寸公差为±0.3mm,D的尺寸公差为±0.4mm,那么整个尺寸链的公差是多少?答案:整个尺寸链的公差是各个零部件尺寸公差之和。
所以,整个尺寸链的公差为±(0.1+0.2+0.3+0.4)mm=±1.0mm。
3. 问题:一个尺寸链由5个零部件组成,它们的尺寸分别是A、B、C、D、E。
已知A的尺寸为10mm,B的尺寸为20mm,C的尺寸为30mm,D的尺寸为40mm,E的尺寸为50mm。
如果A和B的尺寸公差分别为±0.1mm和±0.2mm,C的尺寸公差为±0.3mm,D的尺寸公差为±0.4mm,E的尺寸公差为±0.5mm,那么整个尺寸链的公差是多少?答案:整个尺寸链的公差是各个零部件尺寸公差之和。

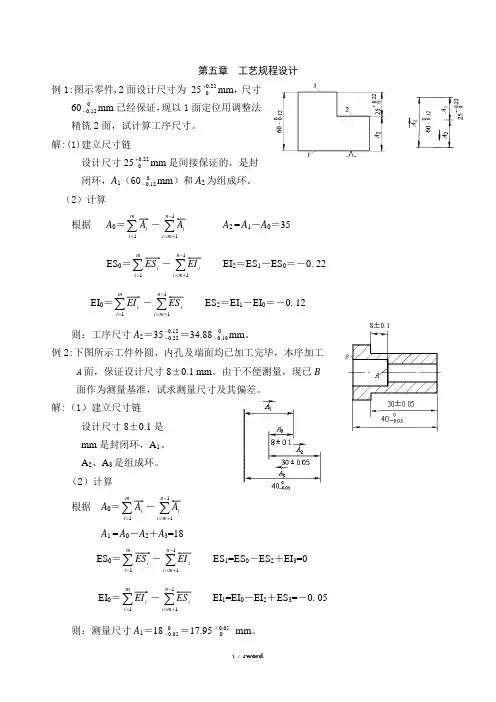
第五章 工艺规程设计例1:图示零件,2面设计尺寸为 2522.00 +mm ,尺寸60012.0-mm 已经保证,现以1面定位用调整法精铣2面,试计算工序尺寸。
解:(1)建立尺寸链设计尺寸2522.00 +mm 是间接保证的,是封闭环,A 1(60012.0-mm )和A 2为组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i A A 2 = A 1-A 0=35ES 0=∑=mi i ES 1-∑-+=11n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=mi i EI 1-∑-+=11n m i i ES ES 2=EI 1-EI 0=-0.12则:工序尺寸A 2=3512.022.0--=34.88010.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链设计尺寸8±0.1是mm 是封闭环,A 1、A 2、A 3是组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i AA 1 = A 0-A 2+A 3=18ES 0=∑=m i i ES 1-∑-+=11n m i i EI ES 1=ES 0-ES 2+EI 3=0EI 0=∑=mi i EI 1-∑-+=11n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05 则:测量尺寸A 1=180 05.0-=17.9505.00 + mm 。
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
保证键槽尺寸034 0436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0198.R .+)mm ; 2)插键槽至尺寸A 1;3)淬火(变形忽略不计);4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0436..+mm 两个设计尺寸的要求。
![尺寸链计算例题及习题[18P][279KB]](https://uimg.taocdn.com/b811b1077cd184254b353515.webp)
《机械制造工程2-2》部分习题参考解答
第七章 机械加工工艺
1、如图所示的零件图及工序简图,(图的右端为零件的设计尺寸,左端为工艺尺寸)两孔O 1O 2都以底面A 为定位基准镗出。
试确定镗孔的工序尺寸H 2(基本尺寸及偏差)。
解 基准重合)
(04.0501±=H
H 0=60±0.1
增环H 2 减环H 1=50±H 2= H 0+ H 1=60+50=110 ES (H 2)-EI (H 1)=ES (EI (H 2)-ES (H 1)= EI (ES (H 2)=ES (H 0)+EI (=0.1-0.04=0.06
EI (H 2)= EI (H 0)+ ES (=-0.1+0.04=-0.06
所以:H 2=110±0.06
2、如图所示零件加工时,图纸要求保证尺寸6±0.1,因这一尺寸不便直接测量,只好通过度量尺寸L来间接保证,试求工序尺寸L?
L min=16.95(mm)
3、如图所示。
已知工件的相关尺寸025.0050.0170--=L ,0025.0260-=L ,15
.00
320+=L ,3L 不便 测量。
试重新给出可以测量的尺寸,并标注该测量尺寸及偏差。
解:画尺寸链图
重新给出的测量尺寸为L 4,即大直径孔的深度尺寸,由工艺尺寸链图分析知 封闭环 15
.00
320
+=L 增环 0
025.0360-→
=L
?4=→
L 减环 025
.005.0170--←
=L
解尺寸链 ←
→
→
-+=1423L L L L
304=L
←
→
→
-+=)()()()(1423L EI L ES L ES L ES 10.0)(4=→
L ES
←
→→-+=)()()()(1423L ES L EI L EI L EI 0)(4=→
L EI
∴10.00430+=L
4、如图所示的套类零件,在加工内孔时,其加工顺序为:
(1)镗孔至Φ39.4001+.;
(2)插键槽保证尺寸A±ΔA;
(3)热处理;
+.。
(4)磨孔至Φ4000027
试求插键槽的工序尺寸A±ΔA。
解:如图所示尺寸链。
43.6为封闭环,A、40/2为增环,39.4/2为减环。
43.7=A max+20.0135-19.7
A max=43.3865
43.6=A min+20-19.75
A min=43.35。