机械加工工艺过程卡表格
- 格式:xlsx
- 大小:41.83 KB
- 文档页数:6

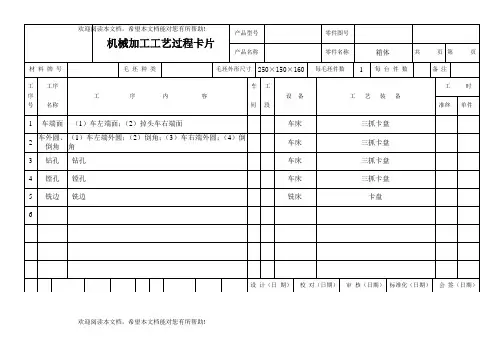
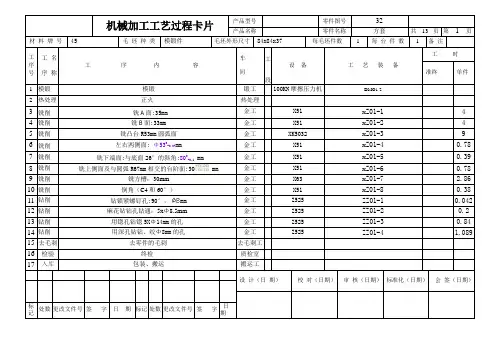
机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。

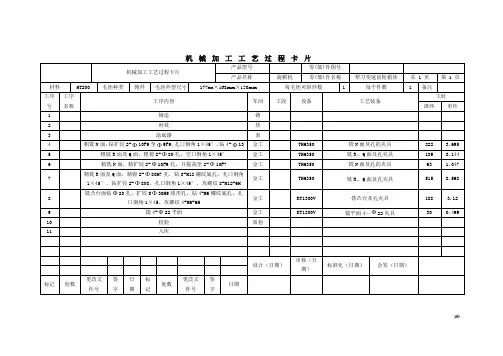
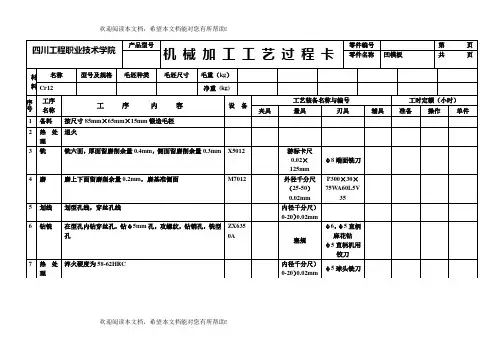
机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部)件图号产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 1 页第 1 页材料HT200 毛坯种类铸件毛坯外型尺寸177mm×168mm×150mm每毛坯可制件数 1 每个件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 铸造铸2 时效热3 涂底漆表4 粗铣N面,钻扩铰2-Φ10F9至Φ9F9,孔口倒角1×45°,钻4-Φ13 金工TH6350 铣N面及孔的夹具222 3.6955 粗铣R面及Q面,粗镗2-Φ80孔,空口倒角1×45°金工TH6350 铣R、Q面及孔夹具189 3.1446 精铣N面,精扩铰2-Φ10F9孔,并提高至2-Φ10F7 金工TH6350 铣N面及孔的夹具63 1.0477 精铣R面及Q面,精镗2-Φ80H7孔,钻8-M12螺纹底孔,孔口倒角1×45°,钻扩铰2-Φ8N8,孔口倒角1×45°,攻螺纹8-M12-6H金工TH6350 铣R、Q面及孔夹具515 8.5688 铣凸台面钻Φ20孔,扩铰SΦ30H9球形孔,钻4-M6螺纹底孔,孔口倒角1×45,攻螺纹4-M6-6H金工KT1300V 铣凸台及孔夹具188 3.129 锪4-Φ22平面金工KT1300V 锪平面4—Φ22夹具30 0.49910 检验质检11 入库设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期40机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 1产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 6 页第 1 页车间工序号工序名称材料金工 4粗铣N面以及钻扩铰其上的孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数卧式加工中心TH6350 10 1夹具编号夹具名称切削液1 铣N面及孔的夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车222 3.695工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣N面160mm的可转位三面刃铣刀150 75.36 0.2 3.5 1 0.64 0.222 钻2-Φ10F9至Φ8.8H9 Φ8.8mm扩孔钻1000 22 0.3 3.5 1 0.1 0.373 扩2-Φ10F9至Φ9F9 Φ9F9孔铰刀400 11 0.3 0.9 1 0.22 0.334 铰2-Φ10F9至Φ9F9,孔口倒角1×45°Φ9F9孔铰刀600 16.9 0.3 0.1 1 0.14 0.635 钻4-Φ13 Φ13锥柄麻花钻600 24.40 0.4 6.5 1 0.44 0.605设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期41机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 2产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 6 页第 2 页车间工序号工序名称材料金工 5粗铣R、Q面以及粗镗2-φ80的孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数卧式加工中TH6350 10 1夹具编号夹具名称切削液2 铣R、Q面及孔夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车189 3.144工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣R面及Q面Φ160mmC类可转位面铣刀118 59.283 0.23 1 1.2 0.242 粗镗2-Φ80孔,空口倒角1×45°镗通孔镗刀2.25mm 96 24 0.2 2.75 1 1.42 0.28设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件签字日期42机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 3产品名称联轴器零(部)件名称犁刀变速齿轮箱体共 6 页第 3 页车间工序号工序名称材料金工 6精铣N面及其表面的孔HT200毛坯种类毛坯尺寸大小每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数卧式加工中心TH6350 10 1夹具编号夹具名称切削液1 铣N面及孔的夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车63 1.047工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 精铣N面Φ200可转位面铣刀300 120 0.5 1.5 1 0.107 0.222 精扩2-Φ10F9孔,并提高至2-Φ10F7 Φ10扩孔钻400 11 0.3 0.9 1 0.25 0.053 精铰2-Φ10F9孔,并提高至2-Φ10F7 Φ10F7孔铰刀200 6.28 0.1 0.1 1 0.3 0.12设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期43机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 4产品名称联轴器零(部)件名称犁刀变速齿轮箱体共 6 页第 4 页车间工序号工序名称材料金工7精铣R、Q面和精镗2-φ80的孔以及孔外表面的孔HT200毛坯种类毛坯尺寸大小每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数卧式加工中心TH6350 10 1夹具编号夹具名称切削液2 铣R、Q面及孔夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车515 8.568工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 精铣R面及Q面专用铣夹具300 111.1 0.5 4 1 0.6 0.122 精镗2-Φ80H7孔Φ160mmC类可转位面铣刀287 72 0.12 0.25 1 1.74 0.3483 钻8-M12螺纹底孔,孔口倒角1×45°专用钻夹具630 20 0.3 5.1 1 0.8 0.164 钻2-Φ8N8 Φ8麻花钻1010 22.2 0.3 3.5 1 1.33 0.2665 扩2-Φ8N8 Φ8扩孔钻450 11.1 0.3 0.45 1 0.9 0.186 铰2-Φ8N8,孔口倒角1×45°Φ8铰孔刀620 15.6 0.3 0.05 1 0.8 0.167 攻螺纹8-M12-6H Φ12丝锥125 4.7 1.75 1 0.72 0.144设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期44机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 5产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 6 页第 5 页车间工序号工序名称材料金工9 凸台面及孔钻,攻螺纹HT200毛坯种类毛坯尺寸大小每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数立式加工中心KT1300V 20 1夹具编号夹具名称切削液3 铣凸台及孔夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车188 3.12工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铣凸台面Φ63莫氏锥柄铣刀440 25.12 0.32 1 0.22 0.0442 扩SΦ30H9球形孔至SΦ29.4H10Φ29.4球形扩孔钻135 12.56 1.1 4.7 1 0.15 0.333 铰SΦ30H9球形孔Φ30H9球形铰孔刀125 11.78 1.5 0.3 1 0.48 0.964 钻4-M6螺纹底孔,孔口倒角1×45 Φ6锥柄麻花钻1800 33.9 0.13 1 0.228 0.0465 攻螺纹Φ6丝锥500 1.9 1 1 0.528 0.156设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期45机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 6产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 6 页第 6 页车间工序号工序名称材料金工10 锪4-φ22平面HT200毛坯种类毛坯尺寸大小每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数立式加工中心KT1300V20 1夹具编号夹具名称切削液4 锪平面4—Φ22夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车30 0.499工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 锪4-Φ22平面Φ22可换导柱平底锪孔钻260 18 0.12 4.5 1 0.416 0.083设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期4647。
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!。
宏顺机械机械加工工艺过程图片产品型号零件图号SR1301.11.4
产品名称零件名称共2页第1页
材料编号锻42CMo 毛坯总类锻件毛坯外形尺寸Φ630*270 每毛坯可制作件数 1 每台件数 2 备注
宏顺机械机械加工工艺过程卡片产品型号零件图号SR1301.11-4
产品名称小齿轮零件名称共2页第2页
材料编号锻42CMo 毛坯总类锻件毛坯外形尺寸Φ630*270 每毛坯可制作件数每台件数备注
序号工序
名称
工序内容车
间
工段设备工艺装备工时
准终单件
1 备料锻件Φ630*270
2 粗车留加2直径方向+5MM CA6140
3 热整体热处理HB=241-286
4 精车车外圆、内孔、空心槽、倒角CA6140
5 滚齿滚齿Ym3180H
6 插齿插齿Y3180
7 检验齿圈径向跳动、端面跳动公法线长度公差Y3180
8 热
9 检验
10 检验
11 完数字头、入库
12。