典型数控系统
- 格式:ppt
- 大小:542.50 KB
- 文档页数:17
常见的数控系统常用的数控系统有发那科、西门子、三菱、广数、华中等数控系统。
发那科(FANUC)系统FANUC系统是日本富士通公司的产品,通常其中文译名为发那科。
FANUC系统进入中国市场有非常悠久的历史,有多种型号的产品在使用,使用较为广泛的产品有FANUC0、FANUC16、FANUC18、FANUC21等。
在这些型号中,使用最为广泛的是FANUC0系列。
系统在设计中大量采用模块化结构。
这种结构易于拆装、各个控制板高度集成,使可靠性有很大提高,而且便于维修、更换。
FANUC系统设计了比较健全的自我保护电路。
PMC信号和PMC功能指令极为丰富,便于工具机厂商编制PMC控制程序,而且增加了编程的灵活性。
系统提供串行RS232C接口,以太网接口,能够完成PC和机床之间的数据传输。
FANUC系统性能稳定,操作界面友好,系统各系列总体结构非常的类似,具有基本统一的操作界面。
FANUC系统可以在较为宽泛的环境中使用,对于电压、温度等外界条件的要求不是特别高,因此适应性很强。
鉴于前述的特点,FANUC系统拥有广泛的客户。
使用该系统的操作员队伍十分庞大,因此有必要了解该系统的一些软、硬件上的特点。
我们可以通过常见的FANUC0系列了解整个FANUC系统的特点。
⑴刚性攻丝主轴控制回路为位置闭环控制,主轴电机的旋转与攻丝轴(Z轴)进给完全同步,从而实现高速高精度攻丝。
⑵复合加工循环复合加工循环可用简单指令生成一系列的切削路径。
比如定义了工件的最终轮廓,可以自动生成多次粗车的刀具路径,简化了车床编程。
⑶圆柱插补适用于切削圆柱上的槽,能够按照圆柱表面的展开图进行编程。
⑷直接尺寸编程可直接指定诸如直线的倾角、倒角值、转角半径值等尺寸,这些尺寸在零件图上指定,这样能简化部件加工程序的编程。
⑸记忆型螺距误差补偿可对丝杠螺距误差等机械系统中的误差进行补偿,补偿数据以参数的形式存储在CNC的存储器中。
⑹CNC内装PMC编程功能PMC对机床和外部设备进行程序控制⑺随机存储模块MTB(机床厂)可在CNC上直接改变PMC程序和宏执行器程序。
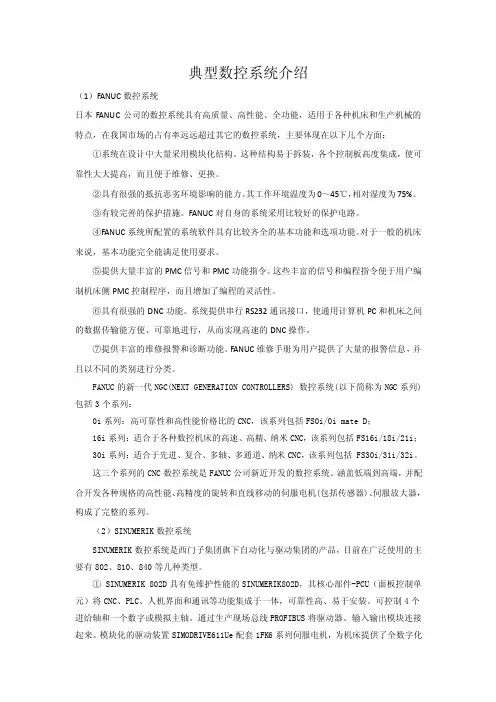
典型数控系统介绍(1)FANUC数控系统日本FANUC公司的数控系统具有高质量、高性能、全功能,适用于各种机床和生产机械的特点,在我国市场的占有率远远超过其它的数控系统,主要体现在以下几个方面:①系统在设计中大量采用模块化结构。
这种结构易于拆装,各个控制板高度集成,使可靠性大大提高,而且便于维修、更换。
②具有很强的抵抗恶劣环境影响的能力。
其工作环境温度为0~45℃,相对湿度为75%。
③有较完善的保护措施。
FANUC对自身的系统采用比较好的保护电路。
④FANUC系统所配置的系统软件具有比较齐全的基本功能和选项功能。
对于一般的机床来说,基本功能完全能满足使用要求。
⑤提供大量丰富的PMC信号和PMC功能指令。
这些丰富的信号和编程指令便于用户编制机床侧PMC控制程序,而且增加了编程的灵活性。
⑥具有很强的DNC功能。
系统提供串行RS232通讯接口,使通用计算机PC和机床之间的数据传输能方便、可靠地进行,从而实现高速的DNC操作。
⑦提供丰富的维修报警和诊断功能。
FANUC维修手册为用户提供了大量的报警信息,并且以不同的类别进行分类。
FANUC的新一代NGC(NEXT GENERATION CONTROLLERS) 数控系统(以下简称为NGC系列)包括3个系列:0i系列:高可靠性和高性能价格比的CNC,该系列包括FS0i/0i mate D;16i系列:适合于各种数控机床的高速、高精、纳米CNC,该系列包括FS16i/18i/21i;30i系列:适合于先进、复合、多轴、多通道、纳米CNC,该系列包括 FS30i/31i/32i。
这三个系列的CNC数控系统是FANUC公司新近开发的数控系统。
涵盖低端到高端,并配合开发各种规格的高性能、高精度的旋转和直线移动的伺服电机(包括传感器)、伺服放大器,构成了完整的系列。
(2)SINUMERIK数控系统SINUMERIK数控系统是西门子集团旗下自动化与驱动集团的产品,目前在广泛使用的主要有802、810、840等几种类型。
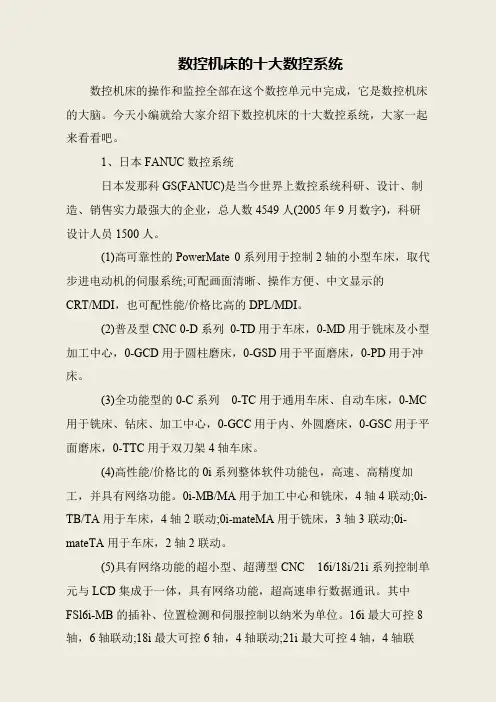
数控机床的十大数控系统
数控机床的操作和监控全部在这个数控单元中完成,它是数控机床的大脑。
今天小编就给大家介绍下数控机床的十大数控系统,大家一起来看看吧。
1、日本FANUC数控系统
日本发那科GS(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。
(1)高可靠性的PowerMate 0系列用于控制2轴的小型车床,取代步进电动机的伺服系统;可配画面清晰、操作方便、中文显示的
CRT/MDI,也可配性能/价格比高的DPL/MDI。
(2)普及型CNC 0-D系列0-TD用于车床,0-MD用于铣床及小型加工中心,0-GCD用于圆柱磨床,0-GSD用于平面磨床,0-PD用于冲床。
(3)全功能型的0-C系列0-TC用于通用车床、自动车床,0-MC 用于铣床、钻床、加工中心,0-GCC用于内、外圆磨床,0-GSC用于平面磨床,0-TTC用于双刀架4轴车床。
(4)高性能/价格比的0i系列整体软件功能包,高速、高精度加工,并具有网络功能。
0i-MB/MA用于加工中心和铣床,4轴4联动;0i-TB/TA用于车床,4轴2联动;0i-mateMA用于铣床,3轴3联动;0i-mateTA用于车床,2轴2联动。
(5)具有网络功能的超小型、超薄型CNC 16i/18i/21i系列控制单元与LCD集成于一体,具有网络功能,超高速串行数据通讯。
其中FSl6i-MB的插补、位置检测和伺服控制以纳米为单位。
16i最大可控8轴,6轴联动;18i最大可控6轴,4轴联动;21i最大可控4轴,4轴联。

常见数控系统的结构分析1. 引言数控系统是一种通过计算机控制的自动化系统,可以用于控制机械设备的运动。
在制造业中广泛应用的数控系统可以为生产过程带来高效性、准确性和稳定性。
本文将对常见的数控系统的结构进行分析。
2. 数控系统的基本结构数控系统通常由以下几个组成部分构成:2.1. 控制器控制器是数控系统的核心,负责接收外部输入的指令,然后将其转换为机械设备可以理解的控制信号,以控制机械设备的运动。
控制器通常由硬件和软件组成。
2.2. 伺服系统伺服系统是数控系统中的重要组成部分,用于驱动机械设备的运动。
伺服系统通常由伺服电机、传感器和控制器组成。
伺服电机负责提供驱动力,传感器用于检测机械设备当前的位置和速度,而控制器负责根据输入信号控制伺服电机的运动。
2.3. 运动控制系统运动控制系统是数控系统中实现精确运动控制的关键部分。
它包括运动控制卡和执行器。
运动控制卡负责接收控制信号,并将其转化为执行器可以理解的指令。
执行器则负责根据指令实现机械设备的运动。
2.4. 编码器编码器用于检测机械设备当前的位置和运动状态,并将其反馈给控制系统。
根据编码器的反馈信号,控制系统可以实时监控机械设备的运动情况,并进行调整。
3. 常见数控系统的结构在实际应用中,常见的数控系统可以分为以下几类:3.1. 点位控制系统点位控制系统是最基本也是最常见的数控系统结构。
它通过控制机械设备按照预定的坐标点进行定位和运动。
点位控制系统主要由控制器、伺服系统和运动控制系统构成。
3.2. 直线插补控制系统直线插补控制系统在点位控制系统的基础上增加了直线插补功能。
它可以通过控制机械设备在不同坐标点之间进行直线插补运动,实现更复杂的轨迹控制。
直线插补控制系统通常由控制器、伺服系统、运动控制系统和编码器组成。
3.3. 圆弧插补控制系统圆弧插补控制系统在直线插补控制系统的基础上增加了圆弧插补功能。
它可以通过控制机械设备在不同坐标点之间进行圆弧插补运动,实现更复杂的轨迹控制。
典型数控系统的结构数控系统是一种精密的自动化控制系统,常用于机床加工中。
典型的数控系统由以下几个组成局部构成:1. 输入设备输入设备是数控系统的接口,负责将操作员输入的指令传递给数控系统进行处理。
常见的输入设备有键盘、鼠标、触摸屏等。
通过输入设备,操作员可以输入加工工艺参数、指令代码等信息。
2. 主机控制器主机控制器是数控系统的核心局部,主要负责解析操作员输入的指令,并将其转化为机床可以执行的控制信号。
主机控制器通常由一台工业级计算机构成,搭载了专门的数控系统软件。
主机控制器通过与输入设备、执行设备的通信,实现对机床各轴的控制。
在控制信号输出之前,主机控制器还会对输入的指令进行加工优化,以提高加工效率和精度。
3. 伺服系统伺服系统是数控系统中的一个重要局部,它负责将主机控制器输出的控制信号转化为机床各轴的运动。
伺服系统通常由伺服电机、编码器、控制器等组成。
伺服电机是驱动机床实现运动的关键设备,它可以精确控制机床轴的位置、速度和加速度。
编码器那么用来反响轴的实际位置和速度信息给控制器,以便调整控制信号,实现精密的运动控制。
运动系统是机床中的关键局部,它负责实际的加工运动。
运动系统通常由多个轴组成,每个轴都有相应的伺服电机和传动装置来实现运动。
在数控系统中,常见的轴包括进给轴和主轴。
进给轴负责工件的相对移动,而主轴那么负责工具的转动。
运动系统通过与伺服系统的配合,实现高精度、高速度的加工运动。
5. 显示与通信设备为了方便操作员的监控与调整,数控系统通常还配备了显示与通信设备。
显示设备可以显示当前的加工状态、报警信息等;通信设备那么可以与外部设备进行数据交换,如计算机网络、U盘等。
辅助系统是数控系统中的一局部,用于支持机床加工过程中的其他功能。
常见的辅助系统有冷却系统、润滑系统等。
冷却系统用于冷却切削工具和加工区域,以防止温度过高导致工具损坏或零件变形;润滑系统用于给机床各部件提供充分的润滑,以确保机床正常运转。
常用数控系统种类
数控系统是现代机械加工必不可少的一部分,它可以控制机床的运动和工具的位置,从而精确地加工出复杂的零件。
常见的数控系统种类如下:
1.数控系统的分类
根据控制方式的不同,数控系统可以分为点位控制系统和轮廓控制系统两种。
2.点位控制系统
点位控制系统是一种比较简单的数控系统,它主要控制机床工具的位置,从而实现零件的加工。
点位控制系统一般适用于加工简单的零件,如孔、螺纹等。
常见的点位控制系统有GSK、广数、华中数控等。
3.轮廓控制系统
轮廓控制系统可以控制机床工具的运动轨迹,从而实现复杂零件的加工。
轮廓控制系统除了可以控制点位外,还能控制直线、圆弧、椭圆等曲线的加工。
常见的轮廓控制系统有西门子、三菱、发那科等。
4.多轴控制系统
多轴控制系统可以控制多个工具或多个工作台的运动,从而实现多工位、多工序的加工。
多轴控制系统适用于加工复杂的零件和高效率的生产。
常见的多轴控制系统有法格、海德汉、比亚迪等。
5.基于PC的数控系统
随着计算机技术的不断发展,基于PC的数控系统逐渐成为主流。
基于PC的数控系统在硬件上采用通用的PC设备,软件上采用Windows 操作系统和CAD/CAM等软件,使得数控系统更加灵活、易用和高效。
常见的基于PC的数控系统有瑞恩、恒天、鹰眼等。
以上是常用的数控系统种类,不同的数控系统有着不同的特点和适用范围,选择合适的数控系统对于提高生产效率和降低成本都有着重要的作用。
数控机床的十大数控系统数控机床的十大数控系统1、日本FANUC数控系统日本发那科公司(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。
(1)高可靠性的PowerMate0系列用于控制2轴的小型车床,取代步进电动机的伺服系统;可配画面清晰、操作方便、中文显示的CRT/MDI,也可配性能/价格比高的DPL/MDI。
(2)普及型CNC0-D系列0-TD用于车床,0-MD用于铣床及小型加工中心,0-GCD用于圆柱磨床,0-GSD用于平面磨床,0-PD用于冲床。
(3)全功能型的0-C系列0-TC用于通用车床、自动车床,0-MC用于铣床、钻床、加工中心,0-GCC用于内、外圆磨床,0-GSC用于平面磨床,0-TTC用于双刀架4轴车床。
(4)高性能/价格比的0i系列整体软件功能包,高速、高精度加工,并具有网络功能。
0i-MB/MA用于加工中心和铣床,4轴4联动;0i-TB/TA用于车床,4轴2联动;0i-mateMA用于铣床,3轴3联动;0i-mateTA用于车床,2轴2联动。
(5)具有网络功能的超小型、超薄型CNC16i/18i/21i系列控制单元与LCD集成于一体,具有网络功能,超高速串行数据通讯。
其中FSl6i-MB的插补、位置检测和伺服控制以纳米为单位。
16i最大可控8轴,6轴联动;18i最大可控6轴,4轴联动;21i最大可控4轴,4轴联动。
除此之外,还有实现机床个性化的CNCl6/18/160/180系列。
2、德国西门子数控系统西门子是全球电子电气工程领域的领先企业,主要业务集中在工业、能源、医疗、基础设施与城市四大业务领域。
140年来,西门子以其创新的技术、卓越的解决方案和产品坚持不懈地与中国开展全面合作,并以不断的创新、出众的品质和令人信赖的可靠性得到广泛认可。
在2011财年(2010年10月1日到2011年9月30日),西门子在中国的总营收达到63.9亿欧元(不包括欧司朗和西门子IT解决方案和服务集团)。