金桥焊材J422 MSDS
- 格式:pdf
- 大小:1.44 MB
- 文档页数:3
J422是酸性药皮焊条交、直流焊机均可,但使用直流或逆变容易发生偏弧现象,电流选择不当容易产生夹渣、未焊透等缺陷,一般用于普通钢铁类结构焊接,对强度无特别要求。
J422、J427强度级别相同,但有酸性和碱性之分。
碱性意味着低氢,比如蒸汽锅炉换锅炉管,第一次返修可以采用J422,而如果是第二次返修,一般就要换用J427焊条了,因多次焊接造成接头处应水平较高,应采用抗裂性能较好的低氢型焊条了。
根据焊条药皮的性质不同,焊条可以分为酸性焊条和碱性焊条两大类。
药皮中含有多量酸性氧化物(TiO2、SiO2 等)的焊条称为酸性焊条。
药皮中含有多量碱性氧化物(CaO、Na2O等)的称为碱性焊条。
酸性焊条能交直流两用,焊接工艺性能较好,但焊缝的力学性能,特别是冲击韧度较差,适用于一般低碳钢和强度较低的低合金结构钢的焊接,是应用最广的焊条。
碱性焊条脱硫、脱磷能力强,药皮有去氢作用。
焊接接头含氢量很低,故又称为低氢型焊条。
碱性焊条的焊缝具有良好的抗裂性和力学性能,但工艺性能较差,一般用直流电源施焊,主要用于重要结构(如锅炉、压力容器和合金结构钢等)的焊接。
基本参数材质铬、钼、钒、钨、硼、镍包装纸箱类型多款供选额定焊接电流60-220 A焊芯直径(mm) 2.5-5.0直径 2.5-5.0 mm详细说明耐热钢焊条简介牌号国标型号美标型号药皮类型焊接电流主要用途R102E5003-A11钛钙型交直流用于工作温度在510 摄氏度以下的锅炉管道焊接,如15Mo 等氩弧焊打底焊后的盖面焊接R106FeE5018-A1E7018-A1铁粉低氢型交直流用于工作温度在510 摄氏度以下的锅炉管道焊接(如15Mo ),也可用于一般低合金钢的焊接R107E5015-A1E7015-A1低氢型直流用于工作温度在510 摄氏度以下的锅炉管道焊接(如15Mo ),也可用于一般低合金钢的焊接R202E5503-B11钛钙型交直流用于工作温度在510 摄氏度以下的12CrMo 等珠光体耐热钢的焊接R207E5515-B1E8015-B1低氢型直流用于工作温度在510 摄氏度以下的12CrMo 等珠光体耐热钢的焊接R302E5503-B21钛钙型交直流用于工作温度在520 摄氏度以下的锅炉管道焊接,如15CrMo 等氩弧焊打底焊后的盖面焊接R307E5515-B2E8015-B2低氢型直流用于工作温度在520 摄氏度以下的15CrMo 等珠光体耐热钢的焊接R307BE5515-B2E8015-B2超低氢型直流用于Cr-Mo 耐热钢,如15CrMo 、13CrMo 等钢制反应器、换热器、高压容器等结构应力复杂,拘束大的耐热钢焊接R310E5500-B2-V1特殊型交直流用于工作温度在540 摄氏度以下珠光体耐热钢(如12CrMoV )结构焊接R312E5503-B2-V1钛钙型交直流用于工作温度在540 摄氏度以下珠光体耐热钢(如12CrMoV )的锅炉管道氩弧焊打底焊后的盖面焊接R317E5515-B2-V1低氢型直流用于工作温度在540 摄氏度以下珠光体耐热钢(如12CrMoV )结构焊接R327E5515-B2-VW1低氢型直流用于工作温度在570 摄氏度以下的15CrMoV 等珠光体耐热钢的焊接R337E5515-B2-VNb1低氢型直流用于工作温度在570 摄氏度以下的15CrMoV 等珠光体耐热钢的焊接R340E5500-B2-VWB1特殊型直流用于焊接工作温度在620 摄氏度以下珠光体耐热钢结构R347E5515-B2-VWB1低氢型直流用于焊接工作温度在620 摄氏度以下珠光体耐热钢结构R402E6003- B31钛钙型交直流用于工作温度在550 摄氏度以下的高温高压管道氩弧焊打底焊后的盖面焊接R406FeE6018-B3E9018-B3铁粉低氢型交直流焊接Cr2.5Mo 类珠光体耐热钢结构R407 E6015-B3E9015-B3低氢型直流焊接Cr2.5Mo 类珠光体耐热钢结构R427 E5515-B3-VNb1低氢型直流用于焊接工作温度在620 摄氏A102不锈钢焊条符合GB E308-16说明:A102是钛钙型药皮的Cr19Ni10不锈钢焊条,具有良好的力学性能及抗晶间腐蚀性能,可交直流两用,操作性能极好。

文献综述——J422焊接焊条的制作与创新摘要在我国经济建设高速发展的今天,焊接及焊接技术在经济建设中扮演着越来越重要的角色,通过对国内外焊接焊条的发展情况的概述,及J422焊接焊条的发展状况进行分析,发现J422焊条目前存在的不足之处,以J422焊条为研究对象进行制作与改进性试验。
关键字J422,焊接焊条,发展状况,不足之处,改进焊接焊条国内外发展概况随着焊接技术的迅速发展,焊接材料的应用范围日益扩大,对焊接材料无论品种和产量方面都提出了更高的要求,收到各行各业(如机械、冶金、建筑、锅炉和压力容器、桥梁、造船、石油化工、航空航天和和动力工程)的极大关注。
我国主要焊接材料(焊条、焊丝、焊剂)的总产量已连续多年保持世界第一的位置,近几年我国焊接材料总产量在70-80万吨(若包括焊剂、钎料等,其总量已突破100万吨),已是名副其实的焊接生产大国。
焊材行业是在20世纪内发展起来的。
1892年俄罗斯人斯落维扬诺夫研究成功金属电弧焊接的实用化方案。
特别是1904年瑞典人奥斯卡·凯吉尔伯格建立了世界上第一个涂料焊条厂,即现在著名的瑞典伊萨公司(ESAB公司),1917年开始用机械化方法压制和生产电焊条。
同期,欧美各国对焊条药皮分别进行了大量研究,1910年瑞典房名矿物型厚药皮焊条,1919年美国发明用纸缠绕在焊芯上,提出了纤维素型焊条的初型,1921年英国提出用大理石-萤石制造焊条药皮。
1927年美国开始用机械化方式大量生产焊条,出现了许多新的药皮类型及焊条品种。
1964年日本研制成功“无害”焊条,接着又开发了低尘焊条,超低氢焊条和难吸潮焊条等。
我国的焊条制造始于1949年,开始是采用半机械气动焊条压途机生产焊条,后来研制成功了螺旋式连续压涂机,并有了切丝机、送丝机等焊条生产的附属设备。
所生产的焊条主要是以氧化矿物型药皮为主的低碳结构钢焊条。
1956年以后开始大量采用机械化方式进行焊条生产,焊条品种也逐步扩大,钛铁矿型,钛型,钛钙型和低氢型等类型的焊条相继研制成功并得到广泛应用。
抗拉强度不低于42kgf/mm2(约为420MPa),J507焊条焊缝金属抗拉强度不低于50kgf/mm2(约为500MPa),09Mn2等J507是低氢钠型药皮的碳钢焊条。
直流反接,可进行全位置焊接。
具有优良的焊接工艺性能,电弧稳定,飞溅少,易脱渣,其熔敷金属具有优良的力学性能和抗裂性能,抗低温冲击韧性好。
用途: 用于焊接重要用于厚板及可焊性较差的碳钢结构的焊接。
E4300 特殊型平、立、仰、横交流或直流正、反接E4301 钛铁矿型E4303 钛钙型E4310 高纤维素钠型直流反接E4311 高纤维素钾型交流或直流反接E4312 高钛钠型平、立、仰、横交流或直流正接E4313 高钛钾型交流或直流正、反接E4315 低氢钠型直流反接E4316 低氢钾型交流或直流反接E4320 氧化铁型平交流或直流正、反接平角焊交流或直流正接E4322 平交流或直流正接E4323 铁粉钛钙型平、平角焊交流或直流正、反接E4324 铁粉钛型E4327 铁粉氧化型平交流或直流正、反接平角焊交流或直流正接E4328 铁粉低氢型平、平角焊交流或直流反接E50系列-熔敷金属抗拉强度≥490Mpa(50kgf/mm2)E5001 钛铁矿型平、立、仰、横交流或直流正、反接E5003 钛钙型E5010 高纤维素钠型直流反接E5011 高纤维素钾型交流或直流反接E5014 铁粉钛型交流或直流正、反接E5015 低氢钠型直流反接E5016 低氢钾型交流或直流反接E5018 铁粉低氢钾型E5018M 铁粉低氢型直流反接E5023 铁粉钛钙型平、平角焊交流或直流正、反接E5024 铁粉钛型平、平角焊交流或直流正、反接E5027 铁粉氧化铁型交流或直流正接E5028 铁粉低氢型交流或直流反接E5048 平、仰、横、。
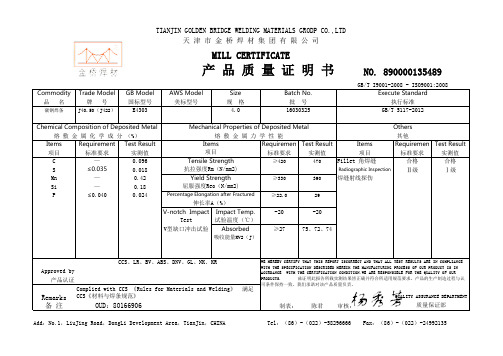
Commodity Trade Model GB Model AWS Model Size 品 名牌 号国标型号美标型号规 格碳钢焊条J40.50(J422)E43034.0Items Requirement Test Result Requiremen Test Result Items Requiremen Test Result 项目标准要求实测值标准要求实测值项目标准要求实测值C —0.096≥420470Fillet 角焊缝合格合格S ≤0.0350.018Radiographic Inspection Ⅱ级Ⅰ级Mn —0.42≥330390焊缝射线探伤Si —0.18P ≤0.0400.024≥22.029V-notch Impact Impact Temp.-20-20Test 试验温度(℃)V型缺口冲击试验Absorbed ≥2775、72、74吸收能量KV2(J)Approved by产品认证Remarks 备 注制表:陈君审核:Add:No.1,LiuJing Road,DongLi Development Area,TianJin,CHINA Tel:(86)-(022)-58296666 Fax:(86)-(022)-24992135Complied with CCS 《Rules for Materials and Welding》 满足CCS《材料与焊条规范》WE HEREBY CERTIFY THAT THIS REPORT ISCORRECT AND THAT ALL TEST RESULTS ARE IN COMPLIANCE WITH THE SPECIFICATION DESCRIBED HEREIN.THE MANUFACTURING PROCESS OF OUR PRODUCT IS IN ACCRDANCE WITH THE CERTIFICATION CONDITION.WE ARE RESPONSIBLE FOR THE QUALITY OF OUR PRODUCTS. 兹证明此报告所载实测结果皆正确并符合所适用规范要求。

Commodity Trade Model GB Model AWS Model Size 品 名牌 号国标型号美标型号规 格碳钢焊条J40.50(J422)E4303 5.0Items Requirement Test ResultRequiremen Test Result Items Requiremen Test Result 项目标准要求实测值标准要求实测值项目标准要求实测值C —0.096≥420475Fillet 角焊缝合格合格S ≤0.0350.018Radiographic Inspection B级Ⅰ级Mn —0.42≥330385焊缝射线探伤Si —0.18P ≤0.0400.024≥22.029.5V-notch Impact Impact Temp.-20-20Test 试验温度(℃)V型缺口冲击试验Absorbed ≥2769、77、72吸收能量KV2(J)Approved by产品认证Remarks备 注制表:陈君审核: 杨秀芳Add:No.1,LiuJing Road,DongLi Development Area,TianJin,CHINA Tel:(86)-(022)-58296666 Fax:(86)-(022)-24992135Complied with CCS 《Rules for Materials and Welding》 满足CCS《材料与焊条规范》WE HEREBY CERTIFY THAT THIS REPORT ISCORRECT AND THAT ALL TEST RESULTS ARE IN COMPLIANCE WITH THE SPECIFICATION DESCRIBED HEREIN.THE MANUFACTURING PROCESS OF OUR PRODUCT IS IN ACCRDANCE WITH THE CERTIFICATION CONDITION.WE ARE RESPONSIBLE FOR THE QUALITY OF OUR PRODUCTS. 兹证明此报告所载实测结果皆正确并符合所适用规范要求。

Commodity Trade Model GB Model AWS Model Size 品 名牌 号国标型号美标型号规 格碳钢焊条J40.50(J422)E43034.0Items Requirement Test Result Requiremen Test Result Items Requiremen Test Result 项目标准要求实测值标准要求实测值项目标准要求实测值C —0.096≥420470Fillet 角焊缝合格合格S ≤0.0350.018Radiographic Inspection Ⅱ级Ⅰ级Mn —0.42≥330390焊缝射线探伤Si —0.18P ≤0.0400.024≥22.029V-notch Impact Impact Temp.-20-20Test 试验温度(℃)V型缺口冲击试验Absorbed ≥2775、72、74吸收能量KV2(J)Approved by产品认证Remarks 备 注制表:陈君审核:Add:No.1,LiuJing Road,DongLi Development Area,TianJin,CHINA Tel:(86)-(022)-58296666 Fax:(86)-(022)-24992135Complied with CCS 《Rules for Materials and Welding》 满足CCS《材料与焊条规范》WE HEREBY CERTIFY THAT THIS REPORT ISCORRECT AND THAT ALL TEST RESULTS ARE IN COMPLIANCE WITH THE SPECIFICATION DESCRIBED HEREIN.THE MANUFACTURING PROCESS OF OUR PRODUCT IS IN ACCRDANCE WITH THE CERTIFICATION CONDITION.WE ARE RESPONSIBLE FOR THE QUALITY OF OUR PRODUCTS. 兹证明此报告所载实测结果皆正确并符合所适用规范要求。
精选文档金桥焊材Golden Bridge Welding Materials 产品样本天津市金桥焊材集团有限公司TIANJIN GOLDEN BRIDGE MATERIALS GROUP CO.,LTD精选文档金桥焊材Golden Bridge Welding Materials目录前言(公司简介) (4)焊材分类 (5)本公司特色产品 (6)焊条焊条药皮渣系简介 (8)一、碳钢焊条 (10)二、低合金结构钢焊条(耐候钢及低合金耐蚀钢焊条) (44)三、钼和铬钼耐热钢焊条 (96)四、低温钢焊条 (122)五、不锈钢焊条(舍菲尔图) (130)六、堆焊焊条 (183)七、铸铁焊条 (226)八、管道焊接专用焊条 (234)焊丝一、气体保护焊丝 (243)二、氩弧焊丝 (281)三、埋弧焊丝 (300)四、烧结焊剂 (339)精选文档五、药芯焊丝 (361)引用标准 (405)符号说明 (406)附录一、船级社认可一览表 (408)二、金桥焊材包装重量表 (410)三、“金桥焊材”焊条长度表 (411)四、气保实心焊丝、药芯焊丝包装规格 (412)五、金桥焊条牌号编制说明 (413)六、金桥实心气保焊丝常用牌号编制方法 (416)七、金桥药芯焊丝牌号编制方法 (417)八、金桥埋弧焊丝-焊剂常用牌号编制方法 (419)九、焊材的保管 (420)十、硬度值对照表 (423)十一、常用单位及换算表 (426)十二、长度单位换算表 (427)十三、焊材(熔敷金属)扩散氢含量的国际标准 (428)十四、钢材碳当量Pcm焊材扩散氢含量〔H〕及板厚δ所需的预热温度 (428)十五、常见焊接缺陷 (429)十六、普通碳素钢标准及低合金结构钢新旧标准对照 (432)十七、常用的碳钢、低合金钢推荐选用的焊条 (433)十八、填充材料的消耗量 (434)十九、焊条电弧焊根据板厚建议的坡口形状 (436)二十、实心CO2气保护焊坡口形状及焊接工艺参数 (437)二十一、药芯CO2气保护焊坡口形状及焊接工艺参数 (440)二十二、一般焊接缺陷的产生与预防 (442)精选文档金桥焊材Golden Bridge Welding Materials前言(公司简介)我公司是专业生产焊接材料的大型企业。
J422J427J507J507R焊条的区别及型号缝韧性要求较高的低合金3. 从焊接极性区分: J422可以用交流焊机,直流正接,直流反接焊接。
J506 只能用空载电压不低于70V,负载率不低于60%的交流焊机,直流反接焊接。
J507只能采用ZX5 可控硅(晶闸管),ZX7逆变式,AX弧焊发电机,直流反接极性焊接。
J507焊条与J427的性能差异J507是低氢钠型焊条,可以焊接结构钢材几典型的Q235 等刚才,其抗拉强度相对于E4315 等普通焊条大得多,所以一般焊接受力较大或受动载荷的钢结构焊接中。
J427 是低氢钠型药皮的低碳钢焊条,采用直流反接,可进行全位置焊接。
具有优良的塑性、韧性和抗裂性能。
304不锈钢与碳钢焊接用J427或J507的焊条可以吗就看你用在什么环境中了,一般既然是异种钢焊接,当初设计者肯定有他的理由,我觉得还是用A302、A307、A312这些比较好。
A302是钛钙型药皮的Cr23Ni13 不锈钢焊条,熔敷金属具有良好的抗裂性能及抗氧化性能。
可交直流两用,有良好的操作工艺性能。
为了提高熔敷金属的抗裂性和耐蚀性,适当提高了Mo含量。
这中间主要考虑耐蚀性。
要焊上当然也是可以的。
不过考虑到焊缝处强度、应力腐蚀等问题,正常都选择A302 的,这样可以防止焊缝熔合线附近的合金元素稀释淬硬马氏体的出现。
用碳钢焊条的话容易在焊缝处开裂的。
建议用309L焊条,一般奥氏体不锈钢和碳钢焊接都可以选用此焊条。
焊条种类型号看焊条牌号末位,末位数字0~5的是酸性焊条,6~9的是碱性焊条。
如J422是酸性、J507是碱性。
牌号末位数字表示具体含义: 0:不规定药皮类型,不规定适用电流类型1:氧化钛型药皮,交直流两用2:氧化钛钙型药皮,交直流两用3:钛钙型药皮,交直流两用4:氧化铁型药皮,交直流两用5:高纤维素型药皮,交直流两用6:低氢钾型药皮,交直流两用7:低氢钠型药皮,交直流两用8:石墨型药皮,交直流两用9:盐基型药皮,直流专用焊条的酸碱性从本质上,是根据熔渣的碱度来的。
常用电焊条的规格型号及用途Document number:PBGCG-0857-BTDO-0089-PTT1998常用电焊条规格、型号及用途·用于焊接较重要的低碳钢结构和强度等级低的低合金钢如Q235等。
J422 (E4303)●说明:J422 是钛钙型药皮的碳钢焊条. 具有优良的焊接工艺性能, 电弧稳定, 焊道美观, 飞溅小, 交直流两用, 可进行全位置焊接●用途: 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如Q235 等·用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。
对薄板的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊U。
焊接时仅需50V空载电压,是理想的定位焊条。
·用于焊接重要的低碳钢和低合金的结构。
具有良好的力学性能和抗裂性能。
使用前需经350℃ x lh烘焙。
J426 (E4316)●说明:J426 是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途: 用于焊接重要的低碳钢和低合金钢的结构·用于焊接重要的低碳钢和低合金的结构。
具有良好的塑性、韧性、抗裂性能。
使用前需经350℃ x lh烘焙。
J427 (E4315)●说明:J427 是低氢钠型药皮的碳钢焊条。
采用直流反接,可进行全位置焊接,具有优良的塑性、韧性、抗裂性能●用途: 用于焊接重要的低碳钢和低合金钢结构·用于低碳钢和中碳钢的焊接。
具有良好的力学性能和抗裂性能。
使用前需经350℃ x lh烘焙。
J506 (E5016)●说明:J506 是低氢钾型药皮的碳钢焊条。
具有良好的力学性能和抗裂性能。
交直流两用,可进行全位置焊接●用途: 用于中碳钢和低碳钢的焊接·可焊接中碳钢和某些低合金钢。
采用直流弧焊电流反接,有良好的塑性、韧性和抗裂性能。
使用前需经350℃ x lh烘焙。
J507 (E5015)●说明:507 是低氢钠型药皮的碳钢焊条。